i
(Л
1С
со
00 00
Изобретение относится к области машиностроения и может быть использовано при восстановлении коленчатых валов, двигателей внутреннего сгора- ния.
Целью изобретения является упрощение монтажа и демонтажа втулок и повышение ресурса работы коленчатого вала.
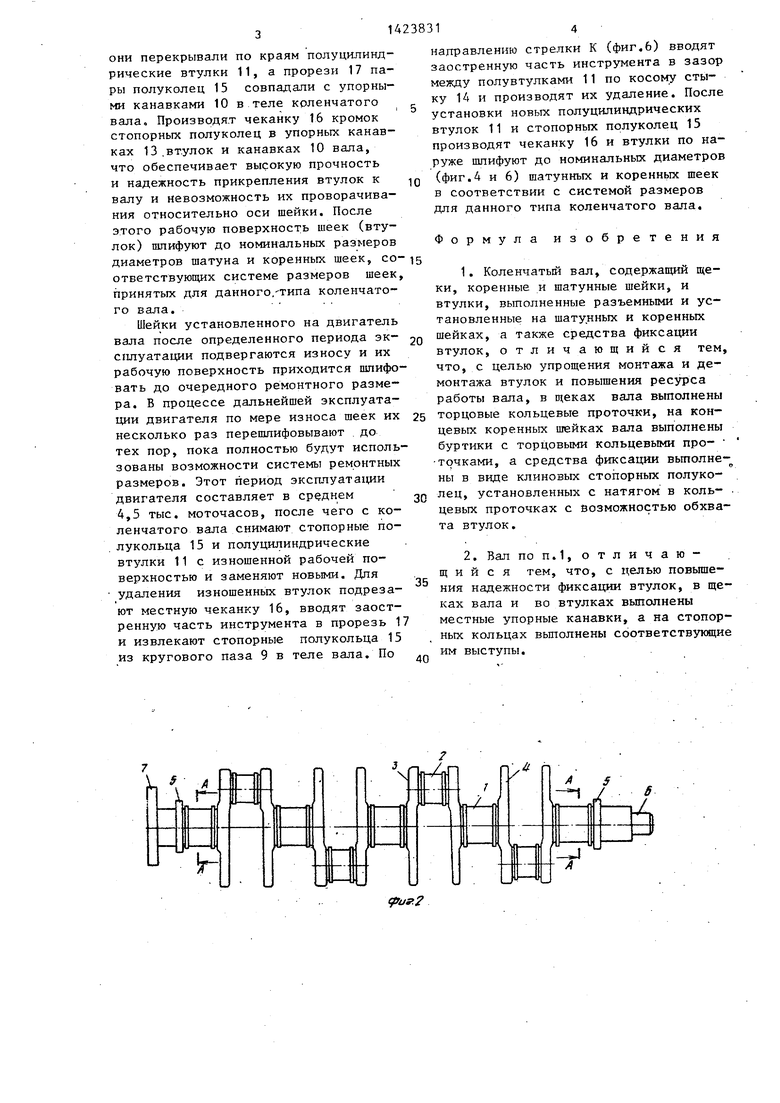
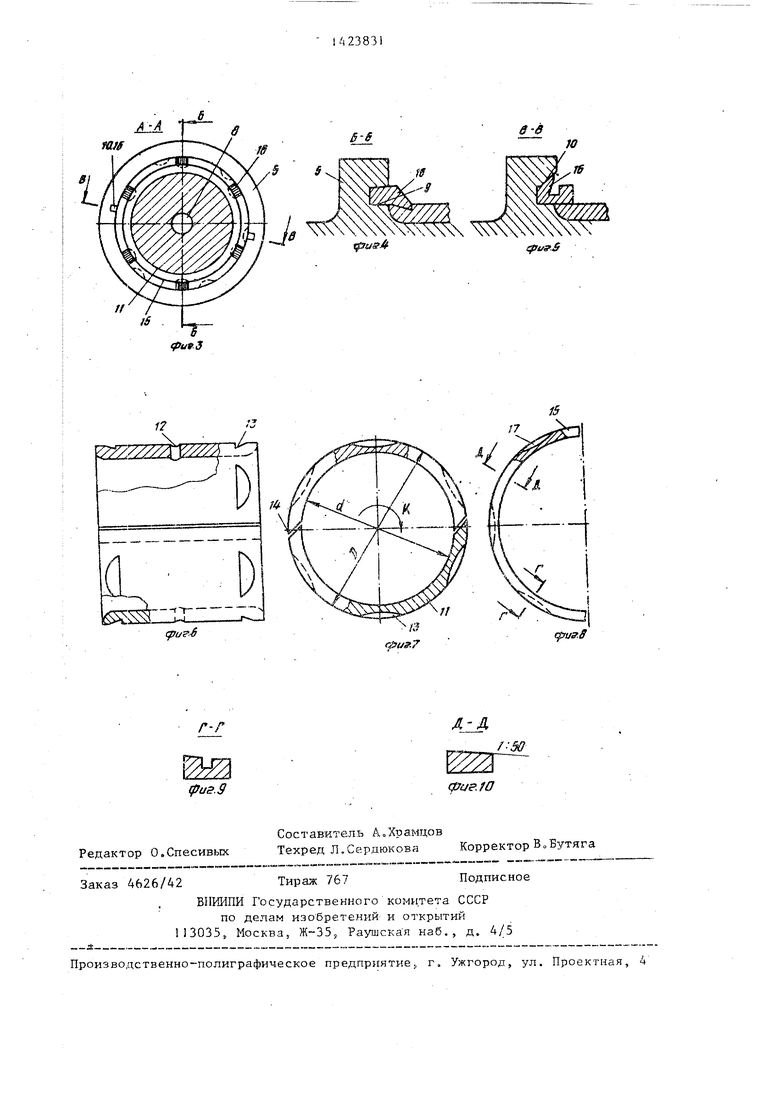
На фиг.1 показана установка и фиксация съемных полуцилиндрических втулок на шатунных и коренных шергках коленчатого вала; на фиг,2 коленчатый вал, обицга вид; на фиг.З - раз рез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - разрез на фиг.З (показана расчеканка стопорного полукольца в упорных канавках разрезной втулки, а также расчеканка полукольца в упорной канавке кругового паза в теле вала); на фиг.6, 7 пара полувтулок с косым срезом- по кра краям и с местными упорными канавками, выполненными на ее поверхности .(стрелкой показано направление вращения вала); на фиг.8 - клиновое стопорное полукольцо; на фиг,9 - разрез Г-Г на фиг.8; на фиг. 10 -- разрез Д-Д на фиг.8.
Коленчатый вал фиг.1 и 2 содержит цилиндрические коренные шейки 1 и шатунные шейки 2, щеки 3 с противовеса- ми 4, буртики 5 на концевых коренных шейках, носок 6 и задний конец 7 для крепления маховика. В теле вала выполнены маслоподзодящие каналы В, круговые пазы .9 (фиг,А) и упорные канавки 10 (фиг.5). На шейках вала ус
тановлены полуцилиндрические втулки
1. 1 с отверстиями 12 для подачи смаз ки и с местными упорными канавками 13, вьшолненными по окружности втулки. В продольном напраапении по краям втулки сделаны скосы 14 для луч- шего взаимодействия втулки с поверхностью шатунных или кореиньк подшипников. Полуцилиндрическая втз лка подвергается термообработке,, обеспечива ющей высокую прочность ее трулцейся поверхности. Для повышения износостойкости этой поверхности втулка может быть выполнена из более прочных и стойких материалов по сравнени с остальной частью коленчатого вала. Полуцилиндрические втулки установле- ны на шейках вала попарно так, чтобы направление их продольных скосов соответствовало направлению вращения
,,.
10
5 2Q-25 . 30
35
40
-дс .
50
вала по стрелке К, показанной, на фиг,7.
Каждая втулка неподвижно зафиксирована на шейках вала при помоши стопорных полуколец 15, изготовленных из мягкой стали и запрессоБа};ньгх в круговые пазы вала с выполнением местной чеканки 16 в упорных канавках втулки и вала. Для обеспечения высокой прочности соединения круговые пазы в теле вала или стопорные полукольца выполнены клиповьпчи. На фиг.7 показан пример конструктивного исполнения клинового стопорного полуколь- цa с небольшим уклоном 1:50, На боковой поверхности стопорных полуколец имеются прорези 17 для облегчения извлечения их из кругового паза при з-амене изношенных полуцилиндрических втулок, а также для удобства местной расчеканки полукольца в упорной канавке вала (см. фиг.1 поз. 16, 17, 10, а также фиг.З и 5, поз. 10, 16).
Изготовление коленчатого вала со сменной рабочей поверхностью шеек, а также использование его, например, на автотракторных двигателях ведется в такой последовательности.
В заводских условиях вал штампуют и подвергают механической обработке, в том числе протачивают круговые пазы 9 и буртики 5, прорезают упорные канавки 10. После термообработки шейки 1, 2 вала шлифуют до посадочного размера d, соответствующего внутреннему диаметру спаренных полуцилиндрических втулок 11 (фиг«5 и 6), выполненных внутри с чистовой обработкой.
На коренные и шатунные шейки 1, 2 вала устанавливают втулки с плотной посадкой в радиальном и продатьном направлениях так, чтобы положение скосов 14 соответствовало вращению вал;а по стрелке К (фиг,6} а масло- подводящее отверстие 12 совпало с радиальным каналом 8 в шейке вала (фиг.1).
При установке полуцилиндрических втулок 11, изготовленных из высокопрочной легированной стали, рассчитанных на длительный срок работы, их посадку целесообразно проводить с применением специального клея,, обеспечивающего повьшгенную прочность соединения и хорошую теплопроводность.
В круговые пазы 9 запрессовывают стопорные полукольца 15 так,, чтобы
они перекрывали по краям полуцилинд- рические втулки 11, а прорези 17 пары полуколец 15 совпадали с упорными канавками 10 в теле коленчатого вала. Производят чеканку 16 кромок стопорных полуколец в упорньпс канавках 13,втулок и канавках 10 вала, что обеспечивает высокую прочность и надежность прикрепления втулок к валу и невозможность их проворачивания относительно оси шейки. После этого рабочую поверхность шеек (втулок) шпифуют до номинальных размеров диаметров шатуна и коренных шеек, со ответствующих системе размеров шеек принятых для данного, Типа коленчатого вала.
Шейки установленного на двигатель вала после определенного периода эк- сплуатации подвергаются износу и их рабочую поверхность приходится шлифовать до очередного ремонтного размера. В процессе дальнейшей эксплуатации двигателя по мере износа шеек их несколько раз перешлифовывают до тех пор, пока полностью будут использованы возможности системы ремонтных размеров. Этот период эксплуатации двигателя составляет в среднем 4,5 тыс. моточасов, после чего с коленчатого вала снимают стопорные полукольца 15 и полуцилиндрические втулки 11 с изношенной рабочей поверхностью и заменяют новыми. Для удаления изношенньгк втулок подрезают местную чеканку 16, вводят заостренную часть инструмента в прорезь 1 и извлекают стопорные полукольца 15 из кругового паза 9 в теле вала. По
10
5 ,
4238314
направлению стрелки К (фиг.6) вводят заостренную часть инструмента в зазор между полувтулками 11 по косому стыку 14 и производят их удаление. После установки новых полуцилиндрических втулок 11 и стопорных полуколец 15 производят чеканку 16 и втулки по наруже шлифуют до номинальных диаметров (фиг.4 и 6) шатунных и коренных шеек в соответствии с системой размеров для данного типа коленчатого вала.
Формула изобретения
1.Коленчатый вал содержащий щеки, коренные и шатунные шейки, и втулки, вьтолненные разъемными и установленные на шатунных и коренных шейках, а также средства фиксации втулок, отличающийся тем, что, с целью упрощения монтажа и демонтажа втулок и повышения ресурса работы вала, в щеках вала выполнены торцовые кольцевые проточки, на концевых коренных шейках вала выполнены буртики с торцовыми кольцевыми про-
точками, а средства фиксации вьтолне- ны в виде клиновых стопорных полуколец, установленных с натягом в коль- . цевых проточках с возможностью обхвата втулок.
2.Вал по п.1, отличающий с я тем, что, с целью повьше- ния надежности фиксации втулок, в щеках вала и во втулках выполнены местные упорные канавки, а на стопорных кольцах вьшолнены соответствукяцие им выступы.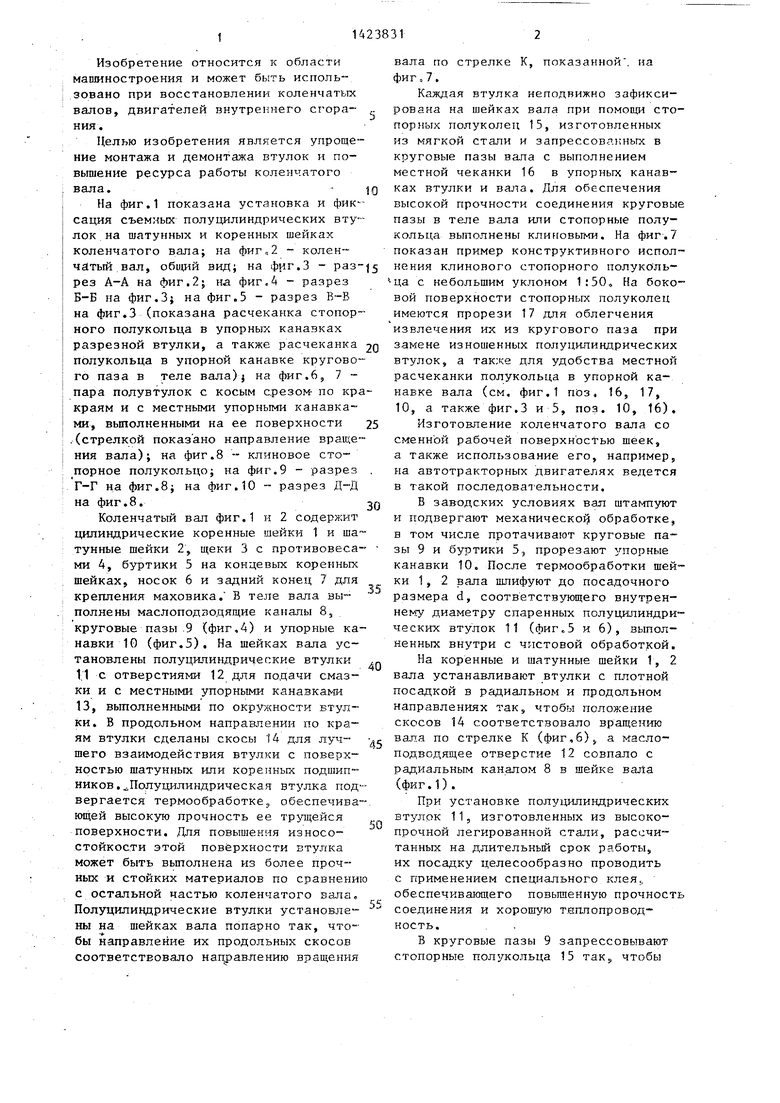
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| СБОРНО-РАЗБОРНЫЙ КОЛЕНЧАТЫЙ ВАЛ ДВС | 2016 |
|
RU2619413C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ | 2015 |
|
RU2588322C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2011897C1 |
| Способ восстановления коленчатых валов | 1989 |
|
SU1636168A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| РАЗЪЕМНЫЙ КОЛЕНЧАТЫЙ ВАЛ | 1996 |
|
RU2128791C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Устройство для обработки шатунных шеек коленчатых валов | 1990 |
|
SU1745404A1 |
Изобретение относится к области машиностроения и моЖет быть использовано при восстановлении коленчатых вадов двигателей внутреннего сгора ния . Цель - упрощение монтажа и демонтажа втулок и повышение ресурса работы коленчатого вала. В щеках ко- ленвала выполнены торцовые кольцевые проточки, а средства фиксации втулок. 11 выполнены в виде клиновых стопорных полуколец 15, установленных с на- тягом в кольцевых проточках с возможностью обхвата втулок 11. 1 з.п. ф-лы, 10 ил.
jLiA 1
«Mf
//
fS
l
pue-ГB S
в-в
w
epi/y.S
(fnjff.ff
Л-А
| Способ исправления изношенных шеек коленчатых валов | 1935 |
|
SU49663A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
