Известны устройства для автоматической укладки навесных деталей на платы с печатным монтажом, в которых навесные детали загружаются в бункер с отсекателямп, выводы которых прн помощи ряда зажимных приспособлений подвергаются предварительной формовке. Для закрепления навесных деталей на плате выводы этих деталей при помощи вибратора с толкателем вводятся в отверстия платы и изгибаются при помощи пуансонов. При использовании подобных устройств трудно достигнуть высокой точности укладки деталей на плату. Кроме того, конструкция самих устройств получается достаточно сложной.
В предлагаемом устройстве для изгибания выводов применены подвижные профильные матрицы и пуансоны, снабженные канавками, по которым скользят 1ВЫВОДЫ при введении их в отверстия платы, что дает возможность повысить точность укладки и упростить конструкцию узла формовки выводов и крепления деталей.
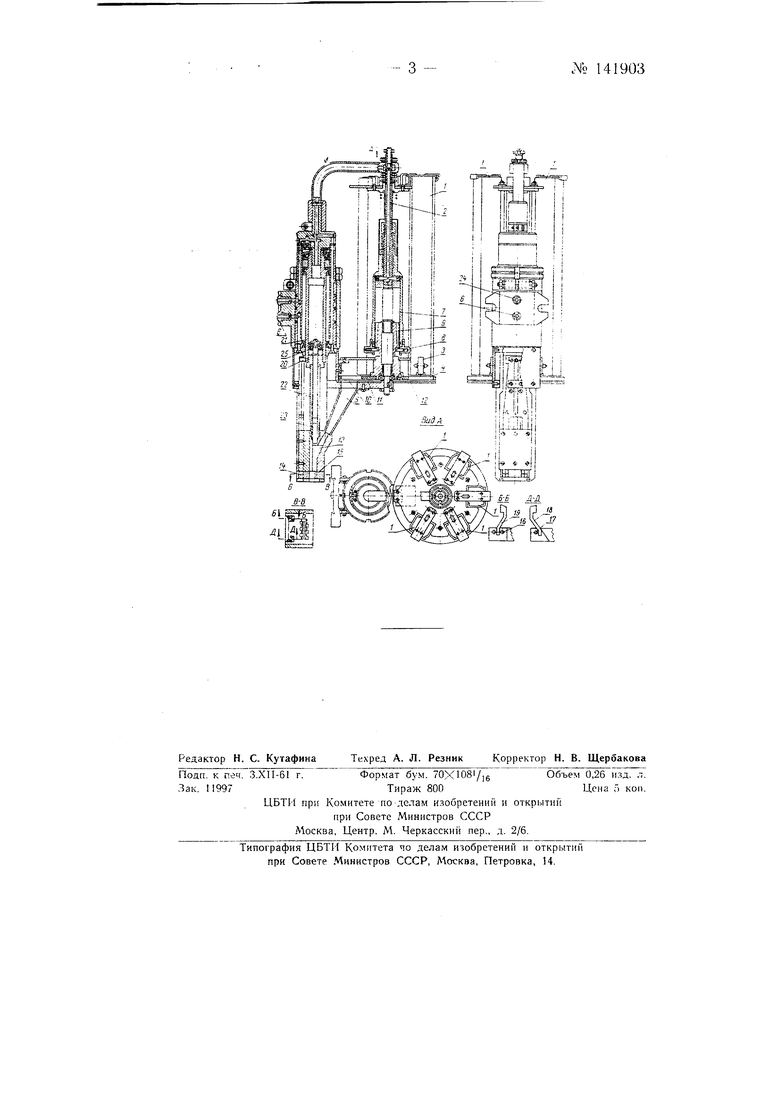
Конструкция описываемого автоукладчика изображена на чертеже в трех проекциях.
Навесные детали с рихтованными, имеющими одинаковую длину, выводами загружаются в бункеры /, которые установлены на турели 2. Детали располагаются в бункерах так, что их выводы ориентируются в радиальном направлении. При установке на турель бункеров замки 3 отпираются и детали заходят в окна диска-отсекателя 4. Диск-отсекатель 4 периодически поворачивается на один и тот же угол, осуществляя за каждый поворот выдачу одной детали в канал 5. Поворот дискаотсекателя 4 производится сжатым воздухом, поступающим через штуцер 6 в цилиндр 7. Сжатый воздух поднимает цилиндр 7 вверх, поворачивая посредством подпружиненных пальцев 8 пазовый кулак 9.
№ 141903- 2 Пазовый кулак 9 жестко связан с диском-отсекателем 4. Устанавливаемая на .плате деталь из окна диска-отсекателя попадает в канал 5 - выводами вниз, так как все выводы одинаково ориентированы в бункерах, а в окне JO, открывающем канал 5, выводы встречают рант // опорного дйска 12, который и создает всегда однозначно направленный опрокидывающий момент под влиянием силы тяжести каждой навесной детали. Падая вниз по каналу 5, деталь попадает в колодец J3, который строго фиксирует положение ее корпуса по всем четырем сторонам; при этом выводы детали ложатся на профильные матрицы М и 15, находящиеся в сомкнутом положении. Движением магриц 14 и 15 управляют через цапфы 16 и 17 фигурные окончания планок 18 и 19, которые через палец 20 толкает цилиндр-поршень 21.
После того, как положение детали будет зафиксировано, в колодце 13 узла укладки, на его корпус опускается блок пуансонов 22 и выталкивателя 23, производя предварительную формовку выводов на профильных усах сомкнутых матриц 14 и 15, при смещепии вниз до упора корпуса блока-переходника под действием выталкивателя 23. Окончательная формовка выводов вокруг концов профильных усов сомкнутых матриц 14 -и 15 осуществляется пуансонами, снабженным и специальными направляющими канавками, выполненными по размерам выводов.
Установка блока-переходника с окончательно сформованными выводами на печатную плату осуществляется рабочими органами автоукладчика, приводимыми в движение сжатым воздухом, поступающим через щтуцер 24, который толкает вниз поршень 25, несущий на конце штока выталкиватель 23. Возврат рабочих органов автоукладчика в исходное положение осуществляется одновременно с поворотом диска- отсекателя при подаче сжатого воздуха через штуцер 6. Установка детали осуществляется после раскрытия матриц 14 и 15 выталкивателем 23, прижимающим деталь к плате. В этом положении происходит закрепление блока-переходника на плате путем подгибки выводов. Изгибание выводов укладываемых деталей производится через один в противоположные стороны.
Предмет из обретен и-я
Устройство для автоматической, укладки деталей на печатные платы, содержащие бункер с отсекателем, узел предварительной формовки выводов и пуансоны для изгибания выводов при их закреплении на плате, отличающееся тем, что, с целью повышения точности укладки деталей и упрощения конструкции устройства, в нем в качестве узла предварительной формовки выводов применены подвижные црофильные матрицы, служащие для изгибания выводов укладываемых деталей через один в противоположные стороны, и пуансоны, снабженные канавками, по которым скользят выводы при нх введении в отверстия платы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической установки штырей на печатных платах | 1961 |
|
SU148444A1 |
| Устройство для установки и закрепления радиодеталей на печатных платах | 1960 |
|
SU134293A1 |
| УКЛАДОЧНАЯ ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ УСТАНОВКИ НАВЕСНЫХ ДЕТАЛЕЙ НА ПЕЧАТНЫЕ НЛАТЫ | 1964 |
|
SU165807A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ | 1965 |
|
SU169606A1 |
| Устройство для установки радиодеталей на платы с печатным монтажом | 1960 |
|
SU133932A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| УСТРОЙСТВО ЗАЩИТЫ ЭЛЕКТРОННОГО МОДУЛЯ | 2003 |
|
RU2235389C1 |
| Наязвенник и способ его изготовления (варианты) | 2021 |
|
RU2774810C1 |
| УСТРОЙСТВО ОБРАБОТКИ ДОКУМЕНТОВ | 2007 |
|
RU2447007C2 |