Известны способы и приспособления для автоматического контроля размеров поковки, установленной между бойками пресса, к подвижной проверке которого крепится линейка.
Отличительной особенностью описываемого способа является то, что контроль осуществляется измерением перемещения верхнего бойка, пресса от заранее установленного иоложения до сонрикосновения, с поковкой: причем измерение осуществляется электрическим датчиком который при перемещении линейки подает импульсы на реверсивный счетчик для их сравнения с числом импульсов соответствующих размерам заготовки.
Такой способ контроля размеров поковки повыщает точность измерений.
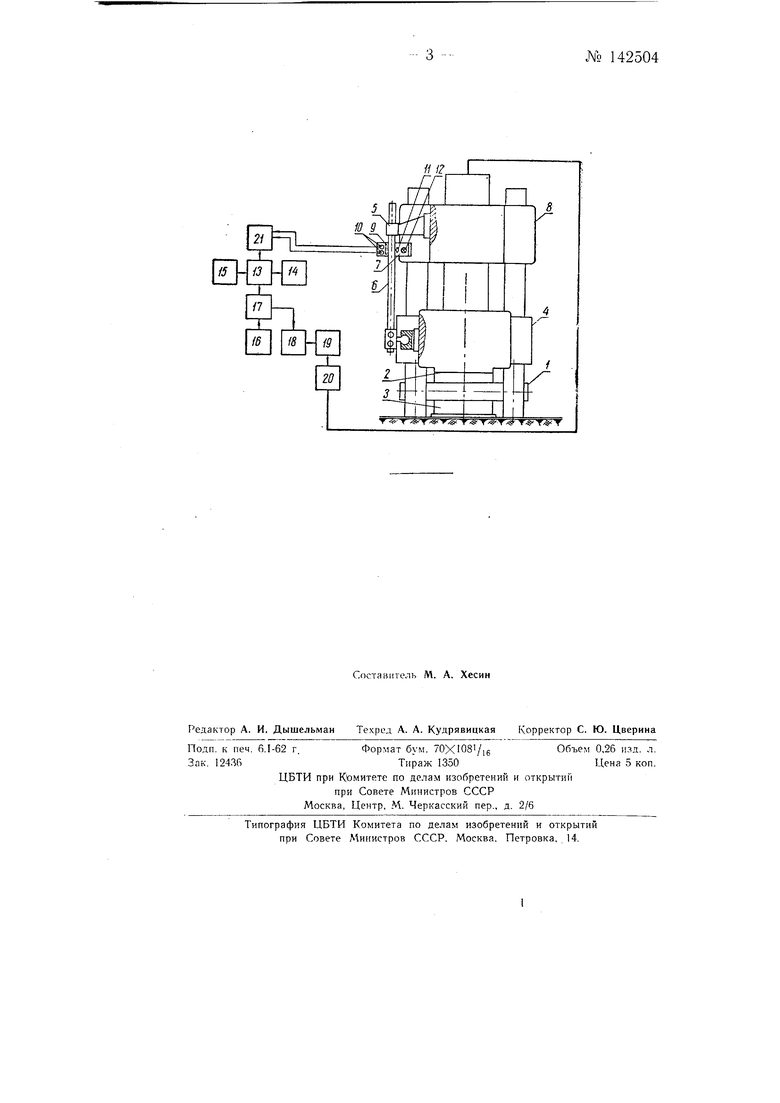
На чертеже изображена схема устройства для осуществления описываемого способа.
Поковка / устанавливается между нижним неподвижным и зерхним подвижным бойками 2 и 5.
На траверсе 4 нижнего бойка щарнирно установлена подвижная в направляющей 5 линейка 6, рядом с которой на кронщтейне 7 неподвижной траверсы 8 установлена неподвижная линейка 5.
Обе линейки 6 и 9 установлены между фотоэлементами 10 и линзой // осветителя 12. Кронштейн 7 с установленными на нем фотоэлементами, неподвижной линейкой, линзой и осветителем образует электрический датчик. Линейки представляют собой пластмассовые или стеклянные прозрачные пластины с нанесенными на них непрозрачными щтрихами. Расстояние между соседними щтрихами на линейках равно щирине щтриха. Нри перемещении линеек друг относительно друга фотоэлементы будут менять свою освещенность и зыда№ 142504 2 -
вать в реверсивный счетчиК 13 импульсы напряжения. Количество импульсов прйггорционаЛвно перемещению подвижного верхнего бойка.
Подстройка цри износе бойков осуществляется устройством / -подстрайвающил : 1ериодически по образцу реверсивный cleTчик. |3йзуа4педы4 чбй§ })оль |оуществляется по связанному с реверсивным счетчиком. .ству 15, установленному на пульте оператора.
С|)авнеше г оЛой енид,ерхнего бойка с заданным (посредством зада1дщ«то- уеТ0оиства/6) размером поковки происходит в устройстве 17 сравнения, которое в момент равенства заданного и истинного размеров выдает сигн-ал через усилитель 18 и исполнительный механизм 19 в распределительный механизм 20 гидросистемы пресса, меняющий направление движения подвижного бойка.
Для определения направления движения подвижного бойка неподвижная линейка 9 выполнена из двух сдвинутых на четверть щага систем щтрихов. В результате этого сигналы от каждого фотоэлемента будут сдвинуты по фазе на 90°, и при движении в разные стороны будет меняться последовательность сигналов, снимаемых с фотоэлементов. Поступающие от электрического датчика импульсов сигналы преобразуются в определителе 21 направления, в напряжения, управляющие реверсивным счетчиком. Измерение размера поковки 1 производится путем сравнения величины перемещения траверсы с верхним бойком от некоторого заранее зафиксированного положения до соприкосновения с поковкой. Определение зафиксированного положения производится посредством шаблона, выполненного в виде металлического диска, устанавливаемого в процессе настроики на нижнем бойке пресса.
Описываемый способ автоматического контроля размеров поковки может найти применение на ковочных прессах мащиностроительных заводов.
Предмет изобретения
Способ автоматического контроля размеров поковки, находящейся между бойками пресса, к подвижной траверсе которого прикреплена линейка с отверстиями, отличающийся тем, что, с целью повыщения точности контроля размеров, измеряют перемещение верхнего бойка пресса от заранее установленного положения до соприкосновения с поковкой с помощью фотоэлектрического датчика, подающего при перемещении линейки импульсы на реверсивный счетчик для сравнения их с числом импульсов, соответствующих размеру заготовки.
// /
V V, т