ел
со со
1чЭ
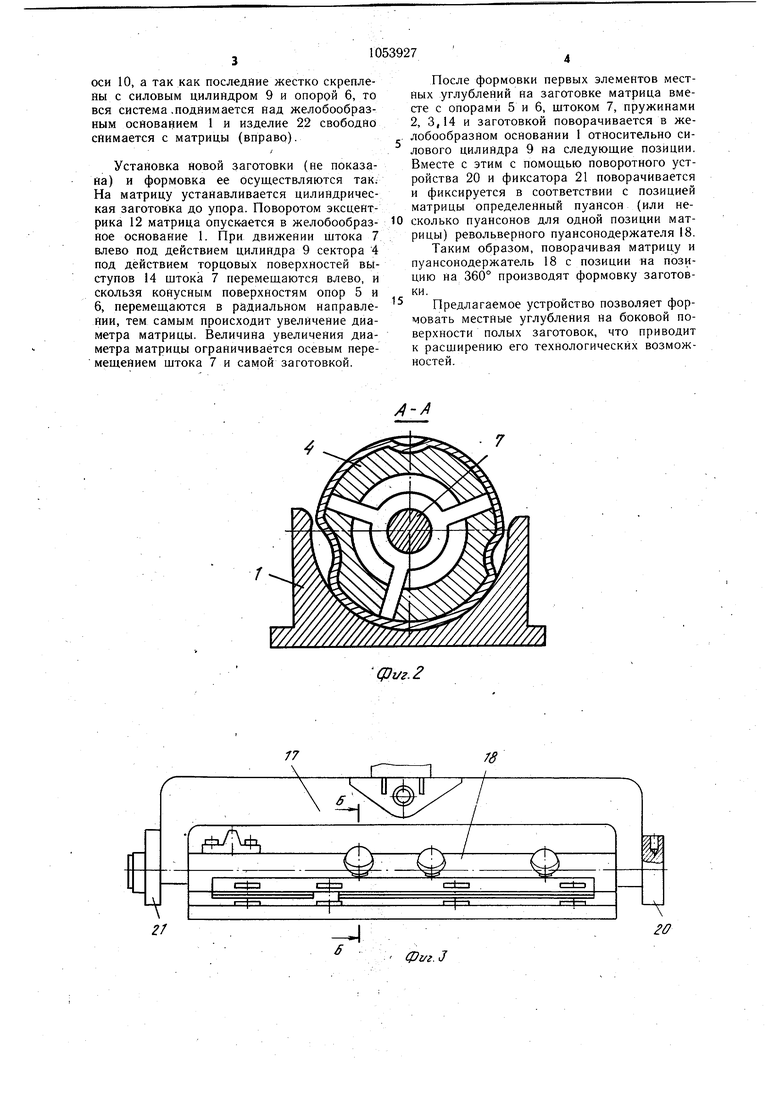
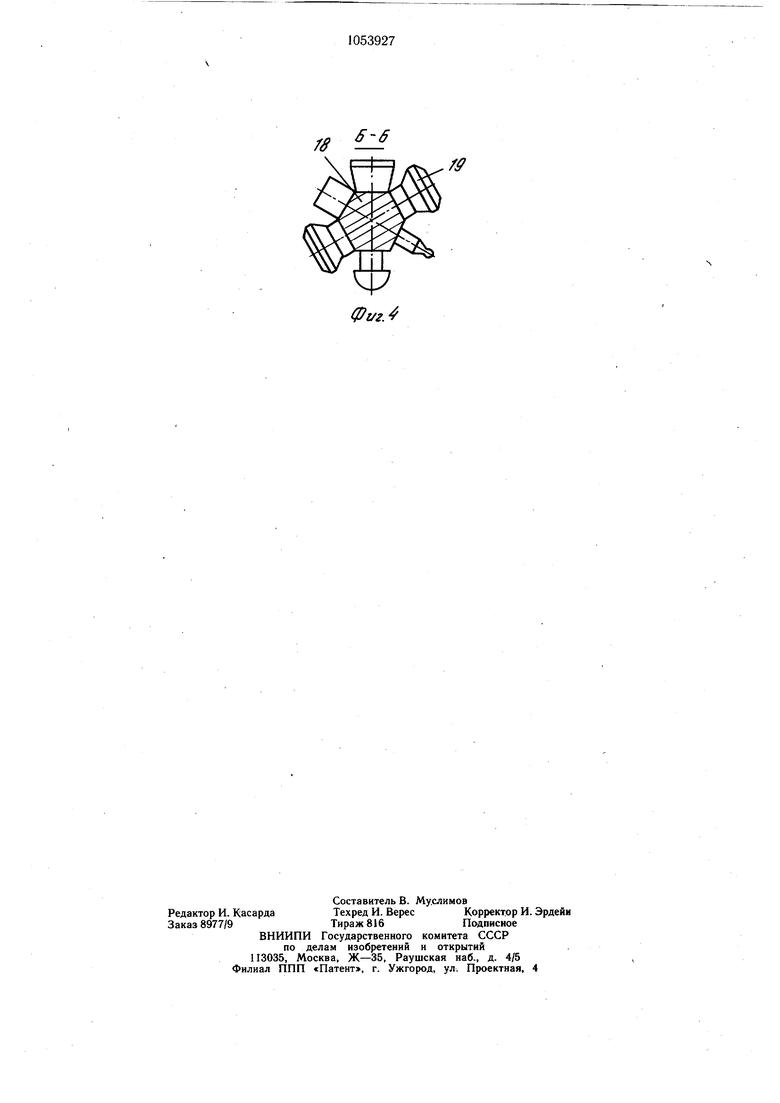
Изобретение относится к обработкеметаллов давлением, а именно к мйогопозициоййым устройствам для штамповки металлических изделий. Известен штамп с разжимным пуансоном, содержаш.ий соосно расположенные приводной клин- и установленные на опоре, с возможностью перемеш,ения под действием клина раздвижные сектора, при этом клин выполнен со ступенчатой боковой поверхностью, а раздвижные секторы - составными по высоте из двух частей, из которых верхняя имеет рабочую поверхность, оформляющую фланец оболочки, и установлена на нижней с возможностью смещения относитель но нее под действием большей ступени клина 1. Однако данный штамп обладает ограниченными технологическими возможностями, поскольку он не позволяет осуществлять на полых заготовках местных углублений. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является многопозиционное устройство для штамповки металлических из.делий, содержащее -основание с установленной на нем матрицей, револьверный пуансонодержатель, несущий пуансоны, а также узлы поворота и фиксации пуансонодержателя 2. Однако это устройство также имеет ограниченные технологические возможности вследствие того, что оно не позволяет осуществлять формовку местных углублений, произвольно расположенных на боковой поверхности полой заготовки. Цель изобретения - расщирение технологических возможностей устройства за счет формовки местных углублений на полых заготовках. Указанная цель достигается тем, что в многопозиционном устройстве для штамповки металлических изделий, содержащем основание с установленной на нем матрицей, револьверный пуансонодержатель, несущий пуансоны, а также узлы поворота и фиксации пуансонодержателя, матрица выполнена в виде полого цилиндра, составленного из подпружиненных в радиальном направлении секторов с коническими участками на внутренней поверхности со стороны обоих торцов, расположенных на конических опорах и связанных с приводом их радиального перемещения, выполненным в виде подвижного в осевом Направлении штока, расположенного по оси матрицы и жестко связаннсуо одним концом с одной из конических опор, а другим - шарнирно с основанием. Устройство снабжено поворотными планками, установленными на основании симметрично относительно оси устройства, и контактирующим с ними эксцентриком, установленным с возможностью осевого поворота на основании, а коническая ohopa, не связанная со щтоком, жестко закреплена на планках. На фиг. 1 изображена матрица, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - револьверный пуайсонодержатель; на фиг. 4 - разрез Б-Б на фиг. 3. Устройство содержит желобообразное основание 1 с установленной на нем матрицей, выполненной в виде полого цилиндра, составленного из подпружиненных кольцевыми пружинами 2 и 3 секторов 4 с коническими участками на внутренней поверхности со стороны обоих торцов, расположенных на конических опорах 5 и 6, и связанных с приводом их радиального перемещения, выполненным в виде подвижного в осевом направлении щтока 7, расположенного ПО оси матрицы и жестко связанного одним концом с апорой 5, а другим - посредством шарнира 8 с поршнем силового цилиндра 9. На основании 1 симметрично относительно оси устройства установлены поворотные на оси. 10 планки 11 и контактирующий с ними поворотный эксцентрик 12. Планки 11 жестко связаны с конической опорой 6 и силовым цилиндром 9. Шток 7 подпружинен пружиной 13 в осевом направлении и выполнен с выступами 14 на боковой поверхности. Секторы 4 выполнены с кольцевыми выемками 15, соответствующими выступам 14 штока 7 и пазами 16 для установки пружин 2. Устройство содержит также корпус 17, в котором установлены револьверный пуансонодержатель 18, несуший пуансоны 19, узлы, поворота 20 и фиксации 21 пуансонодержателя 18. Фиксация положения секторов 4 на опорах 5 и 6 осуществляется посредством шпоночных пар 22. Позицией 23 обозначено готовое изделие. Устройство работает следующим образом. При движении штока 7 вправо под действием цилиндра 9 перемещается и коническая опора 5. В это время сектора 4 остаются неподвижными до тех пор, пока выступЫ 14 щтока 7 не окажутся напротив соответствующих выемок 15 в секторах 4. При дальнейшем перемещении щтока 7 преодолевается усилие пружины 13, и сектора 4. скользя по конусным опорам 5 и 6 под действием пружин 2 и 3, перемещаются в радиальном направлении. Этим самым происходит у.меньшение диаметра матрицы за счет зазора между штоком 7 и секторами 4 и зазора между самими секторами 4. Уменьшение диаметра матрицы, состоящей из секторов 4, позволяет снять с нее готовое изделие ,22 с внутренними конструктивными элементами. Для этого эксцентрик 12 поворачивают в направлении против часовой стрелки. В этом случае эксцентрик 12, воздействуя на планки 11, поворачивает их вокруг
оси 10, а так как последние жестко скреплены с силовым цилиндром 9 и опорой 6, то вся система .поднимается над желобообразным основанием 1 и изделие 22 свободно снимается с матрицы (вправо).
/
Установка новой заготовки (не показана) и формовка ее осуществляются так; На матрицу устанавливается цилиндрическая заготовка до упора. Поворотом эксцентрика 12 матрица опускается в желобообразное основание 1. При движении штока 7 влево под действием цилиндра 9 сектора 4 под действием торцовых поверхностей выступов 14 штока 7 перемешаются влево, и скользя конусным поверхностям опор 5 и 6, перемешаются в радиальном направлении, тем самым происходит увеличение диаметра матрицы. Величина увеличения диаметра матрицы ограничивается осевым пере мешением штока 7 и самой заготовкой.
После формовки первых элементов местных углублений на заготовке матрица вместе с опорами 5 и б, штоком 7, пружинами 2, 3,14 и заготовкой поворачивается в же. лобообразном основании 1 относительно силового цилиндра 9 на следуюшие позиции. Вместе с этим с помощью поворотного устройства 20 и фиксатора 21 поворачивается и фиксируется в соответствии с позицией матрицы определенный пуансон (или несколько пуансонов для одной позиции матрицы) револьверного пуансонодержателя 18.
Таким образом, поворачивая матрицу и пуансонодержатель 18 с позиции на позицию на 360° производят формовку заготовки.
Предлагаемое устройство позволяет формовать местные углубления на боковой поверхности полых заготовок, что приводит к расширению его технологических возможностей.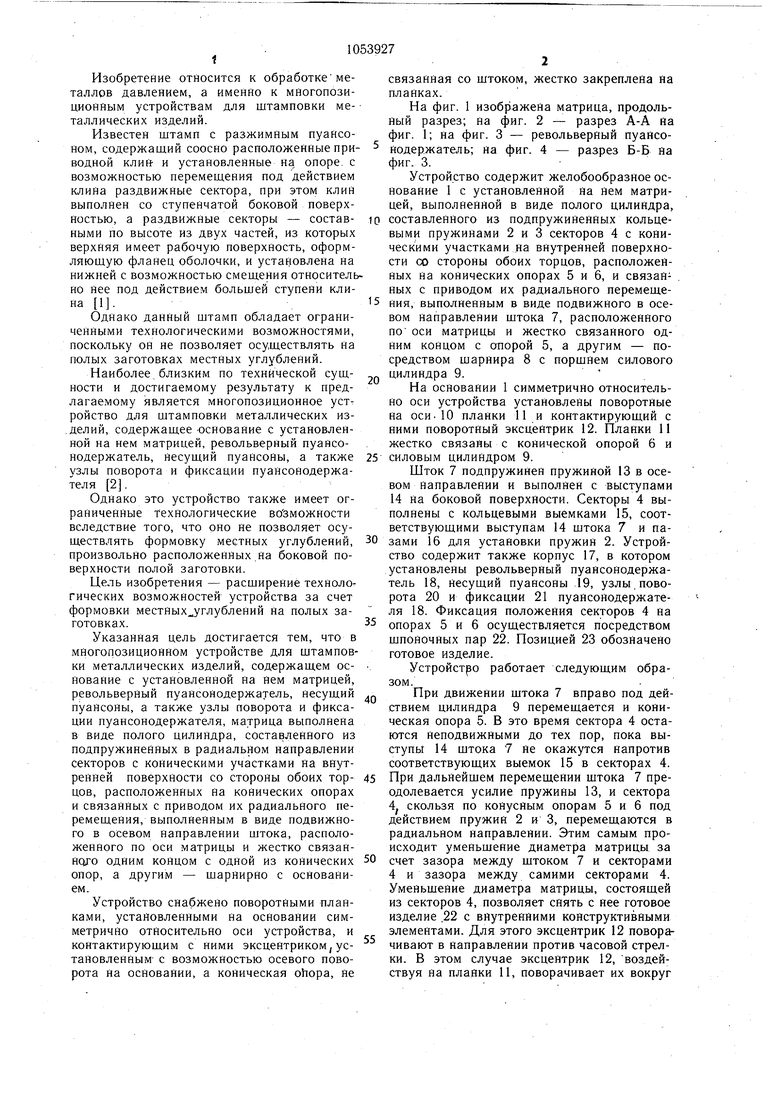
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| Матрица многопозиционного штампа | 1972 |
|
SU441996A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Устройство для штамповки металлических заготовок | 1982 |
|
SU1031589A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2692005C1 |
1. МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, содержащее основание с установленной на нем матрицей, ре вольверный пуайсонодержатель, несущий пуансоны, а также узлы поворота и фиксации пуансонодержателя, отличающееся тем, что, с целью расширения технологических возможностей за счет формовки углублений на полых заготовках, матрица выполнена в виде полого цилиндра, составленного из подпружиненных в радиальном направлении секторов с коническими участками на внутренней поверхности со стороны обоих торцов, расположенных на конических опорах и связанных с приводом их радиального перемещения, выполненным в виде подвижного в осевом направлении штока, расположенного по оси матрицы и жестко связанного одним концом с одной из конических опор, а другим - шарнирно с основанием. 2. Устройство по п. 1, отличающееся тем, что оно снабжено поворотными планками, установленными на основании симметрично относительно оси устройства, и контактируюшим с ними эксцентриком, установленным с возможностью- осевого повоi рота на основании, а коническая опора, не связанная со штоком, жестко закрепле(Л на на планках.
W/
фш.2
5-6
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп с разжимным пуансоном | 1978 |
|
SU804089A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Малое А | |||
| Н | |||
| Технология холодной штамповки | |||
| М., «Машиностроение, 1969, с | |||
| Устройство для усиления токов посредством катодной лампы | 1921 |
|
SU453A1 |
| Тепловой измеритель силы тока | 1921 |
|
SU267A1 |
