Изобретение относится к области механической обработки металлов, конкретнее к резке металла ножницами с параллельно движущимися ножами, и может быть использовано для порезки углового профильного проката.
Известна конструкция комплекта ножей ножниц для резки горячекатаных фасонных профилей желобчатого сечения, содержащая пару плоских ножей, один из которых имеет вогнутый, а другой - выпуклый режущий элемент. Форма режущих элементов ножей повторяет форму внутреннего и внешнего контуров разрезаемого фасонного профиля [1].
Недостаток известной конструкции комплекта ножей состоит в том, что при резке не исключается смещение разрезаемого профиля, искажение его геометрии в зоне реза. Это ведет к снижению выхода годного. Кроме того, комплект ножей имеет низкую стойкость.
Известен также комплект ножей ножниц для порезки фасонных профилей в виде многократно повторяющихся элементов трапециевидного сечения. Ножи комплекта имеют выпуклые и вогнутые режущие элементы, которые повторяют форму верхнего и нижнего контуров разрезаемого профиля [2].
При такой конструкции комплекта ножей также не исключены смещения и деформации разрезаемого фасонного профиля, что снижает выход годного, а сами ножи быстро изнашиваются.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является комплект плоских ножей ножниц для порезки профилей желобчатого сечения, в том числе стальных угловых профилей. Нижний нож содержит последовательный ряд выпуклых элементов в виде гребней с наклонными боковыми сторонами, а верхний нож - последовательный ряд вогнутых режущих элементов с ответными врезами [3] - прототип.
Недостатки известной конструкции комплект ножей ножниц состоят в том, что при резке происходит искажение геометрии разрезаемого профиля по месту реза. Кроме того, комплект ножей имеет низкую стойкость.
Техническая задача, решаемая изобретением, состоит в улучшении качества реза и повышении стойкости комплекта ножей.
Для решения поставленной технической задачи в комплекте ножей ножниц для порезки углового профильного проката, содержащем пару плоских ножей с режущими элементами в виде симметричного гребня с наклонными боковыми сторонами на одном из них и ответным врезом на другом, согласно предложению боковые стороны и у гребня и у вреза перпендикулярны, при этом кромки гребня скошены относительно плоскости ножа на угол 9-11°, а кромки вреза - на угол 14-16°.
Сущность изобретения состоит в следующем. Выполнение режущих элементов в виде симметричного гребня с наклонными боковыми сторонами, образующими угол 90° на одном из ножей, и ответного вреза с наклонными боковыми сторонами, образующими угол 90° на другом ноже, обеспечивает в начальный период резания надежную фиксацию разрезаемого профиля на неподвижном ноже и предотвращает искажение формы концов разрезаемых частей за счет симметричного распределения погонного усилия резания по периметру углового профиля. Скошенные на угол 9-11° кромки гребня одного из плоских ножей при скошенных на угол 14-16° кромках вреза на другом способствуют снижению усилия резания за счет уменьшения площади контакта режущих кромок и облегчения их внедрения в металл при сохранении высокой стойкости режущих кромок против затупления и выкрошек. Благодаря этому повышается качество реза и стойкость комплекта ножей.
Экспериментально установлено, что наилучшее качество реза обеспечивается при сочетании углов скоса на кромках гребня 9-11° и кромках вреза 14-16° относительно плоскости каждого из ножей. Увеличение угла скоса более 11° на кромках гребня или более 16° на кромках вреза приводит к быстрому затуплению и образованию выкрошек на режущих кромках, что вызывает снижение стойкости ножей и ухудшение качества реза.
Уменьшение угла скоса менее 9° на кромках гребня или менее 14° на кромках вреза увеличивает искажение формы концов разрезаемых угловых профилей и снижает стойкость комплекта ножей ножниц.
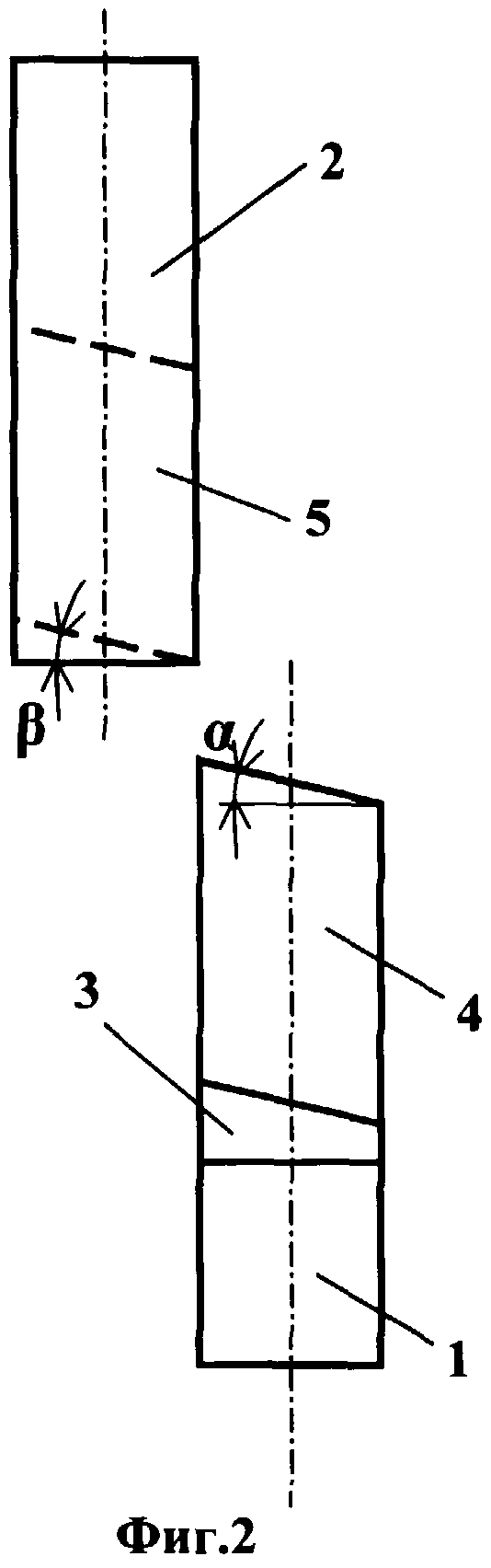
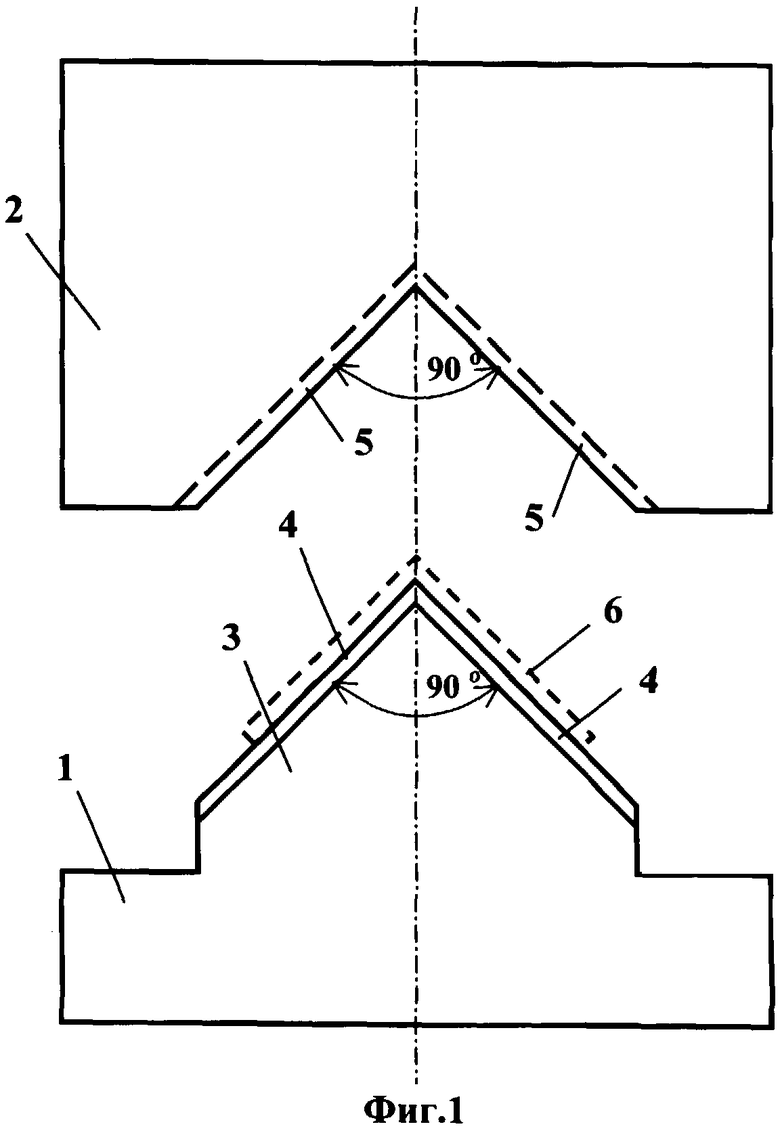
На фиг.1 изображен комплект ножей ножниц, вид спереди; на фиг.2 - то же, вид сбоку.
Комплект ножей состоит из нижнего (неподвижного) ножа 1 и верхнего (подвижного) ножа 2. Ножи 1 и 2 выполнены в виде плоских пластин из инструментальной закаленной стали. Нож 1 имеет режущий элемент в виде симметричного гребня 3 с наклонными боковыми сторонами 4. Нож 2 имеет ответный врез, образованный наклонными боковыми сторонами 5. Наклонные боковые стороны 4 гребня 3 выполнены под прямым углом. Также по прямым углом выполнены наклонные боковые стороны 5 вреза ножа 2.
Наклонные боковые стороны 4 гребня 3 скошены относительно плоскости ножа 1 на угол α=9-11°. Наклонные боковые стороны 5 вреза скошены относительно плоскости ножа 2 на угол β=14-16°.
Устройство работает следующим образом. Комплект ножей, состоящий из нижнего 1 и верхнего 2 ножей, закрепляют в ножницах с параллельно движущимися ножами. В зазор, образованный гребнем 3 и врезом ножа 2, задают разрезаемый угловой профиль 6. Ножи 1 и 2 сводят до взаимного перекрытия. При этом наклонные боковые стороны 4 гребня 3, скошенные на угол α=10° относительно плоскости ножа, и наклонные боковые стороны 5, скошенные относительно плоскости ножа 2 на угол β=15°, внедряются в разрезаемый металл. Угловой профиль 6 в процессе резания прочно зафиксирован между ножами 1 и 2. За счет чего того что наклонные боковые стороны 4 гребня 3 скошены на угол α=10° относительно плоскости ножа, а наклонные боковые стороны 5 скошены относительно плоскости ножа 2 на угол β=15°, общее усилие резания снижается, и само усилие распределено равномерно по всему периметру реза. В результате уменьшается деформация концов разрезанных угловых профилей, повышается качество реза. Помимо этого, указанные значения углов α и β обеспечивают высокую стойкость соответствующих режущих наклонных боковых сторон 4 и 5, т.к. медленно затупляются и не склонны к образованию выкрошек.
В таблице приведены варианты конструктивного выполнения комплекта ножей и показатели их эффективности.
варианта
град.
град.
формы
концов
ножей,
тыс.резов
Из таблицы следует, что при использовании комплекта ножей предложенной конструкции (варианты №2-4) достигается повышение качества реза угловых профилей и стойкости комплекта ножей. В случаях запредельных значений заявленных параметров (варианты №1 и 5) качество реза и стойкость комплекта ножей снижаются. Также более низкие качество реза и стойкость ножей (имелось нарушение формы концов разрезаемых угловых профилей при стойкости комплекта ножей 2,5 тыс.резов) зафиксированы при использовании устройства-прототипа.
В качестве базового варианта при оценке эффективности предложенного комплекта ножей ножниц принято устройство-прототип. Использование предложенного устройства обеспечит повышение рентабельности производства угловых профилей мерной длины на 5-7%.
Литература
1. Леонов И.С. и др. Ножницы для резки листового и сортового проката. - М.: Металлургия, 1972, с.266-269.
2. Авт.св. №1007864 (СССР), МПК В 23 D 25/00, 1983 г.
3. Патент Российской Федерации №2102200, МПК В 23 D 25/04, 1998 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ПАРАЛЛЕЛЬНЫХ НОЖНИЦ | 1992 |
|
RU2039638C1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ ХОЛОДНОЙ РЕЗКИ ПРОКАТА | 2006 |
|
RU2333079C2 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2001 |
|
RU2209710C2 |
| Ножи летучих ножниц для резки сортового проката | 1990 |
|
SU1794001A3 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Ножницы для резки углового проката | 1959 |
|
SU145431A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
Изобретение может быть использовано для порезки углового профильного проката. Комплект содержит пару плоских ножей с режущими элементами в виде симметричного гребня с наклонными боковыми сторонами на одном из них и ответного вреза на другом. Боковые стороны и у гребня и у вреза перпендикулярны, при этом кромки гребня скошены относительно плоскости ножа на угол 9-11°, а кромки вреза - на угол 14-16°. Изобретение позволяет улучшить качество реза и повысить стойкость комплекта ножей. 2 ил., 1 табл.
Комплект ножей ножниц для порезки углового профильного проката, содержащий пару плоских ножей с режущими элементами в виде симметричного гребня с наклонными боковыми сторонами на одном из них и ответного вреза на другом, отличающийся тем, что боковые стороны и у гребня и у вреза перпендикулярны, при этом кромки гребня скошены относительно плоскости ножа на угол 9-11°, а кромки вреза - на угол 14-16°.
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ ФАСОННЫХ ПРОФИЛЕЙ | 0 |
|
SU271245A1 |
| US 4092891 A, 06.06.1978. | |||

