Известные устройства Для автоматической установки штырей на печатных платах, содержащие матрицы, транспортирующее приспособление, мехайизм для захвата платы, пуансоны и выталкиватели, малоэффективны и сложны конструктивно.
Для повыщвния эффективности работы и упрощения конструкции в предлагаемом устройстве в качестве транспортирующего приспособления и механизма для з-ахвата платы применены матрицы, снабжрнные захватывающим зубом, для групповой установки штырей-раздаточный трафарет, а для контроля правильности установки штырей- контрольная плата, снабженная нормально разомкнутыми контактами. На эти контакты опираются нижние концы выталкивателей.
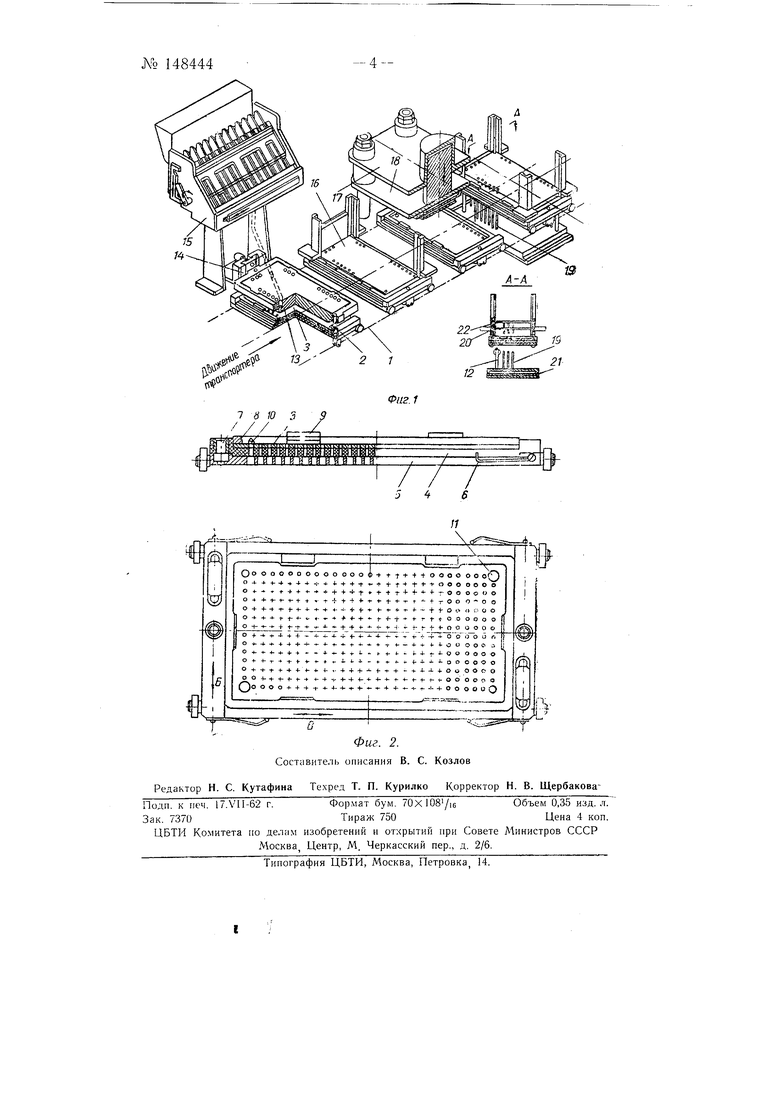
На фиг. 1 изображено описываемое устройство; на фиг. 2-конструкция его матрицы.
Цепь транспортера / через рабочие позиции /, //, ///, /V устройства несет каретки 2, на которых расположены матрицы 3, служащие в качестве транспортирующего приспособления и механизма захвата. Матрицы 3, выполненные -в виде пластины с отверстиями, проведенными в пересечениях осей выбранной координатной сетки, позволяющей укладывать в нее любые комбинации щтырей, соединены с электроизоляционной подушкой 4, имеющей возможность перемещаться относительно каретки 5 только в направлении Б движения каретки 2. Электроизоляционная подущка 4 с помощью пластинчатых пружин 6 подпружинена относительно каретки 5 так, что ее контуры удерживаются на уровне контуров ;каретки 2. Пружины 6 верхней своей частью упираются в электроизоляционную подушку 4, а нижней - в каретку 5, вследствие чего пружины, находящиеся с противоположной стороны, в которую будет отведена подушка с йатрицей 3, будут находиться в нерабочем положении, а пружины, находящиеся с противоположной сто-
№ 148444 -2-роны, - взведенными и при удалении фиксаторов из фиксирующих отверстий 7 переместят подушку с матрицей в исходное положениеСверху матрицы 3 прикреплена рамка 8, снабженная скосами, служащими для предварителывого направления поладающей в матрицу платы. Захват матрицы 3 производится посредством зуба 9, установленного на матрице. Матрица 3 снабжена также фиксаторами-ловителями 10, фиксирующими обрабатываемую плату по базовым технологическим отверстиям леред тем, как она будет дослана на уложенные в матрицу штыри, и отверстиями И, в которые проходят колонкификсаторы 12, фиксирующие положение матрицы в момент выталкивания готовой платы на IV позиции. Перемещение каретки при фиксации в направлении В, перпендикулярном движению каретки, осуществляется благодаря гибкости цепи транспортера /.
На каждой позиции каретки 2 с матрицами 3 имеют выстой, необходимый для проведения технологических операций на позициях /, /// и IV. Во время выстоя на позиции / матрицы 3 заполняются штырями. Для групповой установки щтырей применен раздаточный трафарет 13, выполненный в виде плиты со сквозяыми отверстиями, проведенными по той же координатной сетке, что и в матрице, опускающийся на матрицу 3 и перемещающийся .по вертикальным направляющим 14. Сверху в отверстия трафарета 13 вставляют гибкие трубки, соединяющие трафарет с бункерами 15 штырей, через которые в матрицу 3 попадают ориентированные штыри.
На позиции // расположен бункер 16 лечатных плат. Из которого каждая матрица 3 при движении к позиции /// извлекает одну плату. Извлеченная плата ложится на матрицу 3 поверх штырьков. На позиции /// производится досылка печатной платы на штыри и запрессовка штырей. В.се переч1исленные операции осуществляются при помощи гидравлического пресса 17, «на верхней плите 18 которого размещен прижим и пуансонодержатель, несущий комллект пуансонов. На позиции IV осуществляется съем готовой платы с контролем правильности установки штырей, подача пригодных плат в тару и выбрасьжание неполностью собранной ллаты (на которой установлены -не все штыри) на операцию доукомпотектовки.
Съем платы и контроль правильности установки штырей осуществляют с ломощью контрольной платы -с нормально разомкнутыми контактами, на которые опираются нижние концы выталкивателей /9. Выталкиватель выполнен из двух пластин с обНизками так, что при складывании их одну на другую между иими образуется щель, в которую вкладывается контрольная плата. В верхней пластине имеются отверстия по той же координатной сетке, что и в матрицах. В эти отверстия вставлены подпружиненные штыри-выталкиватели 19, нижние концы которых снабжены контактами, с помощью которых замыкаются нормально разомкнутые контакты контрольной плиты. На верхней пластине также установлены колонки-фиксаторы У2, которые с одной стороны фиксируют матрицы 3 перед тем, как начнется операция выталкивания готовой платы из матрицы, а с другой стороны входят В технологические отверстия обрабатываемой платы и предохраняют ее от скольжения со штырей-выталкивателей 19 во время выталкивания платы в магазин готовых плат.
Нижняя пластина выталкивателя 19 соединена с подвижными направляющими, вертикальное перемещение которых осуществляется через рычати, соединенные с подвижной траверсой пресса 17. При движении вниз траверсы пресса 17 выталкиватель 19 движется вверх, вы.талкивая готовую плату в магазин.
Если в матрице 3 будет отсутствовать хотя бы один штырь или он будет уложен не на строго отведенное ему место, выталкиватель 19 не встретит сопротивления и не замкнет контакт контрольной печатной платы. При этом электрическое устройство не нолучит импульса па сетку электронной лампы. Лампа открывается, через нее проходит ток, который замыкает контакты реле, включающего электромагнит. Последний прижимает ролики, установленные на магазине готовых ллат и вращающиеся от миниатюрных электродвигателей, которые вытягивают плату, находящуюся в первом ряду собачек 20 магазина. Следовательно, при подъеме плиты 21 выталкиватели 19 проталкивают печатную плату вверх, где ее перехватывает первый ряд подпружиненных собачек 20. Каждая следующая печатная плата проталкивает предыдущую пригодную плату сначала на второй ряд отсекающих подпружиненных собачек 22, а затем в кассету, причем во второй ряд собачек и в кассету поступают только полностью собранные печатные платы. Неполностью собранные платы, поступая на первый ряд собачек 20, вытаскиваются роликами в лоток, расположенный сбоку устройства, И затем направляются на доукомплектовку.
Контроль за работой механизмов в предлагаемом устройстве осуществляют с помощью системы контроля, включающей в себя датчики, выполняющие функции контроля рабочего положения кареток 2 с матрицами 3 на рабочих позициях /, ///, IV, контроля наличия плат в бункере на рабочей позиции //, контроля наличия всех щтырей, запрессованных в печатные платы, а также контроля заполнения кассет годными печатными платами на рабочей позиции IV.
Описанное устройство для автоматической установки штырей на печатных платах может найти применение на предприятиях, занятых сборкой печатных плат.
Предмет изобретения
Устройство для автоматической установки щтырей на печатных платах, снабженное матрицами, транспортирующим приспособлением, механизмом для захвата платы, пуансонами и выталкивателями, отличающееся тем, что, с целью упрощения конструкции устройства и повыщения эффективности его работы, в нем в качестве транспортирующего приспособления и механизма захвата платы иснользованы матрИцы, снабженные захватывающим зубом, для групповой установки щтырей применен раздаточный трафарет, а для контроля правильности уста«овки щтырей применена контрольная плата с нормально разомкнутыми контактами, на которые опираются нижние концы выталкивателей.
-3-№ 148444
1 в 10 3 9 / / / ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки и закрепления радиодеталей на печатных платах | 1960 |
|
SU134293A1 |
| Устройство для автоматической укладки деталей на печатные платы | 1961 |
|
SU141903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для автоматической подачи рулонного материала, например кирзы и др., к месту разруба | 1961 |
|
SU144765A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1994 |
|
RU2082291C1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Машина для крытья обложками штукованных заготовок переплетных крышек | 1960 |
|
SU135075A1 |
| РАЗГРУЗОЧНО-ЗАГРУЗОЧНАЯ МАШИНА ЯДЕРНОГО КАНАЛЬНОГО РЕАКТОРА | 2002 |
|
RU2227940C2 |
| СПОСОБ НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫТИЙ В ОТВЕРСТИЯХ | 2001 |
|
RU2211258C2 |
| Устройство для сверления печатных плат | 1985 |
|
SU1339006A1 |