Известный процесс прошивки заготовки на станках винтовой прокатки обладает существенными недостатками, главным из которых является затрудненный захват заготовки в момент встречи ее с оправкой. Минимальное обжатие перед оправкой, необходимое для преодоления осевого сопротивления оправки или для обеспечения вторичного захвата, в -ряде случаев бывает больше критического, при котором наступает разрушение металла в центре заготовки.
Вследствие этого в центре заготовки перед оправкой нередко вскрывается полость с рваной поверхностью. Последнее приводит к появлению плен на внутренней поверхности гильзы.
Из-за возникновения плен увеличивается брак и затрудняется получение труб из легированных и высоколегированных сталей.
Уменьшение обжатия перед оправкой приводит к повышенному осевому скольжению металла и к потере производительности.
Повышенное осевое скольжение металла приводит к быстрому износу валков, к повышенному расходу энергии п к снижению качества труб по наружной поверхности.
Предлагаемый способ прошивки трубной заготовки на трубопрокатном стане ликвидирует отмеченные недостатки, обеспечивает надежный захват заготовки и у.меньшает осевое скольжение металла относительно валков. С этой целью прошивку трубной заготовки на стане винтовой прокатки осуществляют с принудительным осевым подпором заготовки в процессе прошивки. При этом значительно уменьшается осевое скольжение металла относительно валков.
Осушествление предлагаемого способа достигается механизмом подпора, установленным на оси прокатки.
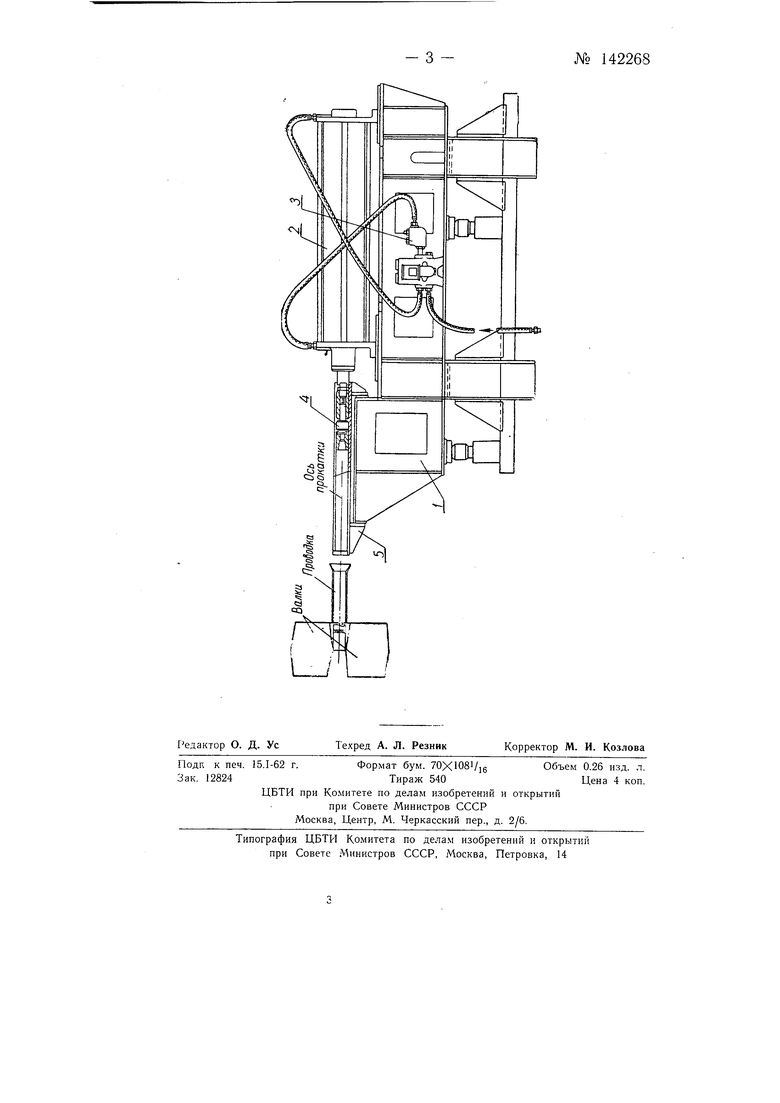
На чертеже показан обший вид предлагаемого .механизма№ 142268
Мвх-анизм усгаиовлен на раме / и состоит из пневматического цнлиндра 5, распределителя и регулятора скорости 3.
, Конец штока цилиндра снабжен вращающимся центром 4 на котором пол ещена..насадка, непосредственно подпирающая прошиваемую заготовку. Нагретая заготовка перед прошивкой укладывается в желоб 5.
Движущимся штоком цилиндра заготовка с желоба подается в валки.
Механизм обеспечивает подпор заготовки в течение всего времени прошивки.
Насадка, непосредственно подпирающая заготовку, доходит при этом до пережима валков.
Предмет изобретения
Способ прошивки трубной заготовки на трубопрокатном стане., отличающийся тем, что, с целью уменьшения обжатия заготовки перед оправкой, надежного захвата ее и уменьшения осевого скольжения металла относительно валков, прошивку трубной заготовки осуществляют с принудительным осевым подпором заготовки на стане винтовой прокатки, повышая производительность прошивных станов и стойкость оправок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства бесшовных труб на трубопрокатной установке с трехвалковыми станами | 1956 |
|
SU111972A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| УСТРОЙСТВО ПОДПОРА ЗАГОТОВКИ НА СТАНЕ ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2605013C2 |
| ПРОШИВНОЙ СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2280517C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| Способ прессвалковой прошивки | 1980 |
|
SU1005962A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |