В настоящее время для изготовления деталей различной конфигурации воздействуют одним материалом на другой фрезерованием, сверлением и другими видами обработкиПри наличии соответствующих технических средств, реализация предлагаемого способа обеспечит возмол ность изготовления деталей любой конфигурации, путем перевода материала, из которого должна изготовляться деталь, в состояние плазмы, сфокусированной в струю, наносимую на охлаждаемую подложку. Управление интенсивностью струи и развертку ее в вертикальной и горизонтальной плоскостях осу1цествляютпосредством электрических и магнитных полей.
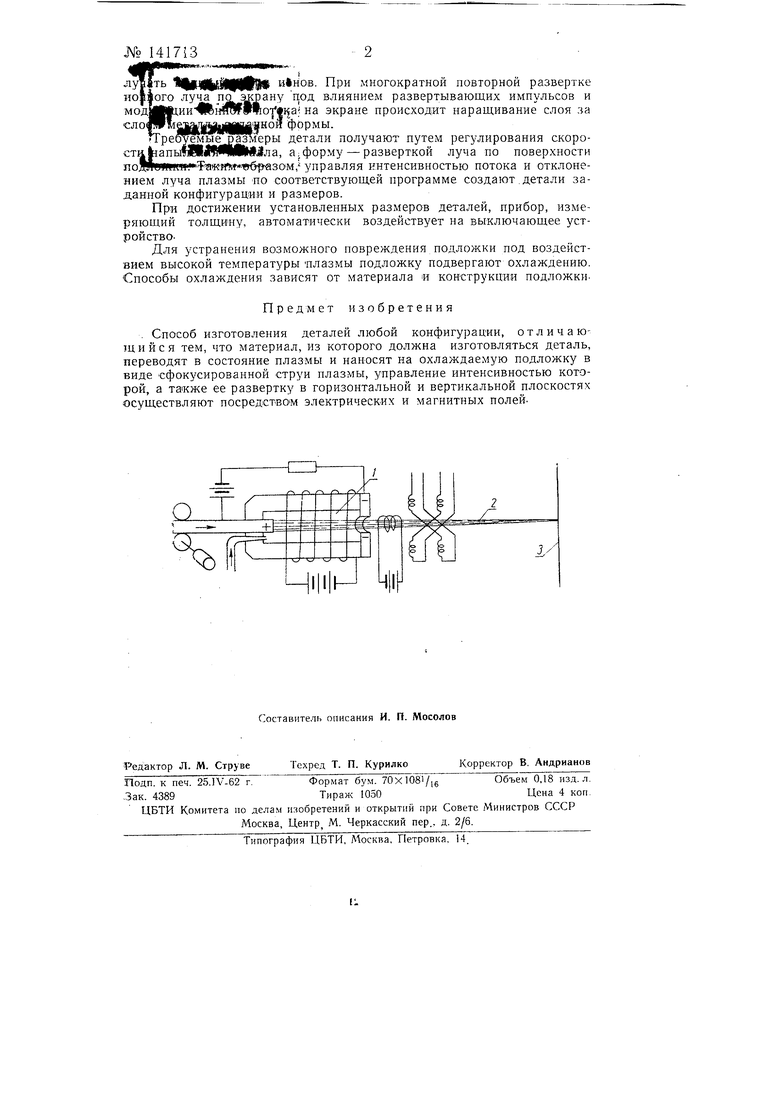
На чертеже схематически изображено устройство для выполнения описываемого способа.
При изготовлении детали получаемую в горелке 1 струю 2 плазмы, состоящую из ионизованных атомов данного металла, сфокусированную при помощи электрических и магнитных полей в точку достаточно малого диаметра, направляют на подложку (экран) 3, а затем осуществляют развертку этого луча, так же как это делается в телевизионных трубках или в других подобных системах.
Плазму создают из смеси газа (например, аргона, гелия или чистого азота и др.) и металла, находящегося в таком состоянии, когда вещество не подчиняется известным газовым законам, но обладает электромагнитными свойствами. Высокая температура, достигающая десятков тысяч градусов, при которой испаряются все известные химические элементы, позволяет создавать плазменное состояние металлов, т. е. смесь ионов и свободных электронов. Действием магнитного поля плазму можно фокусировать, замедлять или ускорять процесс ее образования и движения, а также осуществлять развертку луча плазмы.
В процессе развертки луча по экрану благодаря модулирующему импульсу интенсивности плазмы в требуемых точках экрана можно по tWeiiiemlJSI . при многократной повторной развертке иоМого луча по ану под влиянием развертывающих импульсов и модМИШии 1то1Р1|от|на; на экране происходит наращивание слоя за
Гребелые азмеры детали получают путем регулирования скорост1| апы|Д1ДРМН13ла, а форму - разверткой луча по поверхности подаыжки. T«KffM - &p«30M, управляя интенсивностью потока и отклонением луча плазмы по соответствующей программе создают .детали заданной конфигурации и размеров.
При достижении установленных размеров деталей, прибор, измеряющий толщину, автоматически воздействует на выключающее устройствоДля устранения возможного повреждения подложки под воздействием высокой температуры плазмы подложку подвергают охлаждению. Способы охлаждения зависят от материала м конструкции подложки.
Предмет изобретения
. Способ изготовления деталей любой конфигурации, отличающийся тем, что материал, из которого должна изготовляться деталь, переводят в состояние плазмы и наносят на охлаждаемую подложку в виде -сфокусированной струи плазмы, управление интенсивностью которой, а также ее развертку в горизонтальной и вертикальной плоскостях осуществляют посредством электрических и магнитных полей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ИЗНОСОСТОЙКИХ, ПРОЧНЫХ И ЖАРОПРОЧНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2122601C1 |
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2007 |
|
RU2359797C2 |
| ВЫСОКОЯРКОСТНЫЙ ИСТОЧНИК КОРОТКОВОЛНОВОГО ИЗЛУЧЕНИЯ НА ОСНОВЕ ЛАЗЕРНОЙ ПЛАЗМЫ | 2020 |
|
RU2726316C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ КАТОДНО-ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2118399C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГЕНЕРАЦИИ ИЗЛУЧЕНИЯ ИЗ РАЗРЯДНОЙ ПЛАЗМЫ | 2012 |
|
RU2496282C1 |
