Изобретение относится к обработке металлов давлением, в частности к ножницам для резки листового или фасонного проката.
Цель изобретения - повышение про- р1зводительности ножниц для разделения Материала.
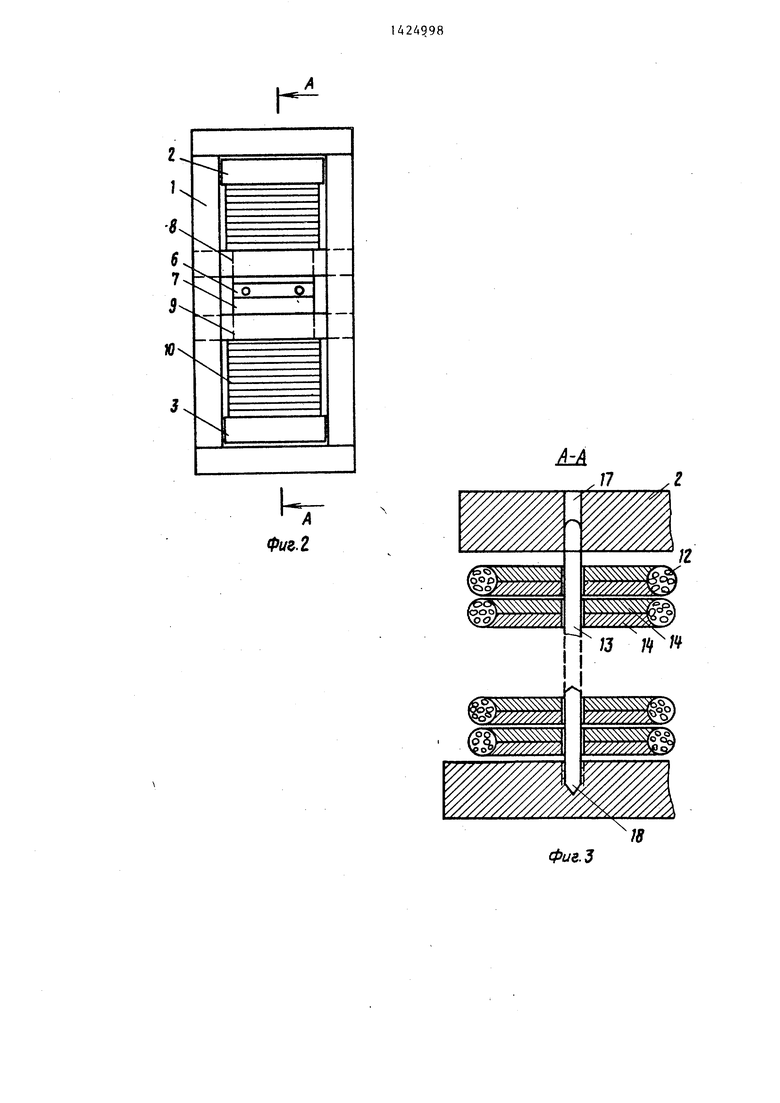
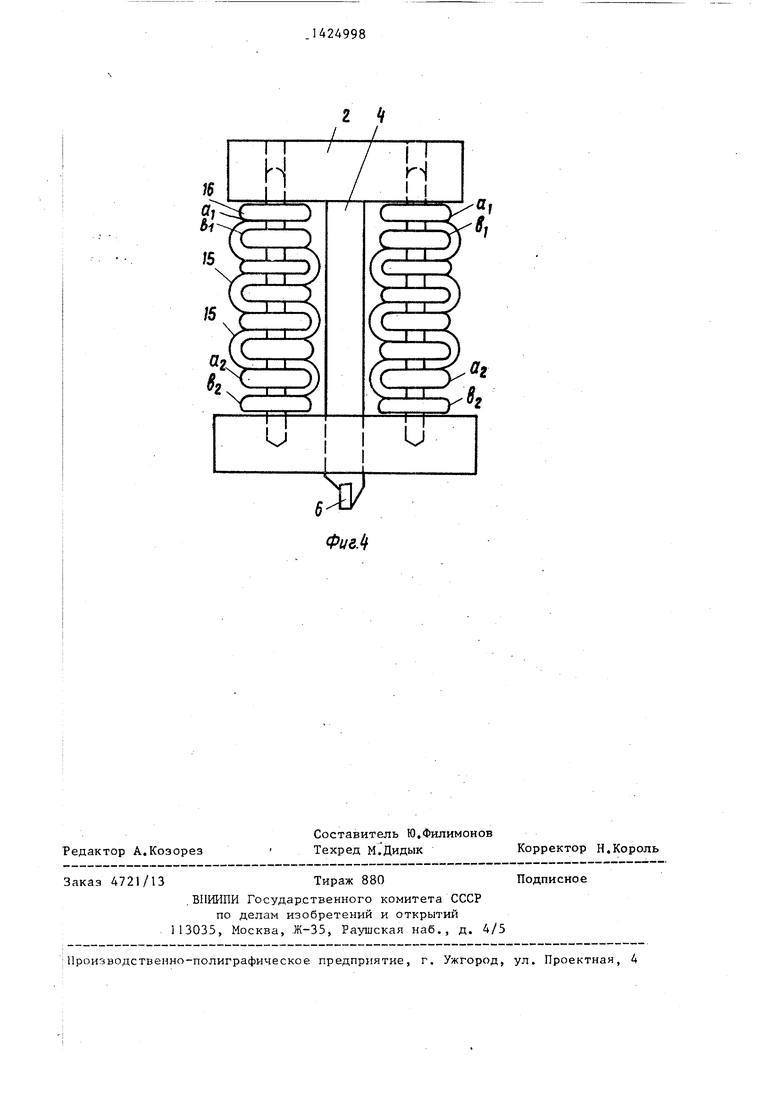
На фиг,1 изображены ножницы для разцелеимя материала, общин вид; на фиг. 2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.2; на фиг. 4 - схема соединения обмоток привода нож- иц для разделения материала. I Ножницы содержат станину , в направляющих которой установлены подвижные верхняя 2 и нижняя 3 траверсы со птоками-держателями 4 и 5 ножей 6 и 7. В средней части станины 1 установлены две неподвижные верхняя 8 и ниж- няя 9 траверсы с отверстиями-окнами по размерам штоков-держателей 4 и 5.
Привод ножниц выполнен в виде двух параллельно расположенных комплектов 10 парных дисков 11 с обмотками 12, расположенными на направляющих стержнях 13. Каждый диск М состоит из вух тарелок 14 из электротехнической стали, по периметру которых в
:пазу уложена обмотка 12. Обмотки 12 |через одну соединены последовательно и образуют две раздельные цепи (а.-aj и Ъ.-Ъ ), которые посредством гибких электропроводов 15 с выводами 16 подключены к блоку питания так, что первая обмотка образует цепь переменного тока, а вторая - ;постоянного или выпрямленного пуль- |сирующего. Магнитные потоки обоих комплектов 10 замыкаются через под- вижные и неподвижные траверсы. Нап- |равляющие стержни 13 через сквозные 1отверстия 17 устанавливаются в резьбовых отверстиях 18. Внутренняя поверхность отверстий 17 и наружная по верхность направляющих стержней 13 могут быть выполнены из антифрикционного материала и покрыты смазкой. При работе магнитодинамических ножниц различаются два режима: управ ляемый режим для резки материала на различные длины и автоматический ре
0
5
0
0
5
жим для резки материала на мерные длины.
Дня работы в управляемом режиме обмотки 12 приводов верхней 2 и нижней 3 подвижных траверс подключаются к источнику постоянного тока. При наличии на обмотках 12 одной полярности подвижные траверсы 2 и 3 расходятся, и между ножами 6 и 7 образуется зазор для прохождения разрезаемого материала. Затем на обмотки подается ток обратной полярности и подвижные траверсы сближаются, при этом ножи 6 и 7 перерезают размещенный между ними материал. Переключение полярности осуществляется вручную.
Дпя работы в автоматическом режиме на частоте, например, промышленного тока обмотки 12 приводов траверс 2 и 3 подключаются к источнику питания следующим образом: выводы к выходу вторичной обмотки трансформатора (не показан), а выводы - к выходу двухполупериодного выпрямителя. Такое включение обмоток приведет к чередующемуся сведению-разведению ножей 6 и 7 с соответствующей частотой. Подача разрезаемого материала и удаление отрезанных кусков могут быть осуществлены, например, с помощью пульсирующего конвейера (не показан).
Формула изобретения
Ножницы для разделения материала, содержащие смонтированные в станине подвижные верхний и нижний ножи и привод, отличающиеся тем, что, с целью повьшения производительности, привод каждого ножа выполнен в виде двух параллельно расположенных комплектов парных тарелок из электротехнической стали, по периметру которых размещены обмотки, через одну последовательно соединенные между собой и образующие две раздельные цепи, соответствующим образом подключенные к блоку питания, при этом магт нитный поток каждого комплекта тарелок образует постоянно замкнутый контур.
Фиг.2
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НЕАРМИРОВАННЫХ БЕТОННЫХ БЛОКОВ С ЗАМЕНОЙ ЧАСТИ ЦЕМЕНТА ЗОЛОЙ УНОСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2373341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| ЛИСТОВЫЕ НОЖНИЦЫ С УСТРОЙСТВОМ ОТОБРАЖЕНИЯ ЛИНИИ РЕЗА | 2007 |
|
RU2371286C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МЕТАЛЛОЛОМА | 1989 |
|
SU1765989A1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2003 |
|
RU2249495C1 |
| Ножницы для резки проката | 1987 |
|
SU1505689A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2000 |
|
RU2187412C2 |
| Ножницы для резки металлолома | 1986 |
|
SU1470467A1 |
| НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ТОЛСТЫХ ЛИСТОВ С ЭКСЦЕНТРИКОВЫМ ПРИВОДОМ | 2003 |
|
RU2338633C2 |
Изобретение относится к обработке металлов давлением, в частности к ножницам для резки листового или фасонного проката. Цель - повьппение производительности. Цривод ножниц выполнен в виде двух параллельно расположенных комплектов 10 парных дисков с обмотками, уложенными по периметру дисков. Обмотки через одну соединены последовательно и образуют две раздельные цепи, которые соответствующим образом подключаются к источнику питания. При подключении обеих цепей к источнику постоянного тока одной полярности происходят разведение ножей 6 и 7 и подача разрезаемого материала. При разноименной полярности на обмотках происходят сближение ножей и резка материала, При подключении первой обмотки к источнику переменного тока, а второй - к источнику постоянного тока сведение и разведение ножей 6 и 7 происходит с частотой питающего напряжения, что обеспечивает автоматическую резку материала на отрезки одинаковой длины. 4 иЛ. о $ (Л to ЦЭ СО оо
1: $$$$$$$
о///////////А
. р.
Фие.З
ФиеА
| НОЖНИЦЫ для РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU389894A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
