Изобретение относится к области обработки металлов давлением, в частности к производству полых профилей методом винтовой прокатки, и может быть использовано при производстве труб как из углеродистых, так и специальных сталей и сплавов.
Известно устройство подпора заготовки на стане винтовой прокатки (А.С. №1784307, B21B 19/02, 25/02, опубл. 30.12.1992). Устройство включает подшипниковую опору оправочного стержня, размещенную внутри головки механизма подачи. Головка у торца снабжена упорной гайкой, воспринимающей полное усилие подпора при прокатке, и шайбой, компенсирующей разность скоростей вращения торца заготовки и оправочного стержня. Для предотвращения искривления штока гидроцилиндра его сопряжение с головкой выполнено в виде шарового шарнира.
Недостатками известного устройства являются сложность конструкции и невозможность обеспечения стабильного соосного расположения заднего конца относительно оправки.
Наиболее близким к заявляемому является устройство подпора заготовки на стане винтовой прокатки (А.С. №282263, B21B 19/04, B21B 39/02, опубл. 28.09.1970).
Устройство содержит пневматический цилиндр задачи с поршнем и полым штоком, в котором размещена трубка, связанная с гидравлической магистралью, подпорную головку, выполненную в виде гидравлического цилиндра с плунжером и снабженную фиксатором, желоб с крышкой, в которой смонтирована зубчатая сменная рейка.
К недостаткам данного устройства относятся сложность изготовления шнека и штока, связанная с необходимостью обеспечения плавного хода в работе устройства при задаче заготовки в стан и наличием сразу двух приводов: пневматического и гидравлического.
Изобретение решает задачу получения полых профилей на стане винтовой прокатки, обеспечивая при этом надежность процесса заднего осевого подпора заготовки, за счет предотвращения поломки или искривления механизма подпора, исключения смещения заднего конца заготовки в радиальном направлении, а также снижение энергозатрат, так как вместо трех приводов применено два.
Это достигается тем, что в устройстве подпора заготовки на стане винтовой прокатки, включающем подпорную шайбу и гидроцилиндр с поршнем и штоком, обеспечивающий возможность поступательного перемещения подпорной шайбы, согласно изобретению подпорная шайба выполнена в форме стакана, закрепленного на конце штока с возможностью установки внутри стакана заднего конца заготовки, шток выполнен полым с винтообразным оребрением его внутренней поверхности, наружная поверхность поршня выполнена с винтообразным оребрением, шаг которого соответствует шагу оребрения внутренней поверхности штока, при этом поршень размещен внутри штока с зацеплением его ребер с ребрами штока и возможностью поступательного перемещения по направляющим, исключающим возможность вращения штока.
Также на подпорной шайбе может быть установлено центрирующее устройство, выполненное с возможностью центрирования осей штока и заготовки для плотного сцепления подпорной шайбы с торцом заготовки.
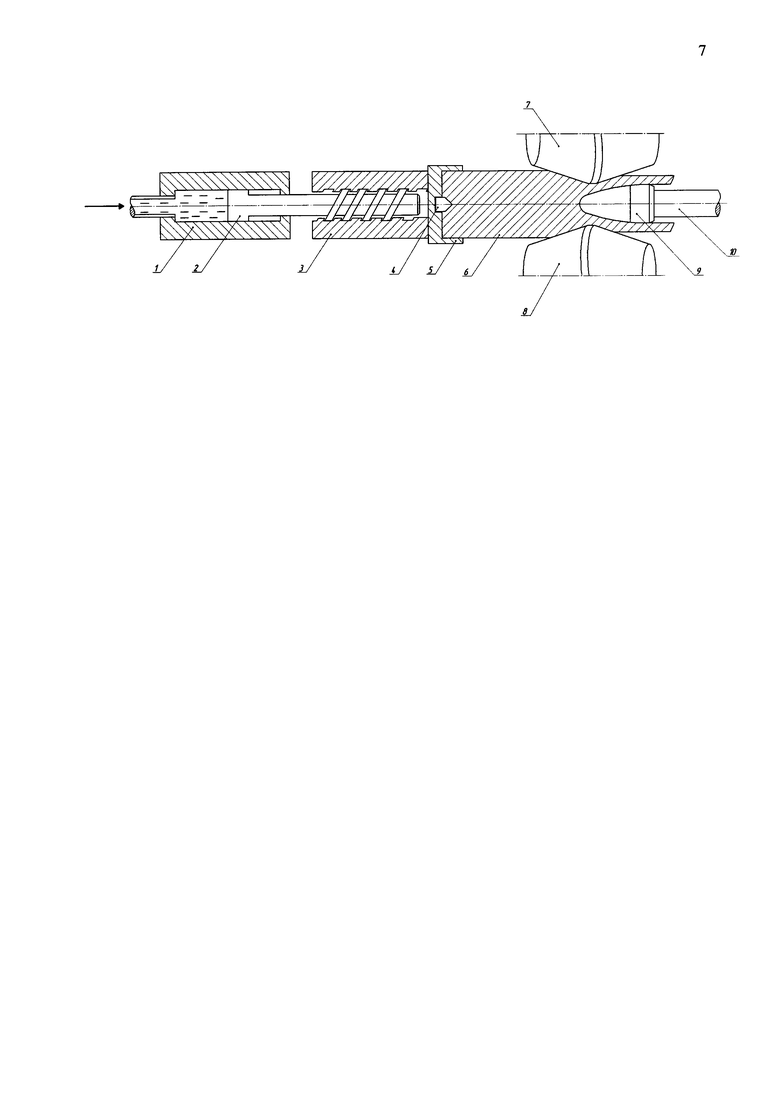
На графическом материале (см. фиг.) представлена схема устройства для получения полых профилей.
Устройство содержит гидроцилиндр 1 с поршнем 2, наружная поверхность которого выполнена с винтообразным ореберением. Шток 3 выполнен полым с винтообразным ореберением его внутренней поверхности. При этом поршень 2 размещен внутри штока 3 с зацеплением его ребер с ребрами штока 3. На конце штока 3 закреплена подпорная шайба 5, выполненная в форме стакана, толкающая заготовку 6, которая прошивается в системе валки 7 и 8, оправки 9 и направляющего инструмента (на фиг. условно не показано). Для уменьшения эксцентриситета между подпорной шайбой 5 и заготовкой 6 в процессе прошивки на подпорной шайбе 5 установлено центрирующее устройство 4. Устройство работает следующим образом.
Шток 3 и подпорная шайба 5 с центрирующим устройством 4 поступательно перемещаются до заготовки 6 за счет движения поршня 2 по направляющим внутри гидроцилиндра 1, исключающим его вращение под действием давления рабочей жидкости внутри гидроцилиндра 1, и продвигают ее до контакта с валками 7 и 8. После контакта заготовки 6 с валками 7 и 8 заготовка 6 начинает совершать поступательное и вращательное движение. Вращательное движение заготовки 6 передается через подпорную шайбу 5 штоку 3, который начинает совершать поступательное движение благодаря наличию контакта с винтообразным профилем поршня гидроцилиндра 2, при этом поршень 2 не перемещается. В результате шток 3 начинает оказывать через подпорную шайбу 5 подпирающее действие на заготовку 6. Заготовка прошивается в системе валки 7 и 8, оправки 9, установленной на стержне 10, и линеек. Вращательно-поступательное движение штока 3 обеспечивается до момента подхода заднего торца заготовки 6 к оправке 9. На подпорной шайбе 5 установлено центрирующее устройство 4. Центрирующее устройство 4 служит в качестве элемента центрирования между осью штока 3 и осью заготовки 6 и для обеспечения плотного сцепления между подпорной шайбой 5 и торцом заготовки 6. Также в процессе подпора подпорной шайбой 5 с центрирующим устройством 4 на торце заготовки 6 образуется концентратор напряжений, который уменьшает как разностенность на заднем конце гильзы, так и вероятность образования радиального отслоения металла на заднем торце гильзы.
Устройство опробовано на работоспособность при поперечно-винтовой прокатке на двухвалковом прошивном стане с бочковидными валками. Для прошивки использовались сплошные заготовки диаметром 50 мм из углеродистой стали 20 в количестве 10 штук. Перед прошивкой заготовки нагревались в лабораторной камерной печи до температуры 1250°C.
Поршень гидроцилиндра задающего устройства приводится в движение путем повышения давления рабочей жидкости внутри гидроцилиндра. Подача заготовки в прошивной стан осуществлялась подпорной шайбой, выполненной в форме стакана. Поршень 2 гидроцилиндра имеет длину 200 мм и диаметр 30 мм, шток 3 имеет длину 150 мм и диаметр 60 мм. Винты внутренней поверхности штока и внешней поверхности поршня гидроцилиндра имеют высоту и глубину 5 мм, шаг - 15 мм.
В результате прошивки получены гильзы диаметром 38 мм с толщиной стенки 6 мм. Подпор обеспечивает устойчивый захват заготовки рабочими валками прошивного стана при пониженных обжатиях заготовки до 3% перед носком оправки. В результате этого исключаются внутренние плены на поверхности гильзы при прошивке.
Центральная часть подпорной шайбы выполнена с центрирующим элементом в виде конуса на конце, что создало дополнительное условие для центрирования заднего конца заготовки при прошивке и тем самым улучшило качество получаемой гильзы и точность ее геометрических размеров в поперечном и продольном сечениях. Центрирующий элемент соединяется со стаканом посредством резьбового соединения, что позволяет осуществлять быструю замену в случае его износа или поломки.
Преимущество данного устройства подпора, по сравнению с существующими, заключается в низкой энергоемкости, надежности и стабильности процесса задачи заготовки в прошивной стан, а также более простой конструкции.
Заявляемое устройство обеспечивает получение полых профилей методом винтовой прокатки как из углеродистых, так и специальных сталей и сплавов, при этом исключается возможность колебаний заднего конца заготовки и, как следствие, предотвращается поломка или искривление механизма подпора (поршень гидроцилиндра и шток) и снижаются энергозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| Способ продольной прошивки | 1978 |
|
SU753504A1 |
| Механизм подпора заготовки на стане винтовой прокатки | 1990 |
|
SU1784307A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ ЗАГОТОВКИ В ВАЛКИ ПРОШИВНОГО СТАНА | 1970 |
|
SU282263A1 |
| Способ винтовой прошивки и устройство для его осуществления | 2016 |
|
RU2647393C1 |
Изобретение относится к области винтовой прокатки полых профилей и может быть использовано при производстве труб как из углеродистых, так и специальных сталей и сплавов. Устройство включает подпорную шайбу и гидроцилиндр с поршнем и штоком, обеспечивающий возможность поступательного перемещения подпорной шайбы. Предотвращение поломки или искривления механизма подпора, исключение смещения заднего конца заготовки в радиальном направлении и снижение энергозатрат обеспечивается за счет того, что подпорная шайба выполнена в форме стакана, закрепленного на конце штока с возможностью установки внутри стакана заднего конца заготовки, шток выполнен полым с винтообразным оребрением его внутренней поверхности, наружная поверхность поршня выполнена с винтообразным оребрением, шаг которого соответствует шагу оребрения внутренней поверхности штока, при этом поршень размещен внутри штока с зацеплением его ребер с ребрами штока и возможностью поступательного перемещения по направляющим, исключающим возможность вращения штока. 1 з.п. ф-лы, 1 ил.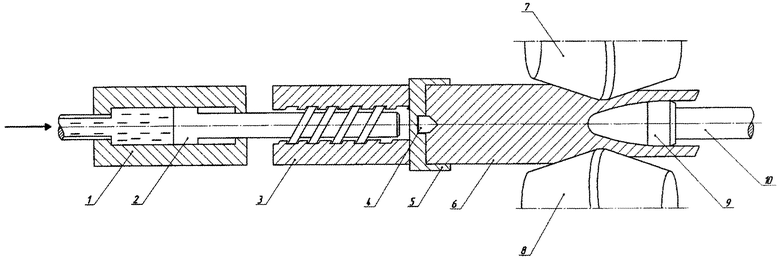
1. Устройство для подпора заготовки на стане винтовой прокатки, содержащее подпорную шайбу и гидроцилиндр с поршнем и штоком, обеспечивающий возможность поступательного перемещения подпорной шайбы, отличающееся тем, что подпорная шайба выполнена в форме стакана, закрепленного на конце штока с возможностью установки внутри стакана заднего конца заготовки, шток выполнен полым с винтообразным оребрением его внутренней поверхности, наружная поверхность поршня выполнена с винтообразным оребрением, шаг которого соответствует шагу оребрения внутренней поверхности штока, при этом поршень размещен внутри штока с зацеплением его ребер с ребрами штока и возможностью поступательного перемещения по направляющим, исключающим возможность вращения штока.
2. Устройство по п. 1, отличающееся тем, что на подпорной шайбе установлено центрирующее устройство, выполненное с возможностью центрирования осей штока и заготовки для плотного сцепления подпорной шайбы с торцом заготовки.
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ ЗАГОТОВКИ В ВАЛКИ ПРОШИВНОГО СТАНА | 0 |
|
SU282263A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Механизм подпора заготовки на стане винтовой прокатки | 1990 |
|
SU1784307A1 |
| JPS 6171111 A, 12.04.1986. | |||

