Изобретение относится к ремонтному производству, преимущественно при восстановлении изношенных шеек коленчатых валов двигателей внутреннего сгорания или других валов, работающих в условиях смазки.
Целью изобретения является предотвращение образования и развития трещин в оболочке, ликвидация дополнительных нагрузок, имеющих гидравлический характер, на шейку и оболочку, а также улучшение условий смазывания шатунных и коренных подшипников в пусковой период в особенности в зимних условиях.
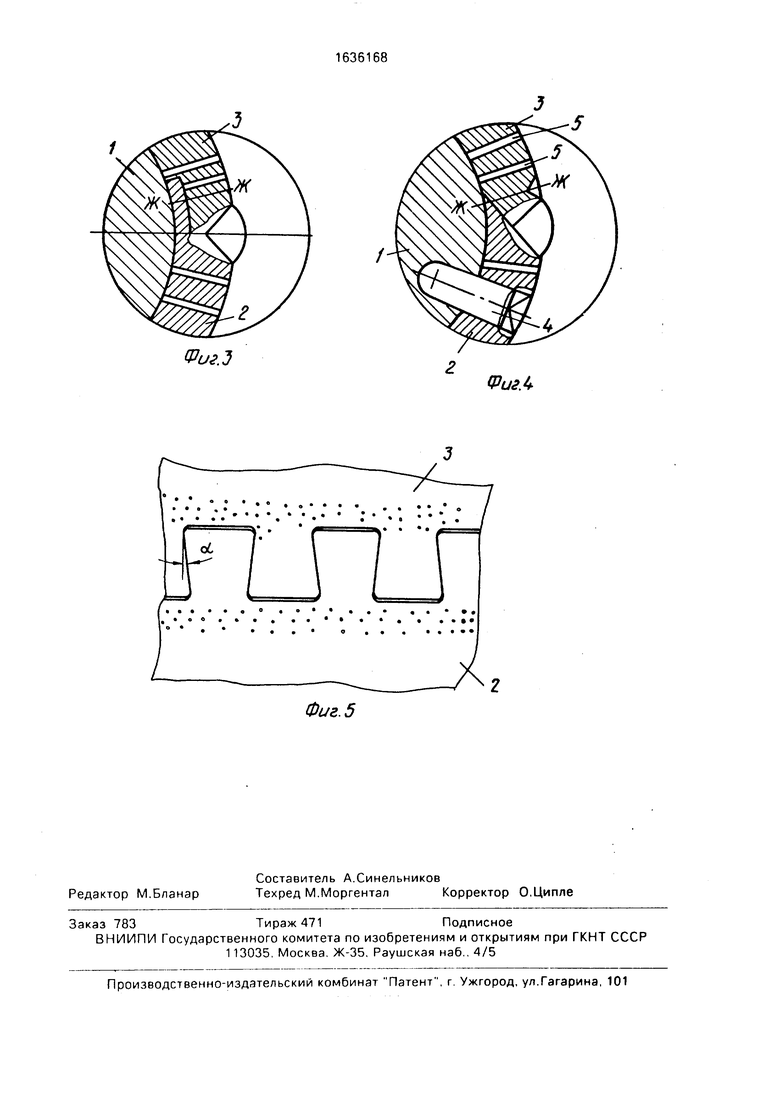
На фиг. 1 представлен коленчатый вал с установленными и сваренными между собой перфорированными полувтулками; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - соединения полувтулок внахлест с меткой в сечении Ж-Ж, варианты; на фиг. 4-штифт, запрессованный в отверстие в оболочке и теле шейки вала, и перфоканалы; на фиг. 5 - соединение полувтулок оболочки замковым методом типа ласточкина хвоста с углами а конусов Морзе.
Способ осуществляют следующим образом.
При восстановлении коленчатых валов 1, предусматривающем обработку изношенСЬ
СО
о о
00
ных шеек, изготовление ремонтных полувтулок 2 и 3 (оболочек) и крепление их к шейкам, полувтулки (оболочки) выполняют перфорированными, т.е. с множеством отверстий, которые затрудняют процесс образования и в особенности развитие трещин. Кроме того, при наличии перфорации на оболочке под воздействием возникающих усилий и больших нагрузок, масло, находящееся под оболочкой, перетекает через отверстия (фиг. 2) и тем самым возникающие гидродинамические нагрузки уменьшаются. Перфорация может быть сплошной или местной. Это зависит от конструкции вала и условий его работы. Так, для чугунных валов, обладающих, как правило, большей жесткостью и усталостной прочностью, условия работы отличаются меньшей нагру- женностью и поэтому можно применить местную перфорацию вдоль концентраторов напряжения. Для замены оболочки без повреждения шейки вала полувтулки выполняются с уступом и выступом или скосами с тем, чтобы имелась возможность соединения их внахлест. Для того, чтобы после сварки полувтулок было известно, в каком месте нужно разрезать при ремонте оболочку, на полувтулках до установки их на шейку вала делают метки.
После установки полувтулок на шейки (с предварительным и поддерживающим нагревом или под давлением для получения необходимого натяга) и сварки между собой в наименьшее нагруженной зоне выполняют отверстия(фрезерованием с профилированной пальчиковой фрезой) через оболочку в материал вала с плавным переходом боковой образующей отверстия в его основание с последующей калибровкой отверстия и запрессовкой штифтов 4 с закругленным основанием и дополнительным закреплением штифта сваркой с телом оболочки. Запрессовка штифтов позволяет снизить расчетный натяг посадки оболочки, что снижает грещинообразование.
Соединение полувтулок можно выполнить и без сварки, используя замковый метод типа ласточкина хвоста с углами, равными углам конусов Морзе. Это соединение значительно более сложно в осуществлении, но преимуществом его является снижение концентраторов напряжения.
Перфорированными можно выполнять и оболочки, получаемые методом свертных втулок. Эти оболочки целесообразны к применению в тех случаях, когда по соображениям циклической усталостной прочности (стойкости к длительным знакопеременным нагрузкам) недопустим значительный съем металла с шейки вала.
Перфорация улучшает условия смазывания трущихся поверхностей подшипников коленчатого вала в период пуска двигателя. Это имеет значение для пуска двигателя в
зимних условиях, когда наблюдается масляное голодание ввиду запаздывания подачи густого масла к поверхностям трения шатунных и коренных подшипников. Перфорация улучшает смазывание трущихся
0 поверхностей, так как перфоканалы 5, находящиеся в верхней части оболочки вала, выполняют функцию сосудов, в которых масло накапливается и не вытекает, а в период пуска растекается по поверхностям трения
5 еще до поступления масла от масляного насоса.
Пример. Проводят процесс, восстановления шеек коленчатых валов дизелей ЯМЗ-238НД.
0 Шейки коленчатого вала шлифуют: шатунные до диаметра 84 мм, коренные до диаметра 106 мм.
Из листа стали 45 толщиной 3 мм вырубаются заготовки полуколец с размерами
5 73x135 в количестве 8 шт. и 45 х 170 в количестве 10 шт. На заготовки наносится перфорация и отверстия для масляных каналов. Затем производят гибку перфорированных заготовок в полукольца в специальных
0 штампах до диаметров: шатунных полуколец 88 мм и коренных 110 мм, после чего наносится метка места для разреза оболочки.
Полукольца подвергают термической
5 обработке: температура закалки t 820- 840°С , выдержка 5-7 мин, охлаждающая среда - вода. После закалки полукольца подвергают отпуску при t 400°C, время выдержки 30-40 мин. Твердость поверхно0 сти должна быть в пределах 45-50 НРС.
Термически обработанные полукольца устанавливают на шейки вала. Операцию крепления полувтулок осуществляют путем нагрева полувтулок до температуры образо5 вания необходимого монтажного зазора в сопряжении оболочка - шейка за счет термического расширения полувтулок (оболочки) и при1 непрерывном подводе к ним теплоты они устанавливаются на холодные
0 шатунные или коренные шейки вала, сжимаются между собой. Затем снимают прижимающее усилие, полувтулки остывают. Усилие сдвига сваренной втулки (оболочки) эквивалентно усилию, возникающему при
5 напрессовке целой втулки с необходимым расчетным натягом. Стыки оболочек сваривают без приварки к шейке вала.
На шейках вала с помощью специального кондуктора изготавливают два диаметрально-противоположных отверстия диаметром
7 мм, в которые запрессовывают специальные штифты, удерживающие оболочку от проворачивания и привариваемые к OR клочкам.
Затем шейки подвергают черновому шлифованию в размер: шатунные 88.25 и коренные 110,25 мм и чистовому шлифованию в размер: шатунные 88-0,015 и коренные 110-0,015 мм.
Восстановленный вал подвергают мойке, сушке, контролируют чистоту перфока- налов. После этого шейки вала подвергают консервации, а сам коленчатый вал укладывают в специальную тару.
Использование способа обеспечивает ликвидацию дополнительных гидравлических нагрузок на шейки и оболочки, возможность многократного повторного восстановлений шеек валов и существенное увеличение ресурса валов до выбраковки, предотвращение образования трещин и их развития в оболочках, а также снижение износа сопряжения шейка - вкладыш в пусковой период двигателя.
Формула изобретения
1.Способ восстановления коленчатых валов, включающий механичес ую обработку изношенных шеек, изготовление разрезных ремонтных оболочек и крепление их к шейкам, отличающийся тем, что, с целью повышения надежности в работе коленчатых валов, оболочки изготавливают перфорированными.
2.Способ по п. 1, отличающийся тем, что, с целью замены оболочки без повреждения шейки вала, оболочку снабжают метками, указывающими места разреза.
3.Способ по п. 1, отличающийся тем, что после установки оболочки в теле вала через оболочку выполняют отверстия, боковая образующая которых имеет плавный переход в основание и в которые запрессо- вывг-ют штифты, имеющие сферические оснований, и дополнительно закрепляют сплавлением с материалом оболочки.
4.Способ по п. 1, отличающийся тем, что соединение полувтулок разрезных ремонтных оболочек между собой выполняют замковым методом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Коленчатый вал | 1985 |
|
SU1423831A1 |
| Способ восстановления шеек валов | 1989 |
|
SU1690970A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ Дагиса восстановления шеек валов | 1989 |
|
SU1756090A1 |
| Способ восстановления изношенных шеек валов | 1990 |
|
SU1734957A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
Изобретение относится к ремонтному производству и м.б. использовано преимущественно при восстановлении изношенных шеек коленчатых валов двигателей внутреннего сгорания или других валов, работающих в условиях смазки. Цель изобретения - предотвращение образования и развития трещин в оболочке, ликвидация дополнительных нагрузок, имеющих гидравлический характер, на шейку и оболочку, а также улучшение условий смазывания шатунных и коренных подшипников в пусковой период в особенности в зимних условиях. Полувтулки оболочки изготавливаются перфорированными, Для замены оболочки при ремонте вала без обработки шейки оболочка имеет метки мест разреза. Соединение полувтулок оболочки между собой выполняется типа ласточкина хвоста. Крепление оболочки к шейке вала выполняется запрессовкой специальных штифтов в материал вала с последующей сваркой к оболочке. Выполнение перфорированной оболочки создает перфоканалы, которые снижают процесс трещинообразования оболочек, являются резервуаром для накопления в них масла, а также выхода масла из-под оболочки, что улучшает условия работы подшипников коленчатого вала. 3 з.п. ф-лы, 5 ил. Ё
И
Фиг.1
±А Смазка t P , Смазка
Фиг. 2
Фиг.Э
Фиг. 5
Фиг А
| Способ восстановления изношенных шеек валов | 1983 |
|
SU1207666A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
