Изобретение относится к устройствам для разделения металлолома, преимущественно труб, и может быть использовано в различных отраслях промышленности, занимающихся первичной переработкой амортизационного лома и металлоотходов, особенно при небольших объемах переработки.
Широко известны аллигаторные ножницы, применяющиеся для резки металлолома, например ножницы Н-316, состоящие из станины с нижним неподвижным ножом, подвижной челюсти с верхним ножом, специальных губок для смятия металлолома в зоне резания и привода.
При резке труб на аллигаторных ножницах не обеспечивается один из показателей качества вторичных металлов: согласно ГОСТ 2787-86 трубы диаметром более 150 мм должны быть сплющены или разрезаны по образующей.
Наиболее близким по сущности к заявляемому устройству (прототипом) являются гидравлические пресс-ножницы типа Н-302, предназначенные для прессования и резки стального лома больших поперечных сечений. Они состоят из гидравлического пресса, оснащенного верхним и нижним ножами, механизма смятия и прижима лома, загрузочного короба для металлолома с механизмом подъема и поворота, подающего желоба, толкателя, механизма возврата толкателя в исходное положение.
Эти пресс-ножницы характеризуются большими габаритами, металлоемкостью и стоимостью. При небольших объемах производства из-за малой загрузки использование их нерентабельно.
Целью изобретения является повышение надежности.
Поставленная цель достигается тем, что по сравнению с известным устройством (прототипом) устройство для разделения металлома снабжено штампом с матрицей и пуансоном, неподвижный нож установлен на матрице, а подвижный нож связан с пуансоном с возможностью совместного их перемещения, рабочие поверхности матрицы и неподвижного ножа выполнены с V-образным вырезом, а рабочие поверхности пуансона выполнены с выступом, ответным по форме поверхности выреза матрицы, при этом подающее устройство снабжено роликовым рольгангом, ролики которого выполнены в виде набора парных дисков, имеющего пары разного диаметра, установленных симметрично относительно продольной оси рольганга, при этом диски меньшего диаметра расположены со стороны продольной оси рольганга, а большего - по его краям.
При этом рольганг шарнирно установлен на основании и подпружинен относительно него.
Для расширения эксплуатационных возможностей за счет использования труб с фланцевой арматурой диски роликового рольганга выполнены с зубьями, расположенными по периметру.
Выполнение матрицы и неподвижного ножа с V-образным вырезом, а роликов рольганга в виде набора парных дисков, имеющего пары разного диаметра, позволяет автоматически центрировать перерабатываемые трубы различного диаметра, исключая тем самым возникновение больших изгибающих моментов в штампе, что повышает надежность. Для исключения поломок рольганга при сплющивании и резке труб он подпружинен и шарнирно установлен на основании.
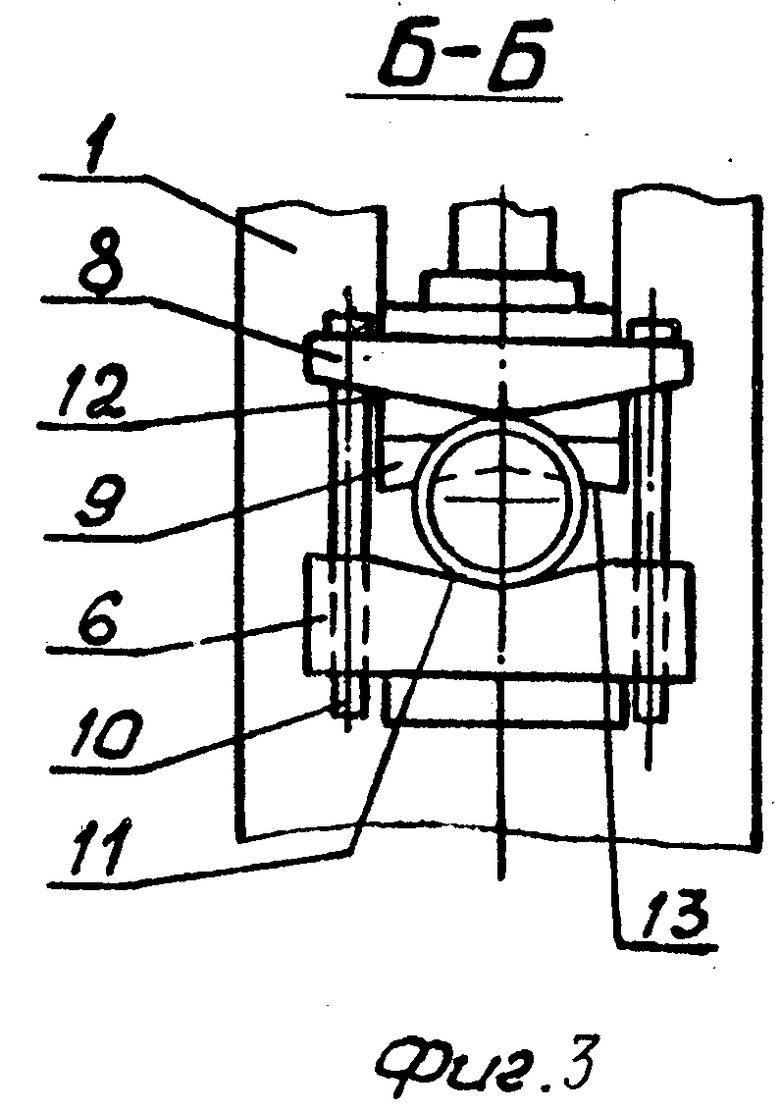
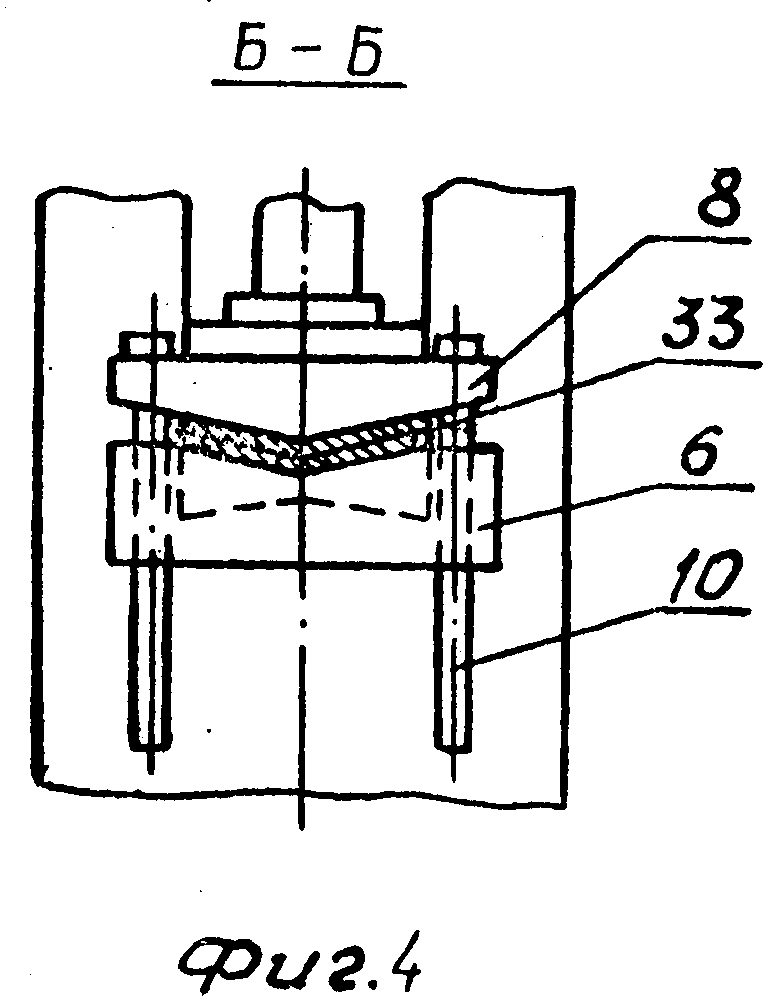
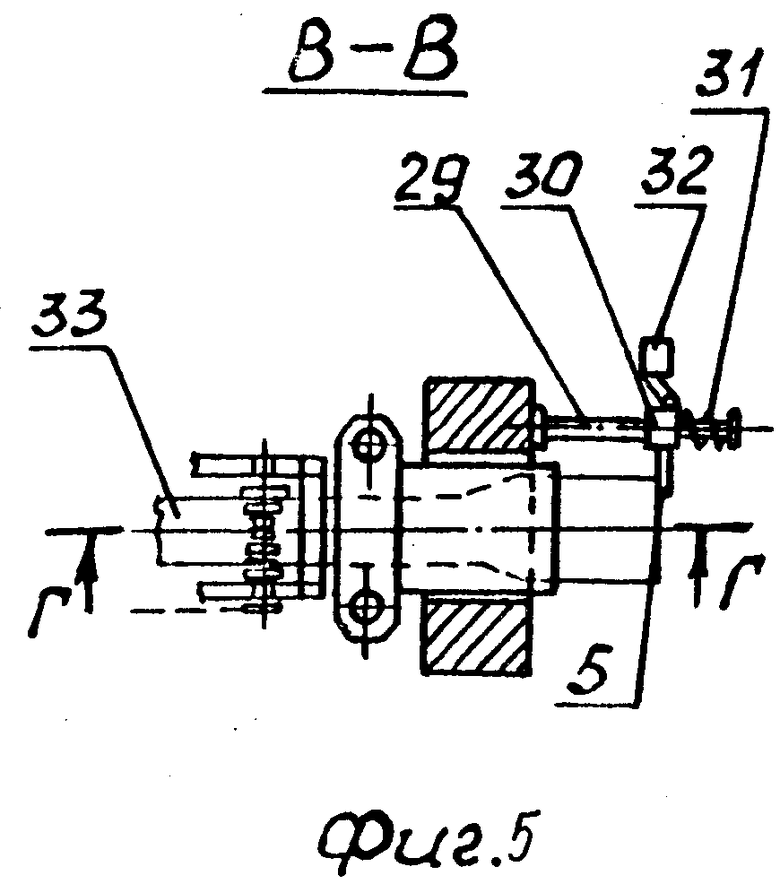
На фиг.1 изображен общий вид устройства для разделения металлолома; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1 (пуансон в верхнем положении); на фиг. 4 - то же (пуансон опущен, участок трубы сплющен); на фиг.5 - сечение В-В на фиг.1; на фиг.6 - сечение Г-Г на фиг.5 (момент окончания одновременного сплющивания и резки трубы); на фиг.7 - сечение Д-Д на фиг.2.
Устройство для разделения металлолома содержит гидравлический пресс 1, основание 2, штамп 3, рольганг 4, регулируемый упор 5.
Штамп 3 состоит из матрицы 6 с закрепленным на ней неподвижным ножом 7, пуансона 8 с подвижным ножом 9 и направляющих 10. Рабочие поверхности матрицы 6 и неподвижного ножа 7 выполнены с V-образным вырезом 11, а рабочие поверхности пуансона 8 выполнены с выступом 12, ответным по форме поверхности матрицы. Подвижный нож 9 выполнен с V-образным вырезом 13.
Рольганг 4 включает раму 14, привод 15 с электродвигателем 16 и тормозом 17, цепную передачу с цепью 18, ведущей звездочкой 19, холостыми звездочками 20, ведомыми звездочками 21, закрепленными на осях 22, натяжное устройство 23. На осях 22 закреплены диски 24 различного диаметра с зубьями 25.
Рама 14 установлена на основании 2 шарнирно посредством стоек 26, связей 27 и опирается на пружины 28.
Регулируемый упор 5 содержит штангу 29, подвижный упор 30, пружину 31, путевой выключатель 32.
Устройство работает следующим образом.
В исходном положении пуансон 8 находится вверху, рольганг 4 загружен трубой 33. Труба автоматически центрируется по отношению к оси штампа 3 за счет того, что ролики рольганга выполнены в виде набора парных дисков разного диаметра, установленных симметрично относительно оси рольганга, при этом диски меньшего диаметра расположены со стороны продольной оси рольганга, а большего - по его краям. Включается электродвигатель 16 и вращение от привода 15 через цепную передачу передается дискам 24, посредством которых труба 33 подается в штамп 3. Рольганг отключается, включается гидравлический пресс 1, пуансон 8 опускается вниз, при этом вначале трубы центрируется в V-образном вырезе матрицы, а затем сплющивается участок трубы, находящийся в штампе. При движении пуансона вверх труба освобождается, затем включается привод рольганга и труба со сплющенным участком перемещается до подвижного упора 30. Срабатывает путевой выключатель 32. Привод рольганга отключается. Включается гидравлический пресс 1, пуансон перемещается вниз, труба центрируется в штампе, затем одновременно производится сплющивание участка трубы и отрезание ранее сплющенного участка трубы. Отрезанный кусок падает в контейнер 34. Подвижный упор 30 под действием пружины 31 и путевой выключатель 32 возвращаются в исходное положение. Далее цикл повторяется. Зубья на дисках позволяют транспортировать трубы с фланцами. При сплющивании трубы лежащая на рольганге часть трубы благодаря пружинам 28 опускается вниз вместе с рамой 14. При подъеме пуансона вверх рольганг вместе с трубой под действием пружин возвращается в исходное положение. Благодаря тому, что рольганг подпружинен, усилие сплющивания трубы воспринимается в основном штампом и лишь незначительная часть передается на рольганг.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Ножницы аллигаторные | 1986 |
|
SU1444100A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ | 1992 |
|
RU2083305C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| Нож для холодной резки проката | 1989 |
|
SU1779491A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| Аллигаторные ножницы | 1987 |
|
SU1581479A1 |
| Линия для подгибки кромок листов с двух сторон | 1989 |
|
SU1748902A1 |




Использование: в машиностроении, в частности для первичной обработки амортизационного лома и отходов, преимущественно труб и сортового проката. Сущность изобретения: штамп состоит из матрицы с неподвижным ножом с V - образным углублением рабочей поверхности и пуансона с подвижным ножом, рабочая поверхность которого выполнена с выступом, ответным по форме поверхности матрицы. Устройство снабжено углом подачи в виде роликового рольганга, подпружиненного и шарнирно установленного на основании. 2 з.п. ф-лы, 7 ил.
| То же, с.253. |
