Изобретение относится к трубопрокатному производству, а точнее к прошивным станам поперечно-винтовой прокатки.
В настоящее время на всех трубопрокатных агрегатах страны и за рубежом для получения гильз распространены два типа станов: двухвалковые прошивные станы и трехвалковые прошивные станы.
Главным критерием применения того или иного типа стана является качество прошиваемых гильз по геометрии, наличию внутренних и наружных плен, разностенности и точности размеров по диаметру, криволинейности и т.д.
Главным преимуществом двухвалкового прошивного стана является сравнительно низкая разностенность гильз, недостатком - наличие плен на их внутренней поверхности.
Главным достоинством трехвалкового прошивного стана является отсутствие плен на внутренней поверхности гильз, недостаток - повышенная разностенность.
Задача данного изобретения - использование преимуществ обоих типов стана и ликвидация их недостатков.
Известен прошивной стан поперечно-винтовой прокатки, содержащий рабочую клеть с двумя рабочими валками и привод вращения валков (В.Я.Осадчий, А.С.Вавилин и др. Технология и оборудование трубного производства. Учебник для вузов. М.: «Интернет Инжиниринг», 2001 г., с.75-82).
Особенность напряженно-деформированного состояния на входном конусе очага деформации двухвалковых станов определяет возможность разрушения металла в сечениях до носка оправки, что и приводит к образованию дефектов, а именно к появлению плен на внутренней поверхности гильз.
Более благоприятные условия для прошивки возможны на станах, где имеет место нагружение не в двух, а в трех точках по периметру заготовки.
Известен стан поперечно-винтовой прокатки, содержащий рабочую клеть с тремя валками, симметрично расположенными (под углом 120°) относительно оси прокатки, и групповой привод вращения валков (авт. свид. СССР №780914, В 21 В 19/02, заявл. 21.02.79 г., опубл. 23.11.80 г.).
В трехвалковых прошивных станах поперечно-винтовой прокатки допускается любое обжатие перед носком оправки без разрыхления в центре заготовки, уменьшается склонность к образованию внутренних плен и увеличивается коэффициент осевого скольжения. Однако, так как процесс прошивки в трех валках отличается высокими требованиями к сочетаниям параметров, то трехвалковые прошивные станы применяют для ограниченного сортамента исходной заготовки и при этом не исключается разностенность гильз. Кроме того, в трехвалковых станах с симметричным очагом деформации сложно применить индивидуальный привод - более мобильный, надежный и экономичный.
Из известных прошивных станов поперечно-винтовой прокатки наиболее близким по технической сущности является прошивной стан, содержащий рабочую клеть с имеющими одинаковую форму и длину одним верхним и двумя нижними валками, оси симметрии которых смещены в вертикальной плоскости относительно оси прокатки, и привод вращения нижних валков (патент ФРГ №1946463, В 21 В 31/08, заявл. 13.09.69 г., опубл. 5.01.78 г.).
Верхний валок, неприводной, является направляющим. Два нижних валка - рабочие.
При таком расположении валков процесс прокатки ведут со смещением оси заготовки относительно оси стана. Смещение оси заготовки благоприятно сказывается на распределении напряжений в поперечном сечении заготовки, уменьшает вероятность разрушения металла (образование полости) перед носком оправки и образования дефектов на гильзах и трубах (плены, разностенность).
Недостаток известной конструкции прошивного стана поперечно-винтовой прокатки заключается в том, что наличие холостого верхнего валка ухудшает условия захвата из-за необходимости дополнительных усилий на раскручивание этого валка, имеющего значительный момент инерции. Именно это обстоятельство и возникающие при неприводном валке реактивные силы трения, направленные в сторону, противоположную усилиям прокатки, препятствуют надежному захвату заготовки.
Другим недостатком этого прошивного стана является невозможность прокатки тонкостенных гильз, так как необходимым условием для этого должен быть минимальный зазор между нижними валками и верхним валком при прокатке всего тонкостенного сортамента гильз.
Это, в свою очередь, возможно только при условии соблюдения определенных соотношений между основными конструктивными параметрами очага деформации.
Задача настоящего изобретения состоит в создании прошивного стана, позволяющего улучшить условия захвата заготовки валками и повысить качество прошиваемых гильз.
Поставленная задача достигается тем, что в прошивном стане, содержащем рабочую клеть с одним бочковидным верхним валком и двумя бочковидными нижними валками, оси симметрии которых смещены в вертикальной плоскости относительно оси прокатки, и привод вращения нижних валков, согласно изобретению, верхний валок снабжен приводом, расположенным с противоположной от привода нижних валков стороны рабочей клети, при этом радиус пережима верхнего валка определен по формуле
 ,
,
где Rx - радиус пережима верхнего валка,
Rв - радиус пережима нижнего валка,
Rз - радиус прошиваемой заготовки,
h=0-200 мм - величина смещения оси симметрии нижних валков относительно оси прокатки по радиусу пережима.
Такое конструктивное выполнение прошивного стана поперечно-винтовой прокатки позволяет, с одной стороны, улучшить условия захвата, а, с другой стороны, уменьшить разностенность гильз и качество их внутренней поверхности благодаря более благоприятной схеме напряженного состояния при наличии трех приводных валков, расположенных асимметрично относительно оси прокатки, в результате которой используются преимущества всестороннего сжатия заготовки тремя валками и всестороннего растяжения двумя нижними валками, как в двухвалковом стане.
Экспериментами установлено, что при использовании верхнего валка с радиусом пережима, рассчитанным по предложенной формуле, обеспечивается его контакт с нижними валками с минимальным зазором, в результате чего становится возможной получение прошивкой тонкостенных гильз без появления дефектов на их поверхности.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на чертежи, на которых:
на фиг.1 изображен прошивной стан поперечно-винтовой прокатки, общий вид сверху;
на фиг.2 - разрез А-А на фиг.1;
на фиг.3 - вид Б на фиг.2;
на фиг.4 - схема расположения валков по радиусу пережима.
Прошивной стан поперечно-винтовой прокатки состоит из рабочей клети 1 и привода вращения валков рабочей клети.
Рабочая клеть 1 содержит станину 2, на которой в горизонтально расположенных барабанах 3 и 4 смонтированы нижние бочковидные валки 5 с возможностью изменения положения оси их симметрии как в горизонтальной, так и вертикальной плоскостях, на угол подачи с помощью известных механизмов. Верхний бочковидный валок 6 расположен в барабане 7, смонтированном в откидной крышке 8 с возможностью изменения положения оси симметрии валка 6 в вертикальной плоскости и на угол подачи известными механизмами.
Изменяя положение валков 5 и 6, ось прошивки может быть смещена вверх или вниз относительно оси симметрии стана.
Два нижних валка 5 и верхний валок 6 имеют одинаковую форму и длину.
Радиус Rx пережима верхнего валка 6 определен по формуле
,
где Rx - радиус пережима верхнего валка,
Rв - радиус пережима нижнего валка,
Rз - радиус прошиваемой заготовки,
h=0-200 мм - величина смещения оси симметрии нижних валков относительно оси прокатки.
Нижние валки 5 через шпиндели 9, расположенные на входной стороне стана, связаны через редуктор 10 с электродвигателем 11. Возможно также применение индивидуального привода для каждого нижнего валка 5.
Верхний валок 6 через шпиндель 12, расположенный на выходной стороне стана, связан с редуктором 13 и электродвигателем 14.
При прошивке заготовки на прошивном стане поперечно-винтовой прокатки основное движение и формоизменение металла происходит под действием сил трения поверхности металла с валками в очаге деформации, образованном двумя нижними валками 5 и одним верхним валком 6, со смещением оси прошивки относительно оси симметрии стана. Заготовка подается в очаг деформации любым известным способом и прошивается.
Смещение оси прошивки относительно оси симметрии стана создает благоприятную схему напряженно-деформированного состояния металла заготовки, при этом минимальный зазор в зоне контакта валков исключает искажение наружной поверхности металла, что особенно важно при получении тонкостенных гильз.
Предложенный прошивной стан поперечно-винтовой прокатки по сравнению с известными позволяет улучшить условия захвата заготовки, повысить качество гильз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2010 |
|
RU2438810C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Способ настройки стана винтовой прокатки | 1983 |
|
SU1121073A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |



Изобретение относится трубопрокатному производству, в частности к прошивным станам поперечно-винтовой прокатки. Прошивной стан поперечно-винтовой прокатки содержит рабочую клеть с одним бочковидным верхним валком и двумя бочковидными нижними валками, оси симметрии которых смещены в вертикальной плоскости относительно оси прокатки, и привод вращения нижних валков, верхний валок снабжен приводом, расположенным с противоположной от привода нижних валков стороны рабочей клети, при этом радиус пережима верхнего валка определен по формуле  ,
,
где Rx - радиус пережима верхнего валка, Rв - радиус пережима нижнего валка, Rз - радиус прошиваемой заготовки, h=0-200 мм - величина смещения оси симметрии нижних валков относительно оси прокатки по радиусу пережима. Изобретение обеспечивает улучшение захвата заготовки валками и повышение качества прошиваемых гильз. 4 ил.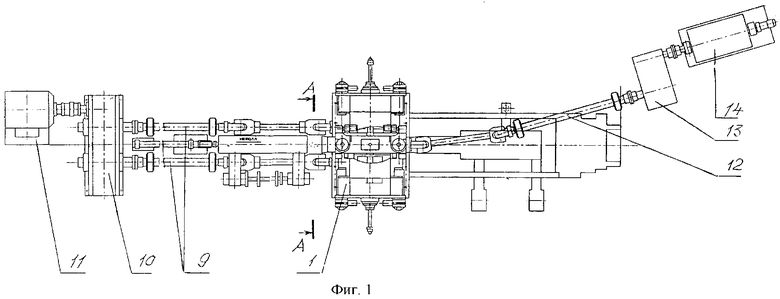
Прошивной стан поперечно-винтовой прокатки, содержащий рабочую клеть с одним бочковидным верхним валком и двумя бочковидными нижними валками, оси симметрии которых смещены в вертикальной плоскости относительно оси прокатки, и привод вращения нижних валков, отличающийся тем, что верхний валок снабжен приводом, расположенным с противоположной от привода нижних валков стороны рабочей клети, при этом радиус пережима верхнего валка определен по формуле
 ,
,
где Rx - радиус пережима верхнего валка;
Rв - радиус пережима нижнего валка;
Rз - радиус прошиваемой заготовки;
h=0-200 мм - величина смещения оси симметрии нижних валков относительно оси прокатки по радиусу пережима.
| DE 1946463 А 18.03.1971 | |||
| DE 1961092 A 29.07.1971 | |||
| US 2958244 A 01.11.1960 | |||
| Рабочая клеть стана поперечно- винтовой прокатки | 1979 |
|
SU780914A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| SU 1593019 A1 20.05.1999 | |||
| RU 98122295 A 10.10.2000. | |||

