W
Г8
1 to
Изобретение относится к гальвано- ;гшастргческому изготовлению деталей, :в частности к химическому разрушению и удалению оправок, на которые производится гальваническое осаждение металла, и может быть использовано при |-изготовлении волноводов. ; Целью изобретения является повышение производительности.
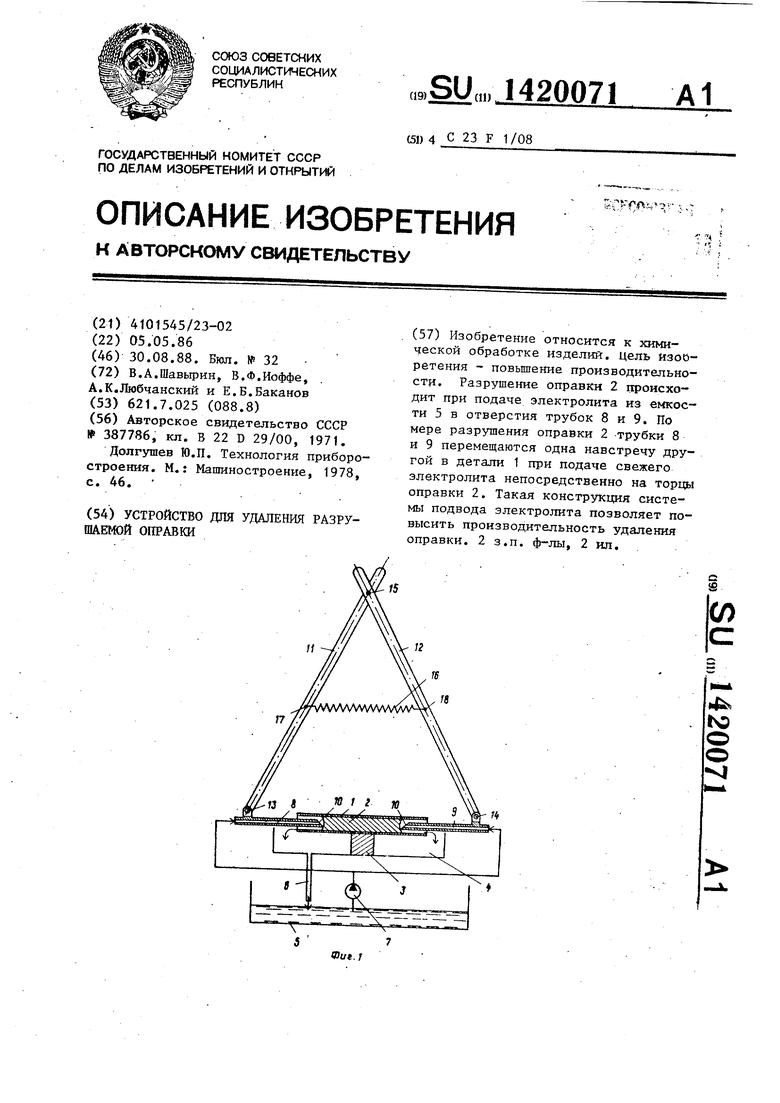
На фиг. 1 изображено устройство для удаления разрушаемой оправки; на : фиг. 2 - торец трубки с коронкой из i двух зубцов.
I В устройстве гальванически изго- I товленную деталь V (фиг.1) с алюмини- I евой оправкой 2 устанавливают в дер- I жатель 3 ванны 4, сообщающейся с I емкостью 5 злектролита на сливе тру- I бой 6. Электролит из емкости 5 пода- i ют под напором насо.сом 7 в трубки 8 I и 9-подачи электролита в деталь 1 с I оправкой-2. Трубки 8 и 9 со стороны I входа в оправку 2 имеют скосы 10 для обеспечения свободного поступления электролита в деталь 1. Трубки 8 и ; .9 связаны со стержнями 11 и 12 с по- i мощью осей поворота 13 и 14, а между i собой стержни 11 и 12 щарнирно сое- ; динень осью 15 для перемещения навет- : речу друг друга пружиной 16, закреп- ; ленной в отверстиях 17 и 18.
Устройство для удаления разрушаемой оправки работает следующим образом.
При подаче электролита с помощью «насоса 7 из емкости 5 через отверстия трубок 8 и 9 происходит разрушение оправки 2. Оно происходит тем интенсивнее, чем интенсивнее осуществляет- ся подача электролита.
По мере разрушения оправки 2 трубки -8 и 9 перемещаются навстречу друг другу в детали 1 при подаче свежего электролита непосредственно на торцы оправки 2.
llfl.n исключения закупирования отверстий в трубках 8 и 9 их торцы; 10 выполняют со скосами либо в виде коронок с двумя и более зубцами 19 (фиг.2).
Отработанный электролит удаляют по трубе 6 из ванны 4 в емкость 5 самотеком.
5 0 5 о
-.
с
5
0
При реализации предлагаемого устройства при удалении алюминиевой оп- равки используют 20%-ный раствор щелочи, например NaOH. При этом скорость растворения оправки увеличивается в 5-7 раз по сравнению с разрушением оправки при простом ее погружении в ванну со щелочью. Особедно это сказывается при разрушении оправок малого сечения, например волновода се .- чением 2x4 мм,имеющего большую длину порядка 400-600 мм,
При использовании предлагаемого устройства увеличивается производительность в 5-7 раэ при разрущении оправки и сокращаются технологическое оборудование, занимаемые производственные площади, количество обслуживающего персонала.
Формула изобретения.
1.Устройство для удаления разрушаемой оправки, содержащее емкость для электролита, ванну с держателем детали и удаляемой оправкой и систему подвода электролита в зону разрушения оцравки, отличаюшеес я тем, что,с целью повьш1ения производительности, система подвода электролита вьтолнена из двух шарнир- но связанных и соединенных между собой в средней части стержней с трубками, закрепленными на осях поворота стержней с возможностью продольного перемещения, при этом на рабочих участках трубок вьтолнены торцовые скосы,
2,Устройство по п,1, отличающееся тем, что торцы трубок выполнены в виде двух шарнирно связанных и соединенных между собой в средней части пружиной стержней с трубками, закрепленными на о сях поворота стержней с возможностью продольного перемещения, при этом на рабочих участках трубок вьшолнень} торцовые скосы.
i 3, Устройство поп,1, отличающееся тем, что торцы трубок вьтолнены в виде коронок с двумя зубцами и более.
/s
.rrrrrr
9
.rrrrrrr rr.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гальванопластического изготовления деталей волноводов сложной формы | 1961 |
|
SU144694A1 |
| Способ изготовления матрицы для гальванопластического получения теплообменных систем | 1989 |
|
SU1768665A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО ЩЕЛЕВОЙ СТРУКТУРОЙ | 2004 |
|
RU2254403C1 |
| Способ изготовления резисторов из микропровода в стеклянной изоляции | 1971 |
|
SU479158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ КАНАЛОВ, ВОЛНОВОДНЫХ ТРАКТОВ ОТ МИЛЛИМЕТРОВОГО ДИАПАЗОНА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2441727C1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ГАЛЬВАНИЧБеКОГа ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ | 1973 |
|
SU374386A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2001 |
|
RU2244047C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| БУТЕРБРОД ПО-МОСКОВСКИ И СПОСОБ ИЗГОТОВЛЕНИЯ БУТЕРБРОДА ПО-МОСКОВСКИ | 1997 |
|
RU2138166C1 |
Фиг. 2
| ГИДРОМОНИТОР | 0 |
|
SU387786A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Долгушев Ю.П | |||
| Технология приборостроения | |||
| М.: Машиностроение, 1978, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| , | |||
