Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к кристаллизатору для непрерывного литья металлических заготовок большой длины, таких как блюмовые заготовки или чушки, охлаждаемому с помощью наружной охладительной рубашки.
Блюмовые заготовки или чушки, для которых предпочтительно применяется предлагаемый кристаллизатор, имеют поперечное сечение в форме квадрата со стороной от 120 мм до 180 мм или в форме прямоугольника эквивалентной площади.
Предпосылки создания предлагаемого изобретения
Известно, что в отрасли непрерывного литья, в частности, при литье блюмовых заготовок и чушек одна из главных проблем, связанных с качеством конечного продукта, - это дефект, называемый «ромбовидностью». Это дефект формы поперечного сечения, состоящий в том, что такие продукты, как блюмовые заготовки или чушки, особенно блюмовые заготовки или чушки малых форматов и отливаемые при высокой скорости, в конце кристаллизации за литейной машиной не приобретают профиля, который был бы в точности равен поперечному сечению кристаллизатора, а приобретают ромбовидную форму поперечного сечения, что может создать проблемы в процессе последующей прокатки.
Если дефект формы «ромбовидность», измеряемый как разность между диагоналями поперечного сечения, превышает 6 мм, то более частыми становятся заторы в первых клетях прокатного стана.
Причиной этого дефекта формы поперечного сечения обычно является недостаточная равномерность теплообмена в кристаллизаторе, в частности, в области непосредственно под мениском, результатом чего является неравномерная толщина корки по периметру как между одной и другой сторонами продукта, так и вдоль одной и той же его стороны. Эта неравномерность зависит от асимметричной деформации кристаллизатора, единство которой зависит от интенсивности теплового потока. Однажды возникнув, такая деформация увеличивается и не может быть устранена.
Кроме того, по причине увеличенной площади теплообмена на ребрах заготовки имеет место теплопередача, значительно большая, чем в области, отстоящей от ребра на 10-30 мм. Поэтому в указанной области толщина местной корки меньше, чем в остальной части чушки. Корка с неравномерной толщиной имеет слабые точки в местах, где толщина меньше, из-за чего под коркой часто образуются трещины, что может привести к разломам.
Это проблема становится еще более острой, когда производится свободное литье с использованием масла в качестве смазочного материала. С другой стороны, если в процессе литья используются порошкообразные смазочные материалы, то ромбовидность становится менее выраженной благодаря изолирующему действию упомянутых порошкообразных материалов и равномерности их распределения. Однако использование порошкообразных смазывающих материалов по сравнению с использованием масла сопряжено с увеличенными расходами и поэтому неэкономично при производстве сортовой стали.
Кроме того, эта проблема обостряется при повышении скорости литья, что накладывает ограничения на допустимые максимальные значения скорости и, поэтому, на производительность литьевой машины.
Поэтому ромбовидность представляет собой дефект формы, проистекающий из неконтролируемых условий сцепления между жидкой сталью и внутренней поверхностью стенок кристаллизатора для определенного сегмента под мениском, то есть в момент, когда имеет место наибольший теплообмен в совпадении с образованием первой корки, при котором имеет место неравномерный теплообмен, и, поэтому, возникает разница в толщине корки, которая образуется по периметру чушки по мере кристаллизации.
Для решения проблемы ромбовидности в публикации US 6 024 162 предлагается на внутренней поверхности стенок кристаллизатора выполнять правильные серии выемок в поверхности, назначение которых состоит в увеличении равномерности теплообмена в критической области непосредственно под мениском.
В частности, идентифицируется область на расстоянии между 20 мм и 200 мм ниже номинального уровня мениска, в которой выполняются правильные ряды выемок в поверхности в виде горизонтальных канавок или небольших углублений круглой, квадратной или гексагональной формы.
Это решение, даже если оно приводит к улучшению, не решает проблемы, с одной стороны, по той причине, что распределение выемок в поверхности не имеет корреляции с развитием теплового потока, а с другой стороны, по той причине, что упомянутые выемки в поверхности сами по себе усугубляют проблему трещин, возникающих под коркой и разломов в более критических случаях свободного литья на высокой скорости и с использованием масла в качестве смазочного материала. Фактически эти выемки в поверхности уменьшают общий тепловой поток теплообмена между сталью и изложницей и, следовательно, среднюю толщину корки на выходе из изложницы.
В публикациях JP 8-206786 А и JP 11-000746 А описываются кристаллизаторы с канавками, которые выполнены по существу в средней части внутренней поверхности его стенок, чтобы обеспечить уменьшение теплообмена в области непосредственно под мениском. Эти решения только частично смягчают проблему ромбовидности, так как в любом случае они порождают недостаточную равномерность тепловой обработки по всему периметру чушки.
Из публикаций ЕР 1 792 676 А1, ЕР 1 795 281 А2, GB 2 177 331 А и JP 9-225593 А известно также выполнение канавок на наружной поверхности стенок кристаллизатора. Однако эти канавки выполняются или по всей поверхности кристаллизатора, или в его средней части, и, поэтому, не предназначены для охлаждения в сочетании с другими средствами, работающими в соответствии с областью мениска.
Заявитель разработал, испытал и осуществил предлагаемое изобретение для решения проблем уровня техники и получения других преимуществ, о которых будет рассказано далее.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение раскрывается и характеризуется в независимом пункте формулы изобретения, в то время как в зависимых пунктах формулы изобретения описываются другие характеристики предлагаемого изобретения или раскрываются варианты осуществления главной изобретательской идеи.
Одна из целей предлагаемого изобретения состоит в получении кристаллизатора для непрерывного литья, который обеспечивает однородность теплообмена и, следовательно, кристаллизации стали по всему периметру продукта, в частности, в области под мениском, где имеет место пик теплового потока между стенками кристаллизатора и отливаемой сталью.
Еще одна цель предлагаемого изобретения состоит в понижении минимума ромбовидности отливаемых продуктов, таких как блюмовые заготовки или чушки, без радикальной модификации базовой конструкции известных кристаллизаторов, охлаждаемых водой, циркулирующей в наружной рубашке, и без ограничения скорости литья.
Еще одной целью предлагаемого изобретения является уменьшение трещинообразования под коркой и таких последствий трещинообразования, как разломы на выходе из кристаллизатора.
Кристаллизатор для непрерывного литья согласно предлагаемому изобретению снабжен средствами для обеспечения равномерности теплообмена в области, где тепловой поток между стенками кристаллизатора и отливаемой сталью достигает пикового значения, что, как указано выше, в типичном случае имеет место на уровне мениска или непосредственно под мениском.
В частности, кристаллизатор согласно предлагаемому изобретению снабжен средствами для обеспечения равномерности теплообмена в указанной области в попытке уменьшения упомянутого пикового значения с целью обеспечения возможности уменьшения разницы в толщине первой корки, которая образуется в области непосредственно под мениском.
Упомянутые средства обладают двойным действием по созданию в области под мениском контактных сопротивлений на внутренних поверхностях стенок кристаллизатора, так что не вся контактная поверхность между медью и сталью является поверхностью, полезной с точки зрения теплообмена. В то же самое время, однако, согласно одному из обеспечивающих преимущество признаков предлагаемого изобретения, обеспечивается увеличение упомянутой контактной поверхности и, следовательно, поверхности теплообмена - в соответствии с наружными поверхностями стенок кристаллизатора вблизи ребер, обеспечивая таким образом компенсацию тенденции к отделению корки от внутренних поверхностей кристаллизатора.
Поэтому, согласно предлагаемому изобретению, в качестве его первого признака кристаллизатор снабжен выемками или углублениями, которые выполнены на внутренней поверхности соответствующей стенки кристаллизатора, в частности, по существу в средней части соответствующей грани. Упомянутые выемки и углубления действуют как воздушный клин, обеспечивающий изоляцию между жидкой сталью и кристаллизатором и, следовательно, ограничивающий полезную поверхность теплообмена.
Представляется предпочтительным такое решение, при котором упомянутые выемки и углубления выполнены непосредственно под номинальным уровнем мениска таким образом, что занимаемая ими общая площадь, приходящаяся на единицу площади поверхности, уменьшается, пока не сходит на нет на определенном расстоянии от упомянутого номинального уровня мениска.
Характер постепенного уменьшения общей площади, занимаемой этими выемками и(или) углублениями, таков, что обеспечивается следование профилю температуры на внутренних поверхностях кристаллизатора и приспособление к этому профилю, как будет более подробно раскрыто в настоящем описании в дальнейшем.
В дополнение к упомянутым выемкам и(или) углублениям, выполненным на внутренних поверхностях кристаллизатора, для обеспечения оптимального теплообмена также вблизи области ребер кристаллизатор согласно предлагаемому изобретению снабжен также вертикальными канавками, которые выполнены на его наружных поверхностях в областях вблизи ребер, при этом вертикальное протяжение этих канавок больше, чем вертикальное протяжение выемок и(или) углублений, выполненных на внутренних поверхностях кристаллизатора.
Действие этих канавок состоит в увеличении теплообмена между стенками кристаллизатора и жидкой сталью в концевом сегменте стенок, где имеет место недостаточный контакт между сталью и кристаллизатором.
Наличие канавок на наружной поверхности стенок кристаллизатора обеспечивает увеличение площади теплообмена, а также уменьшение расстояния между жидким металлом и охлаждающей текучей средой, которая протекает по наружной поверхности кристаллизатора. Поперечное расстояние между началом области с внутренними выемками и концом области с наружными канавками таково, что обеспечивается предотвращение резкого изменения теплового потока и, следовательно, увеличения трещинообразования под коркой, что могло бы привести к разломам.
Поэтому, согласно предлагаемому изобретению, кристаллизатор снабжен как выемками и(или) углублениями, выполненными на внутренних поверхностях его стенок, назначение которых состоит в понижении пикового значения теплового потока, так и канавками, выполненными в боковых областях наружных поверхностей кристаллизатора, назначение которых состоит в увеличении теплового потока в областях вблизи ребер. Комбинированное и синергетическое действие обоих этих средств позволяет сгладить и сделать равномерным тепловой поток вдоль стенок кристаллизатора в области под мениском.
В частности, оптимальная однородность теплового потока обеспечивается благодаря комбинированному действию выемок и(или) углублений, выполненных на внутренней поверхности и по существу в средней области стенки кристаллизатора, и канавок, выполненных на наружной поверхности и по существу в боковых областях, вблизи ребер, той же стенки кристаллизатора. Таким образом, эти два средства компенсируют друг друга и интегрируются друг с другом, результатом чего является достижение однородности охлаждения и, следовательно, однородности кристаллизации корки по всему периметру чушки.
Достигаемое преимущество вышеописанного решения состоит в повышении качества конечного продукта с точки зрения формы последнего, а именно в предотвращении ромбовидности квадратного или прямоугольного сечения, а также в предотвращении образования трещин, что могло бы привести к разломам.
Эти и другие характеристики предлагаемого изобретения станут понятны из дальнейшего подробного описания одного из вариантов его осуществления, который рассматривается только в качестве иллюстративного примера, со ссылкой на прилагаемые графические материалы.
Краткое описание прилагаемых графических материалов
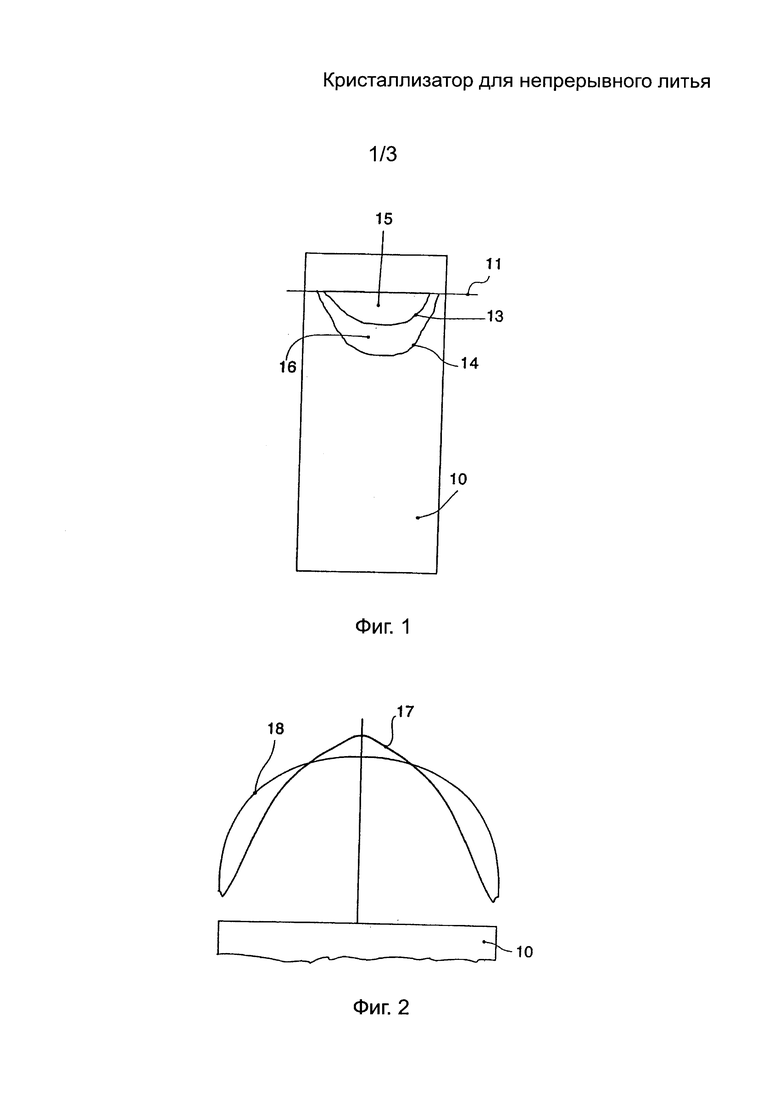
На фиг. 1 схематично показаны изотермы в области непосредственно под мениском.
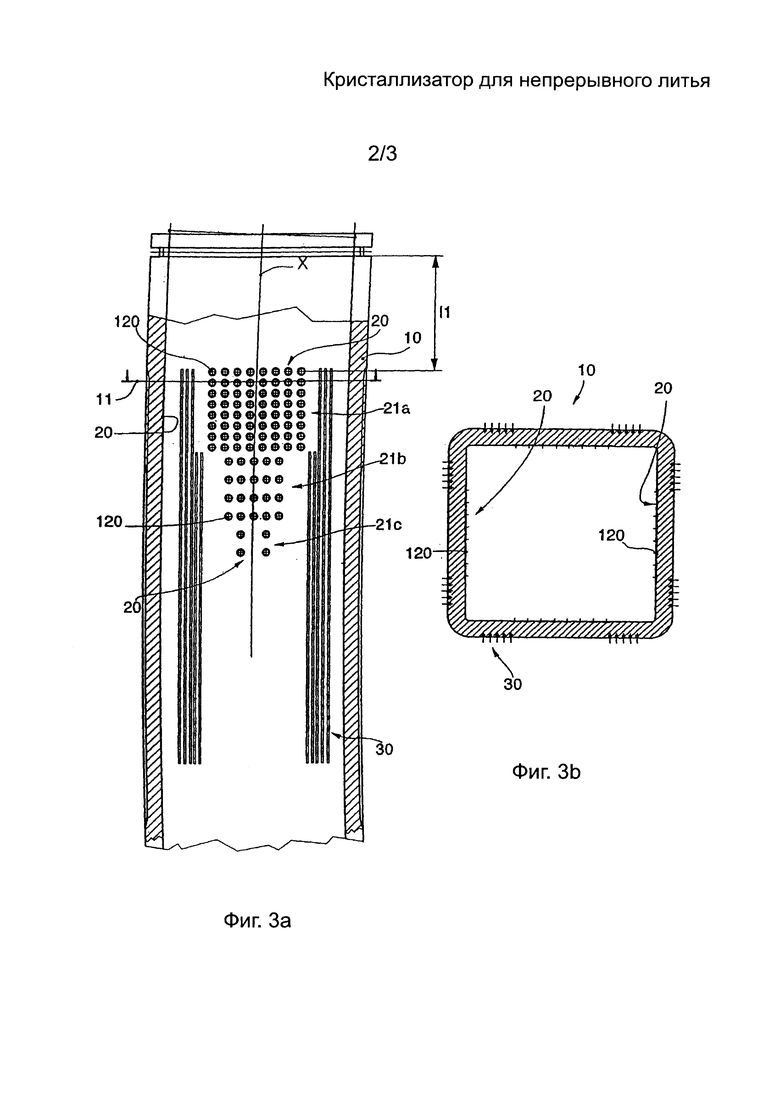
На фиг. 2 схематично в сечении показан профиль теплового потока вдоль одной грани кристаллизатора в области непосредственно под мениском.
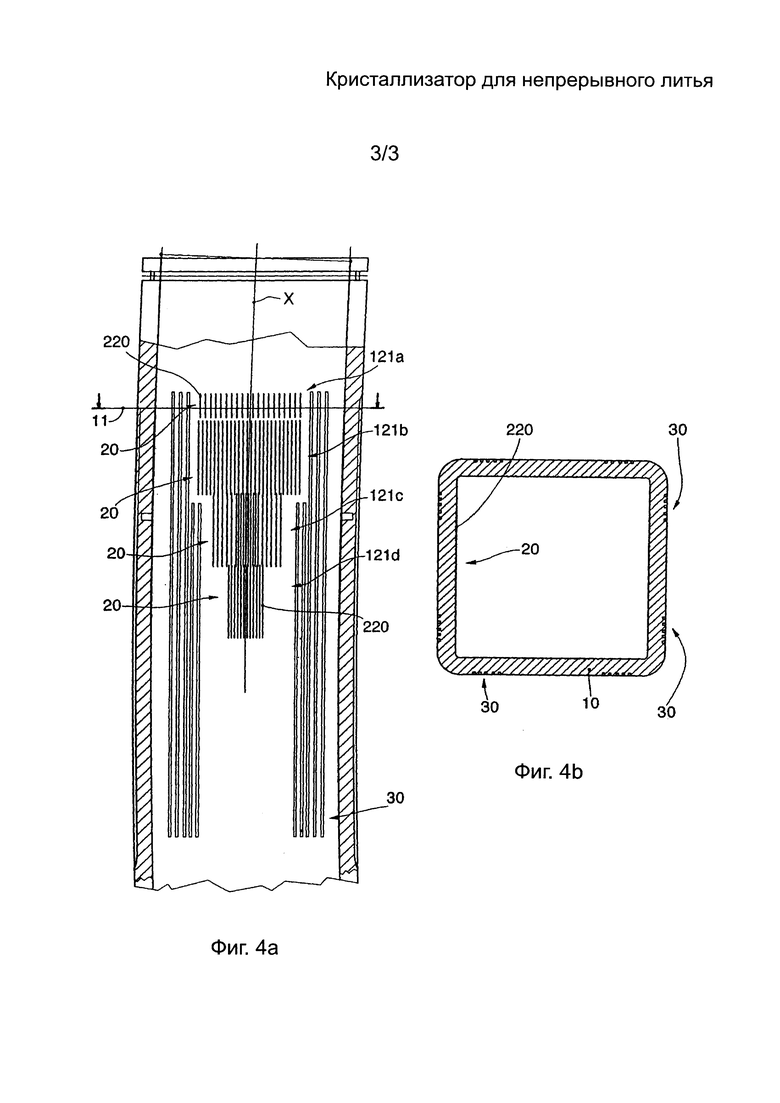
На фиг. 3а и фиг. 3b показан в продольном сечении и поперечном сечении, соответственно, кристаллизатор согласно первому варианту осуществления предлагаемого изобретения.
На фиг. 4а и фиг. 4b показан в продольном сечении и поперечном сечении, соответственно, кристаллизатор согласно второму варианту осуществления предлагаемого изобретения.
Описание некоторых вариантов осуществления предлагаемого изобретения
На фиг. 1 схематично показан кристаллизатор 10 для непрерывного литья длинномерных продуктов, при этом позицией 11 обозначена номинальная линия мениска жидкого металла.
Кристаллизатор 10 этого типа, предназначенный для непрерывного литья длинномерных продуктов, таких как блюмовые заготовки или чушки 12, форма поперечного сечения которых представляет собой многоугольник, предпочтительно четырехугольник, еще более предпочтительно-прямоугольник или квадрат, имеет тонкие стенки, и его охлаждение обеспечивается с помощью наружной рубашки, при этом изотермы (линии одинаковой температуры) на внутренней поверхности кристаллизатора 10 принадлежат к эллиптическому или параболическому типу, подобно линиям 13 и 14, которые показаны на фиг. 1.
В частности, область, обозначенная позицией 15, это область максимальных температур, так как она соответствует области мениска. Напротив, в прилегающей к ней и заключенной между изотермами 13 и 14 области, обозначенной позицией 16, температуры более низкие.
На фиг. 2 в поперечном сечении показан профиль теплового потока вдоль грани кристаллизатора 10 непосредственно под мениском 11. Линией 17 (более толстая) показано количественное развитие теплового потока в известных кристаллизаторах, которое характеризуется сильным пиком в середине грани и выраженными спадами к углам, причиной чего является постепенное отставание корки от стенки кристаллизатора 10. В соответствии с ребрами теплообмен снова увеличивается, хотя бы и незначительно, так как ребро охлаждается с обеих сторон.
С другой стороны, линией 18 (более тонкая) показано количественное развитие теплового потока, которое должно быть обеспечено кристаллизатором 10 согласно предлагаемому изобретению.
Как будет конкретно показано далее, при наличии выполненных на внутренней поверхности стенок кристаллизатора 10 выемок и(или) углублений, которые на фиг. 3а, фиг. 3b, фиг. 4а и фиг. 4b обозначены в целом позицией 20, обеспечивается уменьшение теплового потока в средней области стенки, а при наличии одновременно и в комбинации с ними выполненных на наружных поверхностях стенок кристаллизатора канавок, которые обозначены в целом позицией 30, обеспечивается увеличение теплового потока в областях вблизи ребер. При таком решении обеспечивается более равномерное развитие теплового потока и, следовательно, образования корки более равномерной толщины.
На фиг. 3а и фиг. 3b, на которых иллюстрируется первый вариант осуществления предлагаемого изобретения, кристаллизатор 10 для литья чушек 12, поперечное сечение которых в рассматриваемом варианте является квадратным, показан в продольном и поперечном сечениях.
В этом варианте на четырех внутренних поверхностях стенок кристаллизатора 10 выполнены выемки круговой формы или небольшие глухие отверстия 120, распределение которых соответствует уменьшающемуся развитию теплового потока и постепенному уменьшению толщины по направлению к днищу с точки зрения их общей площади, приходящейся на единицу поверхности соответствующей стенки, так что по существу воспроизводится развитие плотности теплового потока на соответствующей грани кристаллизатора 10.
В частности, в рассматриваемом варианте в средней области соответствующей грани имеется три участка, обозначенные позициями 21а, 21b и 21с, в которых количество глухих отверстий 120, расположенных в горизонтальном ряде, последовательно уменьшается, так как эти глухие отверстия 120 расположены по существу симметрично относительно медианной продольной линии X стенки кристаллизатора 10.
Таким образом, общая площадь, занимаемая выемками и(или) углублениями 20, приходящаяся на единицу поверхности стенки, и, следовательно, генерируемое ими контактное сопротивление, постепенно уменьшается книзу вдоль кристаллизатора 10, начиная от области непосредственно под мениском 11, следуя за развитием теплового потока, показанного на фиг. 2 и приспосабливаясь к нему.
В конкретном варианте, иллюстрируемом на фиг. 3а, область, занятая глухими отверстиями 120, начинается на расстоянии И, размер которого находится в диапазоне от 100 мм до 140 мм, с обеспечением преимущества - в диапазоне от 120 мм до 130 мм, от верха кристаллизатора 10, что на расстоянии от приблизительно 20 мм до приблизительно 30 мм ниже мениска 11, который находится приблизительно на расстоянии 100 мм от верха кристаллизатора 10. Область, занятая глухими отверстиями 120, заканчивается на расстоянии от 200 мм до 500 мм от верха кристаллизатора 10, в зависимости от общей длины кристаллизатора 10.
В рассматриваемом варианте осуществления предлагаемого изобретения первый участок 21а содержит восемь горизонтальных рядов отверстий, в каждом из которых находится восемь круглых глухих отверстий 120, диаметр которых может варьировать от 4 мм до 12 мм, а глубина - от 0,2 мм до 0,8 мм. Горизонтальный шаг может составлять величину от 6 мм до 15 мм, а вертикальный шаг может составлять величину от 5 мм до 15 мм.
Поверхность глухого отверстия 120 не может быть слишком обширной, так как это оказало бы вредное влияние на качество поверхности чушки 12. Глубина глухих отверстий 120 также может быть уменьшена, так чтобы отпечатки этих глухих отверстий 120 не оставались на поверхности чушки 12, выходящей из кристаллизатора 10.
В рассматриваемом варианте второй участок 21b содержит глухие отверстия 120 того же размера и расположенные с тем же горизонтальным шагом, только в другом количестве и с другим распределением, а именно: в четыре горизонтальных ряда по пять глухих отверстий 120 в каждом, разделенных вертикальным шагом, увеличенным по сравнению с вертикальным шагом на первом участке 21а. Наконец, третий участок 21 с содержит два ряда по два глухих отверстия 120 в каждом, расположенных с горизонтальным шагом, увеличенным по сравнению с горизонтальным шагом, с которым глухие отверстия 120 расположены на первом участке 21а и втором участке 21b.
Должно быть понятно, что вариант осуществления предлагаемого изобретения, проиллюстрированный на фиг. 3а и фиг. 3b, представляет собой всего лишь иллюстративный пример, предназначенный для того, чтобы показать идею по существу центрального и симметричного расположения, а также постепенного сокращения площади, занимаемой глухими отверстиями 120, приходящимися на единицу поверхности, приспосабливающегося к развитию теплового потока вдоль стенок кристаллизатора 10.
На фиг. 4а и фиг. 4b иллюстрируется еще один возможный вариант осуществления предлагаемого изобретения, в котором вместо круглых глухих отверстий 120 используются вертикальные канавки 220.
По аналогии с вариантом, рассмотренным выше, в распределении этих вертикальных канавок 220 можно выделить четыре участка, которые обозначены позициями 121а, 121b, 121с и 121d и по существу отражают развитие теплового потока в соответствующей части стенки кристаллизатора 10, так что участок, на котором вертикальные канавки 220 занимают большую площадь, приходящуюся на единицу поверхности, соответствует пику теплового потока, который имеет место несколько ниже мениска 11, при этом тепловой поток падает по мере продвижения книзу вдоль стенок кристаллизатора 10, пока на определенном расстоянии от мениска 11 не сойдет на нет.
В разных вариантах осуществления предлагаемого изобретения выемки и(или) углубления 20, распределенные как описано выше, могут быть реализованы в виде горизонтальных канавок, овальных отверстий, отверстий четырехугольного или многоугольного сечения, в том числе неправильной формы или любой другой подходящей формы.
В дополнение к выемкам и(или) углублениям 20 и в комбинации с ними используются также канавки 30, выполненные на наружных поверхностях стенок кристаллизатора 10, которые в варианте осуществления предлагаемого изобретения, проиллюстрированном на фиг. 3а и фиг. 4а, ориентированы по существу вертикально.
Как можно видеть на упомянутых чертежах, наружные канавки 30 начинаются по существу на той же высоте, что и глухие отверстия 120 (или канавки 220), и число их увеличивается с трех до четырех для каждой стороны грани в соответствии с прохождением от первого участка 21а области внутренних глухих отверстий 120 ко второму участку 21b (или от второго участка 121b канавок 220 к третьему участку 121с).
Благодаря такой конфигурации с обеспечением синергетического эффекта и в комбинации с глухими отверстиями и(или) канавками, выполненными на внутренних поверхностях граней кристаллизатора, наличие канавок 30 обеспечивает увеличение теплообмена на сторонах грани, когда образующаяся на чушке корка имеет тенденцию отделиться от соответствующей стенки кристаллизатора 10.
Представляется предпочтительным такое решение, при котором глубина канавок 30 составляет величину в диапазоне от 1,5 мм до 4 мм, величина шага, на который эти канавки отстоят друг от друга, находится в диапазоне от 4 мм до 10 мм, а ширина канавки составляет величину в диапазоне от 1 мм до 4 мм.
В частности, канавки 30 занимают область, составляющую, начиная от ребра, от 5% до 25% от размера стороны чушки на стадии литья. Например, если одна сторона кристаллизатора 10 имеет размер 160 мм, то канавки 30 занимают, на обеих сторонах, полосу между 8 мм и 40 мм от ребра.
Канавки 30 могут продолжаться вдоль всей высоты кристаллизатора 10, или, в альтернативном варианте, могут прерываться до этого, как показано на фиг. 3а и фиг. 4а. Однако они продолжаются вплоть до нижнего уровня внутренних глухих отверстий 20, с обеспечением преимущества - дальше, чем внутренние глухие отверстия 20, с целью поддержания равномерности теплового потока и, следовательно, толщины корки на соответствующей поверхности кристаллизатора 20 при выходе из изложницы.
В общем случае, поскольку они не находятся в непосредственном контакте с жидкой сталью, которая подвергается литью, и в соответствии с функцией, для которой они предназначены, канавки 30 имеют большую глубину, чем внутренние глухие отверстия 20.
Должно быть понятно, что в отношении кристаллизатора 10 для непрерывного литья, который описывался выше, возможны модификации, и он может снабжаться дополнительными частями - без выхода за объем предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ И БЛЮМОВЫХ ЗАГОТОВОК | 2004 |
|
RU2324569C1 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2017 |
|
RU2733525C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2610984C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |
Изобретение относится к металлургии. Кристаллизатор для непрерывного литья заготовок прямоугольного и квадратного сечения содержит охлаждающую рубашку и средства для обеспечения условий теплообмена между стенками кристаллизатора и отливаемой сталью. В зоне термического пика, около области мениска (11) или непосредственно под ним, на стенках кристаллизатора (10) выполнены выемки или углубления, распределенные таким образом, что занимаемая ими площадь, приходящаяся на единицу поверхности, уменьшается до нулевого значения по направлению к днищу кристаллизатора. На наружной поверхности стенки кристаллизатора в областях вблизи ребер выполнены вертикальные канавки. Протяженность канавок равна или превышает протяженность площади, занимаемой выемками или углублениями. За счет создания однородного теплообмена по периметру заготовки обеспечивается снижение ромбовидности заготовок и уменьшение трещинообразования под коркой заготовки.13 з.п. ф-лы, 4 ил.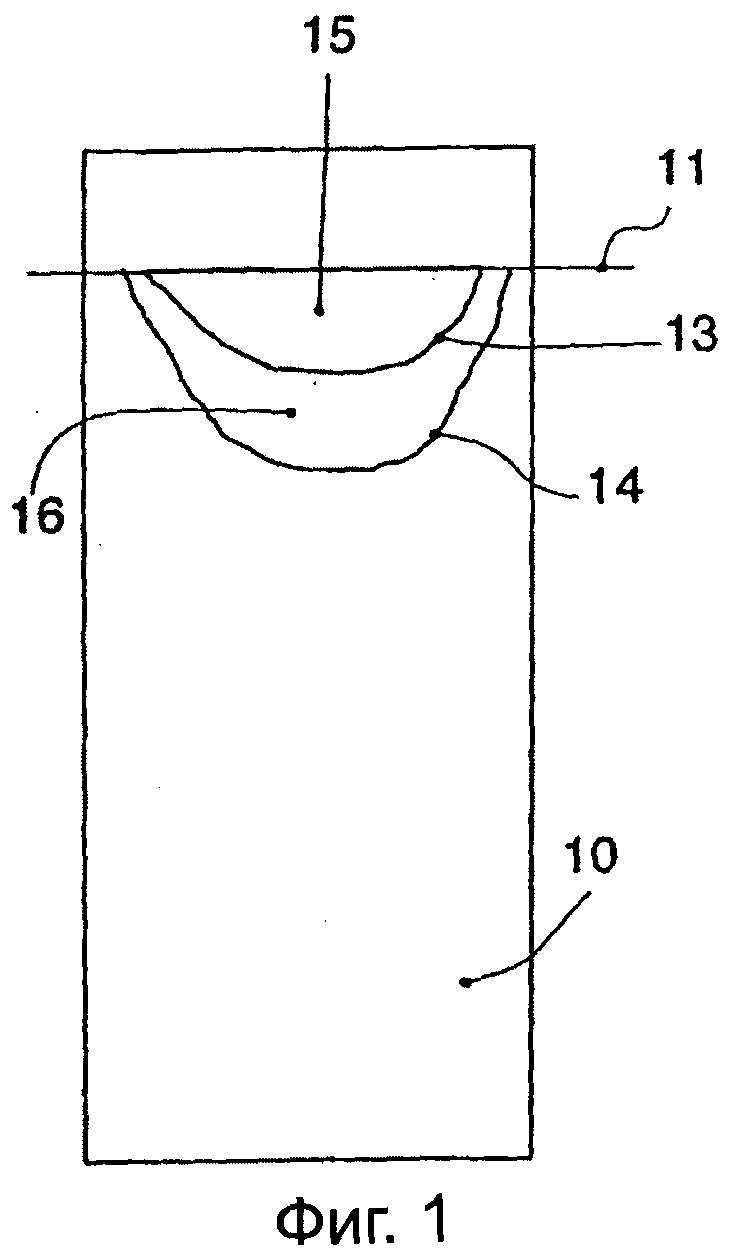
1. Кристаллизатор для непрерывного литья заготовок прямоугольного и квадратного сечения, содержащий охлаждающую рубашку и средства для поддержания условий теплообмена между стенками кристаллизатора и отливаемой заготовкой, выполненные в виде выемок и углублений на внутренней поверхности стенки кристаллизатора, отличающийся тем, что выемки или углубления распределены на внутренней поверхности стенки кристаллизатора таким образом, что занимаемая ими площадь, приходящаяся на единицу поверхности стенки, уменьшается по направлению к нижней части кристаллизатора до нулевого значения на определенном расстоянии от мениска, при этом на наружной поверхности стенки кристаллизатора в областях вблизи его ребер выполнены вертикальные канавки, протяженность которых равна или превышает вертикальную протяженность площади, занимаемой упомянутыми выемками или углублениями.
2. Кристаллизатор по п. 1, отличающийся тем, что область, занимаемая упомянутыми выемками или углублениями (20), начинается на расстоянии от 100 мм до 140 мм от верха кристаллизатора и заканчивается на расстоянии от 200 мм до 500 мм.
3. Кристаллизатор по п. 1 или 2, отличающийся тем, что упомянутые вертикальные канавки расположены в области, составляющей от 5% до 25% от размера стороны заготовки, начиная от ребра, на стадии литья.
4. Кристаллизатор по любому из пп. 1 и 2, отличающийся тем, что упомянутые выемки или углубления (20) выполнены в виде глухих отверстий (120).
5. Кристаллизатор по п. 1 или 2, отличающийся тем, что упомянутые выемки или углубления (20) выполнены в виде вертикальных канавок (220).
6. Кристаллизатор по п. 1 или 2, отличающийся тем, что упомянутые выемки или углубления (20) выполнены в виде горизонтальных канавок, овальных отверстий, отверстий четырехугольного или полигонального сечения, неправильной формы.
7. Кристаллизатор по п. 1 или 2, отличающийся тем, что упомянутые выемки или углубления (20) распределены по меньшей мере на двух различающихся участках (21а, 21b, 21с; 121а, 121b, 121с и 121d), при этом количество этих выемок или углублений (20), приходящихся на единицу поверхности, в горизонтальном ряду на одном и том же участке по существу одинаково, но уменьшается от участка к участку по направлению к днищу кристаллизатора (10), начиная от области максимума теплового потока.
8. Кристаллизатор по п. 1 или 2, отличающийся тем, что упомянутые выемки или углубления (20) расположены симметрично относительно медианной продольной линии (X) стенки кристаллизатора (10).
9. Кристаллизатор по п. 1 или 2, отличающийся тем, что максимальная глубина упомянутых выемок или углублений (20) составляет приблизительно 0,8 мм.
10. Кристаллизатор по п. 3, отличающийся тем, что вертикальные канавки (30) расположены на той же высоте, что и упомянутые выемки или углубления (20), и число их увеличивается по мере прохождения от первого участка области, занимаемой упомянутыми выемками или углублениями (20), ко второму ее участку.
11. Кристаллизатор по п. 7, отличающийся тем, что вертикальные канавки (30) расположены на той же высоте, что и упомянутые выемки или углубления (20), и число их увеличивается по мере прохождения от первого участка области, занимаемой упомянутыми выемками или углублениями (20), ко второму ее участку.
12. Кристаллизатор по п. 3, отличающийся тем, что упомянутые канавки (30) имеют глубину от 1,5 мм до 4 мм.
13. Кристаллизатор по п. 3, отличающийся тем, что упомянутые канавки (30) простираются по меньшей мере за пределы области, занимаемой упомянутыми выемками или углублениями (20).
14. Кристаллизатор по п. 3, отличающийся тем, что упомянутые канавки (30) отстоят друг от друга на шаг от 4 мм до 10 мм, а их ширина составляет от 1 мм до 4 мм.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| WO 2008017711A1, 14.02.2008 | |||
| СПОСОБЫ РЕГУЛИРОВАНИЯ МОТОРИКИ ЖЕЛУДОЧНО-КИШЕЧНОГО ТРАКТА | 1994 |
|
RU2177331C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЕЙ, ПРИ ВЫСОКОЙ СКОРОСТИ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛИГОНАЛЬНЫХ СОРТОВЫХ, ЧЕРНОВЫХ И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОКАТА НА БЛЮМИНГЕ ЗАГОТОВОК | 2003 |
|
RU2320453C2 |

