Изобретение относится к измерительной технике и может быть применено в кабельной промышленности при создании систем автоматического контроля на проход плотности накла дьшаемой пенопластовой изоляции кабельных жил, а также в системах ав- томатическог управления качеством кабельных изделий на операции наложения на токопроводящую жилу пористой изоляции.
Цель изобретения - повьппение точности измерения плотности пенопластовой изоляции кабельных жил путем изменения диаметра сплошной изоляции в точке локального минимума.
На фиг. 1 показана схема линии для наложения пористой изоляции на токопроводящую жилу; на фиг. 2 - участок изолируемой кабельной жилы, имеющий локальный минимум диаметра изоляции; на фиг. 3 - блок-схема устройства контроля, реализующего способ.
Способ осуществляется следующей последовательностью операций.
В процессе изолирования (фиг. 1) непрерывно перемещаемое с помощью тяги контролируемое изделие - изолированная кабельная жила - подается из экструдера через ванну охлаждения и тягу на приемник. Два измерителя диаметра расположены между экстру- дером и ванной охлаждения и после ванны охлалдчения, т.е. до и после процесса формирования пористой изоляции, на расстоянии, кратном шагу квантования по длине кабеля ul, задаваемым тактовым датчиком дпины.
С помощью двух измерителей диаметра измеряется диаметр изоляции в одном и том же выбранном сечении до и после процесса формирования изоляции, т.е. диаметр еще сплошной и уже сформировавшейся пористой изоляции.
Измерение диаметра сплошной изоляции производится в точке локального минимума ее диаметра (фиг. 2), которая расположена вблизи экструде- ра и до ванны охлаждения.
После выхода еще сплошной пластмассы из матрицы наблюдается эффект вытяжки, т.е. уменьшения диаметра изоляции. При пористой экструзии в дальнейшем происходит выделение растворенного в расплаве газа и расширение газовых пузырьков. Образуется
так называемый конус расширения, т.е. диаметр изоляции начинает увеличиваться. Таким образом, имеется впол- не определенная точка локального минимума диаметра изоляции. Расположенный датчик диаметра в зтой точке контролирует количество сплошной пластмассы, вьшрессовываемой на про- водник.
Другой датчик диаметра ставится сразу после ванны охлаждения, т.е. где изоляция полностью сформировалась. С его помощью определяется ко- личество пористой пластмассы на проводнике.
Величина отклонения плотности пенопластовой изоляции от своего номинального значения рассчитывается как fnn KB, 40,3 +KB,jdD, (1) где 4Dy3 отклонение диаметра пенопластовой изоляции (уже Полностью сформировавшейся) от своего номиналь- ного значения;
UD - отклонение диаметра
сплошной изоляции от своего номинального значения;К, , К. - весовые козффициенты.
к - (DvHidy , . в. - (D.H-d ) ,
К
В,
2рп DVH
(3)
где pf, - плотность сплошной (невспененной) пластмассы{ d - диаметр внутреннего провод0
Оуз„ - номинальное значение диаметра вспененной (пенопластовой) изоляции;
D - номинальное значение диаметра сплошной (невспененной) изоляции.
Устройство контроля (фиг. 3), реализующее предложенный способ, со держит первый 1 и второй 2 измерители диаметра, первый 3 и второй 4 уси- лители, сумматор 5, аналого-цифровой преобразователь (АЦП) 6, регистр 7 сдвига, цифроаналоговый преобразова-. тель (ЦАП) 8 и тактовый датчик 9 длины.
5 с помощью датчиков диаметра осуществляется измерение на проход диаметра кабельной жилы по изоляции в двух точках линии изолирования: на
еще сплошной изоляции - с помощью второго измерителя 2 диаметра и полностью сформировавшейся пористой изоляции - с помощью первого измерителя 1 диаметра. Сг.тнал со второго измерителя 2 диаметра с помощью АЦП 6 преобразуется в цифровую форму и подается на вход N-разрядного регистра 7 сдвига. При этом
N41 L,(4)
где L - расстояние между датчиками
диаметра.
С приходом N-ro тактового импульса данный сигнал подается на выход регистра 7 сдвига, с помощью ЦАП 8 преобразуется вновь в аналоговую форму и с весовым коэффициентом Kg выставленным с помощью усштителя 4 подается на первый вход сумматора 5. На второй вход сумматора 5 в этот момент поступает с весоньм коэффициентом Kg, выставленным с помощью усилителя 3, выходной сигнал с первого измерителя 1 диаметра. Так как расстояние L между датчиками 1 и 2 кратно выбранному шагу измерения и I по длине кабельной ткилы (через который формируются, тактовые импульсы тактовым датчиком длины), то через N тактов, когда некоторое сечение кабельной жилы контролируется первым
20347
датчиком 1 диаметра, на вход сумматора 5 поступает сигнал, соответствующий диаметру в этом же сечении, иэмеg ренному в начале линии (на сплошной и золяции) вторым датчиком 2 диаметра в точке локального минимума ее диаметра.
Таким образом, в соответствии с
10 формулой (I) в сумматоре осуществляется суммирование сигналов с датчиков 1 и 2, соответствующих одному п тому же сечению изолированной кабельной жилы. Сигнал на выходе сумматора 5
15 пропорционален отклонению плотности пенопластовой изоляции от своего номинального значения.
Формула изобретения
Способ контроля плотности накладываемой пенопластовой изоляции кабельных жил в процессе изготовления, заключающийся в измерении диаметра изоляции в выбранном сечении до и после процесса формирования.изоляции, отличающийся тем, что, с целью повьш1ения точности измерения плотности пенопластовой изоляции кабельных жил, измеряют диаметр сплошной изоляции после наложения в точке локального минимума ее диаметра.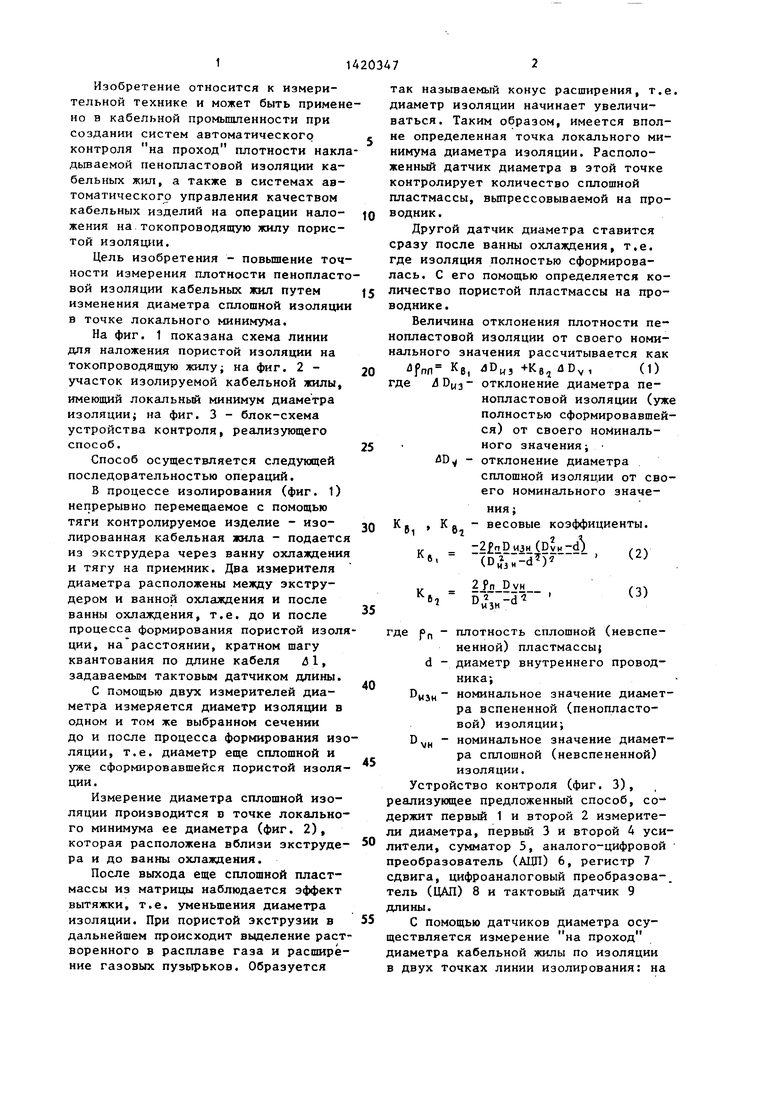

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля диэлектрической проницаемости изоляции кабельных жил | 1982 |
|
SU1112314A1 |
| Автоматическое устройство для измерения диэлектрической проницаемости изоляции при ее наложении на кабельную жилу | 1977 |
|
SU690410A1 |
| СПОСОБ СТАБИЛИЗАЦИИ СРЕДНЕЙ ТОЛЩИНЫ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ КАБЕЛЬНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2110829C1 |
| Устройство для контроля параметров изолированной кабельной жилы | 1980 |
|
SU974302A1 |
| КАБЕЛЬ С ПЕНОПЛАСТОВОЙ ИЗОЛЯЦИЕЙ, СОДЕРЖАЩЕЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ СВЕРХВЫСОКОЙ СТЕПЕНИ РАЗБУХАНИЯ ЭКСТРУДАТА | 2004 |
|
RU2305873C2 |
| Устройство для автоматического управления технологической установкой наложения пенопластовой изоляции на кабельную жилу | 1975 |
|
SU570923A1 |
| Устройство для регулирования толщины изоляции кабеля | 1980 |
|
SU941944A1 |
| Система регулирования диаметра жил на бумагомассных машинах | 1988 |
|
SU1667016A1 |
| ЭЛЕКТРИЧЕСКИЙ СИЛОВОЙ КАБЕЛЬ, СОДЕРЖАЩИЙ ВСПЕНЕННЫЕ ПОЛИМЕРНЫЕ СЛОИ | 2005 |
|
RU2374707C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ | 2004 |
|
RU2336586C1 |

Изобретение относится к измерительной технике. Цель изобретения - повьшение точности измерения плотности пенопластовой изоляции кабельных жил путем измерения диаметра сплошной изоляции в точке локального минимума ее диаметра. В процессе изолирования непрерывно перемещаемая кабельная жила подается из экструде- ра через ванну охлаждения и тягу на приемник. С помощью двух измерителей измеряется диаметр изоляции в одном и том же выбранном сечении до и после процесса формирования изоляции, т.е. диаметр еще сплошной и уже сформировавшейся пористой изоляции. После выхода еще сплошной пластмассы из матрицы диаметр изоляции уменьшается. При пористой экструзии в дальнейшем происходит вьщеление ; растворенного в расплаве газа и расширение газовых пузьфьков. Образуется конус расширения, т.е. диаметр изоляции начинает увеличиваться, таким образом имеется определенная точка локального минимума диаметра изоляции. 3 ил. О)
Зкс/ггрудер 2
Т
Ванна / охлаждения 0us.l
Блокконтроля
I „ I Tffea npaefi/ шс
Шереёйтель- Головка Дар ный элемен/п
4ep6aK/uJHeff/ экс/прудера
Нагреватели.
изоляции
расшс(
фаз.2
охлаж ни(
| Устройство для контроля толщины прозрачной лаковой пленки | 1962 |
|
SU151036A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
