(Л
СП
о сд
о
00
со
фиг. 5
Изобретение относится к обработке меаллов давлением и может быть использоано в машиностроении для резки сортового проката в заготовительном производстве.
Цель изобретения - повышение качества получаемых заготовок.
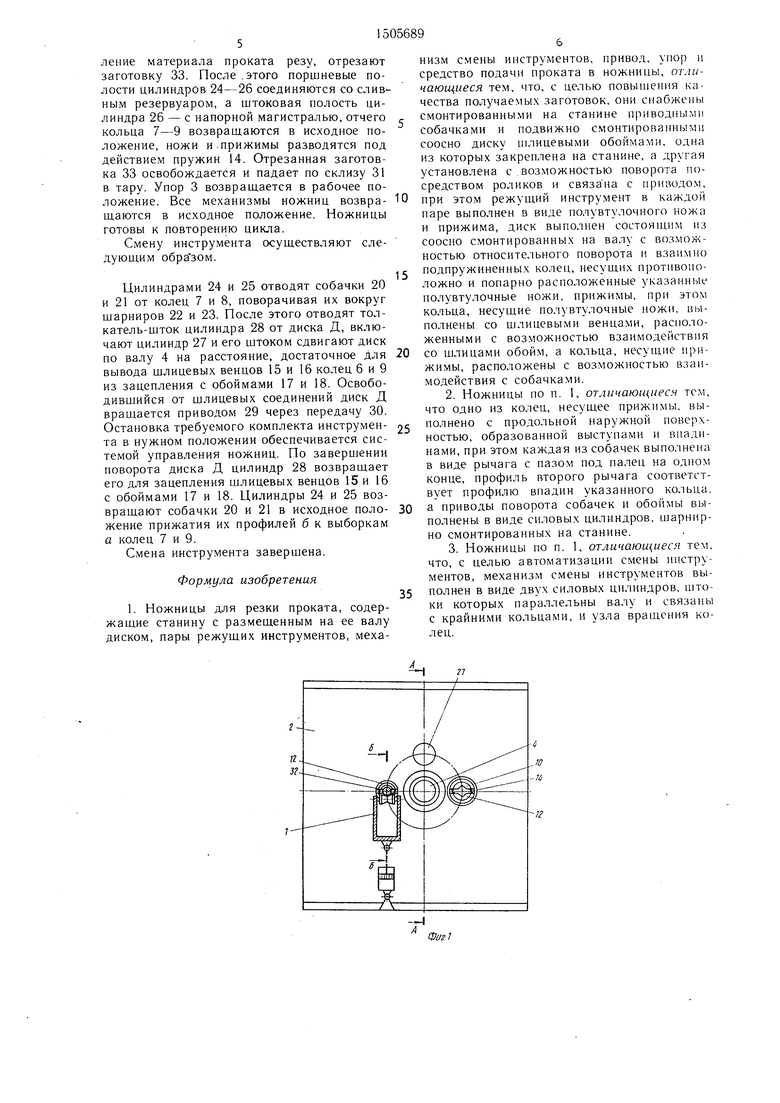
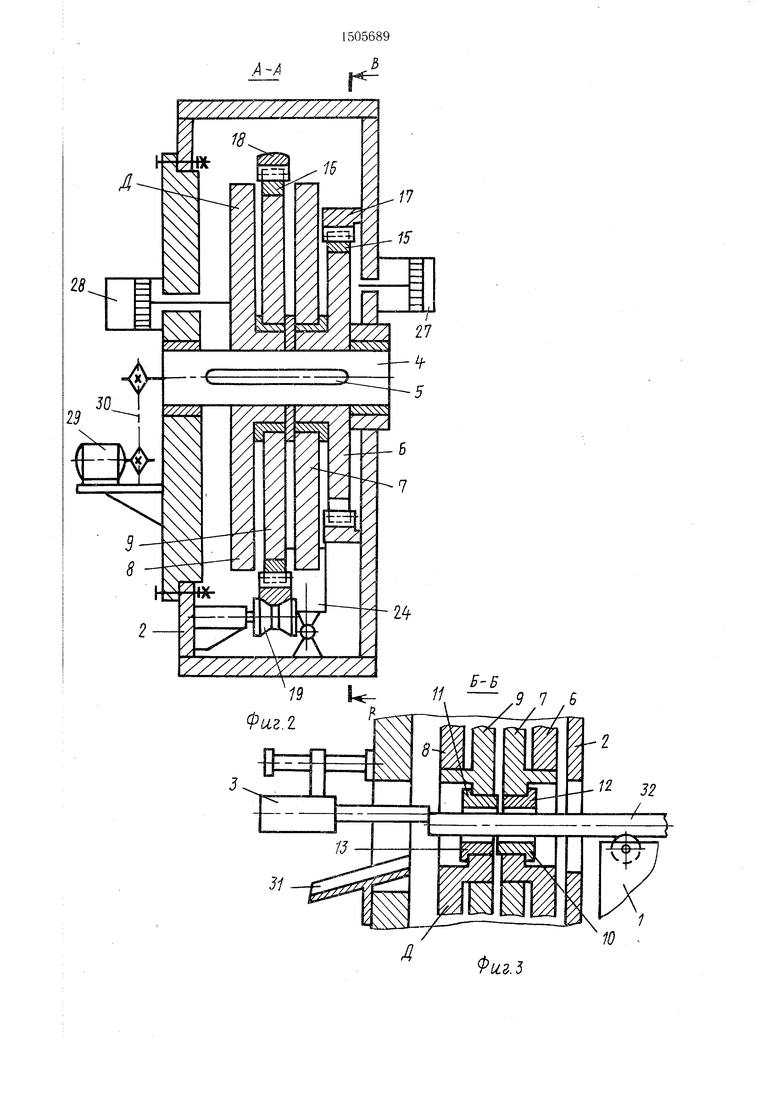
На фиг. 1 изображены ножницы для резки проката, вид со стороны разрезаемого материала; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, инструмент в исходном положении; на фиг. 4 - то же, 10 инструмент в положении зaвepиJeния рабочего хода; на фиг. 5 - разрез В-В на фиг. 2.
Ножницы для резки проката содержат средства 1 подачи проката, станину 2 и размещенные на ней упор 3 и сидящий на валу 4 . со шпонкой 5 револьверный диск Д с несколькими позициями инструмента.
Диск Д состоит из соосных колец 6-9, смонтированных с возможностью взаимного поворота: кольцо б подвижно взаимодей- 20 ствует с валом 4 и шпонкой 5, способно поворачиваться вместе с ними и двигаться по валу 4, на ступицу кольца 6 надето кольцо 7, которое может поворачиваться относительно кольца 6 на некоторый (примерно, 2-4°) угол; кольцо 8 подвижно взаимодей- 25 ствует с валом 4, способно поворачиваться на небольшой (примерно, 5-10°) угол относительно шпонки 5 и двигаться по валу 4, на ступицу кольца 8 надето кольцо 9, которое .может поворачиваться относительно кольца 8 на некоторый угол (примерно, 2-3°). На диске Д размещено несколько комплектов инструмента (на фиг. 3 для примера изображено 6 - для резки проката круглого и квадратного сечения), каждый из которых состоит из двух полувтулочных ножей - нижнего 10 и верхнего 11, и двух полувтулочных прижимов - верхнего 12 и нижнего 13. Ножи и прижимы расположены противоположно и попарно на каждой позиции, закреплены на бобышках колец: все нижние ножи 10 - на кольце 6, все верхние прижимы 12 - на кольце 7, верхние ножи 11 - на кольце 9, нижние прижимы 13 - на кольце 8. Нлоскость разъема между ножами и прижимами направлена радиально и совпадает с осью диска. Бобышки кольца 6 с зазором входят в отверстия кольца 7 и, наоборот, бобышки последнего входят в отверстия кольца 6; аналогично сконструированы кольца 8 и 9 - такое выполнение обуславливает возможность взаимного поворота колец. Разводятся кольца пружинами 14, установленными на бобышках.
Кольца 6 и 9, несущие ножи 10 и 11, снабжены щлицевыми венцами соответственно 15 и 16, взаимодействующими с соосными диску Д щлицевыми обоймами 17 и 18. Обойма 17 закреплена на станине 2 неподвижно, обой- 55 ма 18 смонтирована на роликах 19 с возмож- ностью поворота.
На кольцах 7 и 8, несущих прижимы 12 и 13, выполнены выборки а под приводные
30
35
40
45
50
0 5
5
0
5
0
5
0
собачки-рычаги 20 и 21. Один конец каждого рычага и.меет паз для соединения с установленными на станине шарнирами соответственно 22 и 23, второй конец снабжен выступом б, который соответствует выборке а на кольце.
Приводы собачек-рычагов 20, 21 и обоймы 18 шарнирно с ними соединены, однотип- нц и представляют собой качающиеся силовые цилиндры 24-26, шарнирно связанные со станиной 2. Причем усилие, развиваемое цилиндром 26, больще суммы усилия цилиндра 25 и наибольшего усилия резки.
На станине 2 смонтированы механизм осевого перемещения диска Д, выполненный в виде двух силовых цилиндров 27 и 28 с толкателями-штоками, и механизм вращения диска Д в виде привода 29, соединенного с валом передачей 30. Цилиндр 27 установлен с фронтальной стороны ножниц, цилиндр 28 - с тыльной. Цилиндр 28 предназначен не только для осевого перемещения диска, но и для уравновешивания осевой составляющей усилия резки. С тыльной стороны ножниц закреплен склиз 31 для отведения отрезанных заготовок.
В исходном положении на рабочей позиции (напротив средств I подачи проката) находится нужный комплект инструмента, упор 3 настроен на требуемый размер, ножи 10 и 11 и прижимы 12 и 13 разведены пружинами 14 и не препятствуют движению проката до упора 3. Поршневые полости цилиндров 24 и 25 соединены со сливным резервуаром, поэтому под действием пружин 14 и колец 7, 8 с выборками а поршни этих цилиндров незначительно отведены от верхней мертвой точки. Штоковая полость цилиндра 26 соединена с напорной магистралью и держит обойму 18 в верхнем крайнем положении. Шлицевые венцы 15 и 16 колец 6 и 9 взаимодействуют со шлицевыми обоймами 17 и 18, отчего нижние ножи 10 становятся неподвижными в процессе после- дуюнл.егю реза, а верхние ножи 11 находятся в крайнем отведенном положении. Толкатель- шток цилиндра 27 отведен от диска Д, а толкатель-шток цилиндра 28 подведен к торцу диска и подпирает его.
Ножницы работают следующим образом.
Прокат 32 средствами 1 подачи перемещается между разведенными ножами и прижимами до упора 3. Рабочая среда (сжатый воздух или жидкость высокого давления) подается в поршневую полость цилиндра 24, который поворачивает кольцо 7 с прижимами 12 и зажимает прокат 32. Затем рабочая среда подается в поршневые полости цилиндров 25 и 26, которые поворачивают кольца 8 и 9 навстречу друг другу. Одновременно отводится упор 3. Движением колец 8 и 9 нож 11 и прижим 13 сначала зажимают отрезаемую часть зажатого проката 32, а когда усилие цилиндра 26, нарастая, превысит суммарное усилие цилиндра 25 и сопротивнизм смены инструментов, привел, упор и средство подачи проката в ножницы, отличающиеся тем, что, с целью повышения качества получаемых заготовок, они снабжены смонтированными на станине приводными собачками и подвижно смонтированными соосно диску шлицевыми обоймами, одна из которых з акреплена на станине, а другая установлена с .возможностью поворота пов тару Упор 6 возвращается в раоочее ни-средством роликов и связа на с приводом,
пожение Все механизмы ножниц возвра- Ю при этом режущий инструмент в каждой щаются в исходное положение. Ножницыпаре выполнен в виде полувтулочного ножа
и прижима, диск выполнен состоящ.им из соосно смонтированных на валу с возможностью относительного поворота и взаимно подпружиненных колец, несущих противопо- ложно и попарно расположенные указанные полувтулочные ножи, прижимы, при этом кольца, несущие полувтулочиые ножи, выполнены со щлицевыми венцами, расиоло- жрнными с возможностью взаимодействия :ГГ/4 „Г; Ля1Г;осГоГ„е ; .0 ™ а„„ „вой,. а -ь„а.„есу,и,,е ,;,,„- rr«srjv/:,rsr
:;:-« с7;р т/«Т з Гр ед Гз :;: .v -;i-:
SEE EE;
-1,-
ление материала проката резу, отрезают заготовку 33. После .этого поршневые полости цилиндров 24-26 соединяются со сливным резервуаром, а щтоковая полость цилиндра 26 - с напорной магистралью, отчего кольца 7-9 возвращаются в исходное положение, ножи и.прижимы разводятся под действием пружин 14. Отрезанная заготовка 33 освобождается и падает по склизу 31 в тару. Упор 3 возвращается в рабочее по
готовы к повторению цикла.
Смену инструмента осуществляют следующим обра зом.
Цилиндрами 24 и 25 отводят собачки 20 и 21 от колец 7 и 8, поворачивая их вокруг щарниров 22 и 23. После этого отводят тол- катель-щток цилиндра 28 от диска Д, включают цилиндр 27 и его штоком сдвигают диск
а колец 7 и 9.
Смена инструмента завершена.
Формула изобретения
1. Ножницы для резки проката, содержащие станину с размещенным на ее валу диском, пары режущих инструментов, меха35
но смонтированных на станине.
3. Ножницы по п. 1, отличающиеся тем. что, с целью автоматизации смены инструментов, механизм смены инструментов выполнен в виде двух силовых цилиндров, UITO- ки которых параллельны валу и связаны с крайними кольцами, и узла вращения ко лец.
но смонтированных на станине.
3. Ножницы по п. 1, отличающиеся тем. что, с целью автоматизации смены инструментов, механизм смены инструментов выполнен в виде двух силовых цилиндров, UITO- ки которых параллельны валу и связаны с крайними кольцами, и узла вращения колец.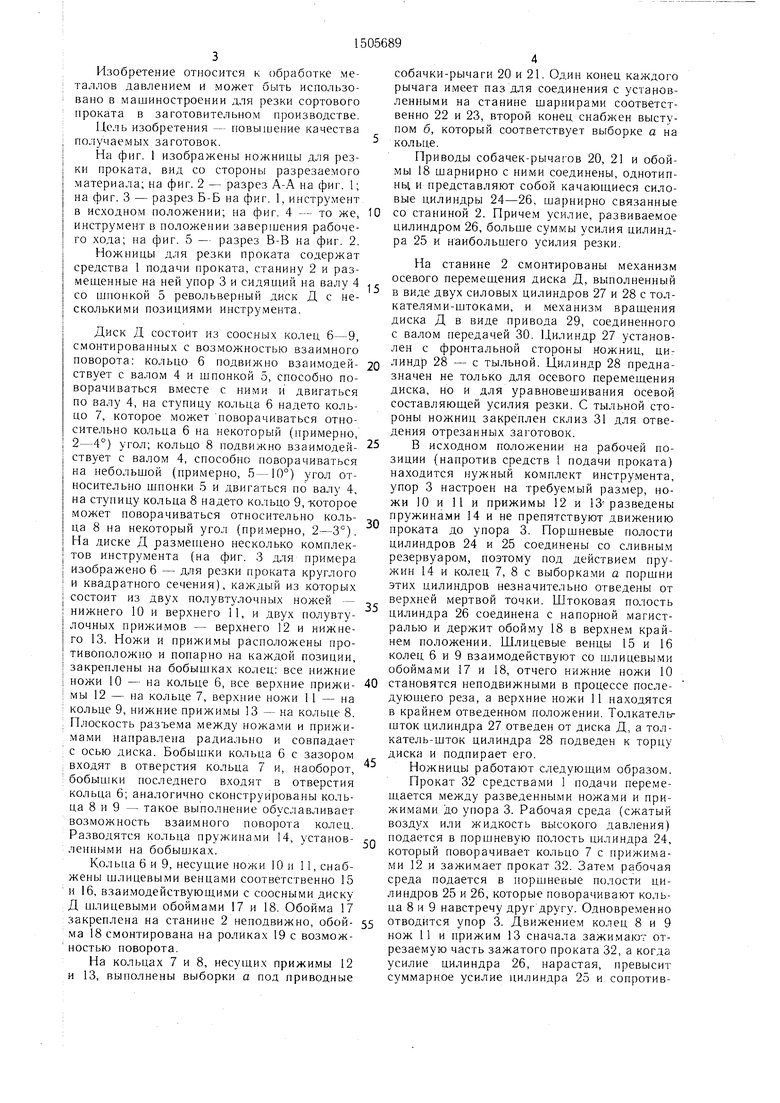
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1988 |
|
SU1668061A1 |
| Ножницы для резки проката | 1988 |
|
SU1706784A1 |
| Устройство для разделения сортового проката и полос кручением | 1985 |
|
SU1402409A1 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1990 |
|
RU2006345C1 |
| Ножницы для резки проката | 1983 |
|
SU1152726A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки сортового проката. Цель изобретения - повышение качества получаемых заготовок. Под действием привода 24 собачка 20 поворачивает кольцо 7 и прокат зажимается. Затем под действием привода 26 поворачивается кольцо 9, зажимая и отрезая заготовку. Для переналадки ножниц на другой типоразмер проката собачки 20, 21 приводами 24, 25 отводятся от диска "Д" и механизм осевого перемещения выводит шлицевые венцы 15, 16 из зацепления с обоймами 17, 18. Механизм вращения диска ставит на рабочую позицию нужный комплект инструмента. После этого первый механизм сдвигает диск по валу 4 в зацепление с обоймами 17, 18, а собачки 20, 21 подводятся к диску "Д". 2 з.п.ф-лы, 5 ил.
СЙ/г7
Фаг.
±f Л
зг
игЛ
| НОЖНИЦЫ для РЕЗКИ ФАСОННОЙ СТАЛИ ПРОФИЛЬНЫМИ НОЖАМИ | 0 |
|
SU393817A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
