Изобретение относится к обработке металлов давлением, и может быть использовано при измерении высоты поковки при ковке на молотах и прессах.
Известно устройство для измерения размера по)овки. У бесшаботного молота с таким устройством контролируется положение верхней и нижней бабы путем перемещения электродов конденсаторов 1.
Недостатком такого устройства является сложность и ненадежность работы его конденсаторной схемы.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для измерения высотного размера поковки в процессе ковки, содержащее преобразователь информации о перемещении подвижной траверсы, цифровое табло на пульте оператора и датчики информации о положении подвижной траверсы. Преобразование движения траверсы осуществляется за счет передачи типа рейка - зубчатое колесо, датчиками являются сельсины 2 .
Однако зубчатые передачи, сель&ин-датчики делают такую конструкцию устройства сложной в изготовлении и ненадежной в работе.
Цель изобретения - повышение надежности работы устройства контроля высоты поковки за счет исключения зубчатых передач и сельсин-датчиков.
Указанная цель достигается тем, что устройство для контроля высоты поковки, при ковке на формообразующем оборудовании, содержащее преобразователь линейных перемещений, цифровой счетный блок и датчики положения подвижной части оборудования, снабжено установленным на подвижной части формообразующего оборудования кронштейном с регулируемым упором, направляющей с размещенным на ней корпусом, установленным с возможностью перемещения и взаимодействия с упором, а также цилиндром, щток поршня которого связан с корпусом, при этом головка преобразователя линейных перемещений размещена на корпусе.
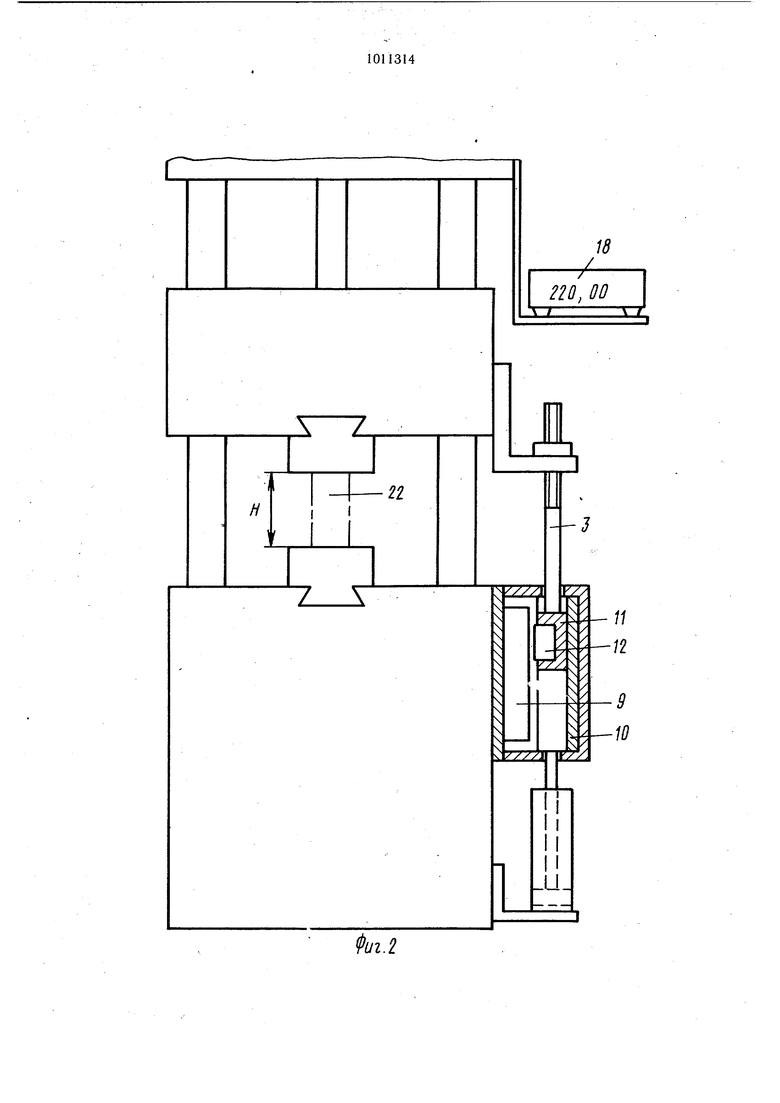
На фиг. 1 изображено устройство при сведенных бойках, общий вид; на фиг. 2 - то же, в момент удара по поковке; на фиг. 3 то же, при верхнем положении подвижного бойка; на фиг. 4 - разрез А-А на фиг. 1.
На подвижной части I (например, бабе молота), несущей верхний боек 2, закреплен кронштейн 3 с регулируемым упором 4 и контргайкой 5.
На неподвижной части 6 (например, станине молота), несущей нижний боек 7, размещены в корпусе 8 линейка преобразователя 9 типа индуктосин, направляющая 10, корпус 11, в котором закреплена головка 12 преобразователя, и пневматический цилиндр 13. Корпус 11 с головкой преобразователя 12 подторможен планкой 14 из фрикционного материала в направляющей 10 пружинами 15 (фиг. 4).
Головка 12 крепится в корпусе 11, а линейка 9 и направляющая 10 в корпусе 8
„ винтами 16. Регулируемый упор 4 взаимодействует с корпусом 11 сверху, а шток 17 цилиндра 13 - снизу.
Цифровое отсчетное устройство 18 установлено в стороне от направляющих 19 и штока 20 на ви б ро поглощаю щей подставке 21, регулируемой на уровень глаз оператора.
Устройство работает следующим образом.
Настройка. Верхний боек 2 опускается
в нижнее положение до контакта с нижним
бойком 7. Головка 12 преобразователя устанавливается относительно линейки 9 преобразователя в нижнем положении и система датчика подстраивается на показание «Нуль на цифровом отсчетном устройстве 19. Регулируемый упор 4 настраивается на контакт с корпусом 11 и контрится гайкой 5 (фиг. 1). Верхний боек 2 поднимается вверх, на нижний боек устанавливается мерная заготовка 22 с размером Нд, для молота и верхний боек опускается вниз до контакта с заготовкой 22. Корпус 11 с головкой 12 перемещается штоком 17 вверх до контакта в упор 4. На цифровом отсчетном устройстве 18 загорается число, соответствующее размеру Н заготовки (фиг. 2). Устройство подготовлено для работы.
Заготовка 23 (фиг. 3) помещается на нижний боек 7. При ударе бойка 2 о заготовку 23 упор 4 перемещает корпус 11 с головкой 12 преобразователя относительно линейки 9 вниз на величину разности размеров между мерной заготовкой 22 и обрабатываемой заготовкой 23. На цифровом отсчетном устройстве появляются цифры, соответствующие размеру поковки после первого удара, которые сохраняются до следующего удара. При последующих ударах корпус с головкой 12 перемещается
5 на величину уменьшения размера высоты поковки ггосле каждого удара. По достижении требуемого размера верхний боек отводится вверх, по команде оператора шток 17 цилиндра 13 отводит корпус с головкой 12 вверх и шток 17 опускается вниз. Устройст0 во подготовлено для следующих измерений. По сравнению с прототипом использование данного изобретения позволяет повысить надежность работы устройства для контроля высоты поковок при ковке.
Фиг.2
у
А-А
W
W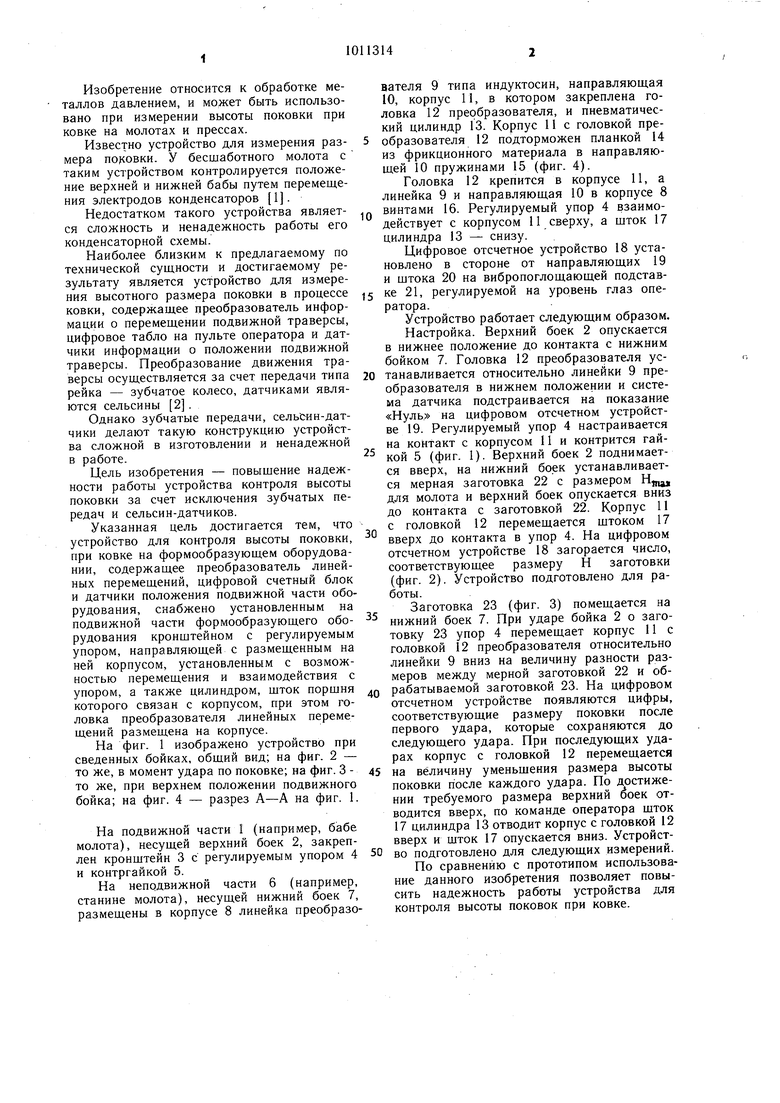
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| ШТОК КОВОЧНОГО МОЛОТА | 2013 |
|
RU2538063C1 |
| Устройство для управления ковочным молотом и механизмом ориентации поковки | 1979 |
|
SU863123A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| СПОСОБ ТЕРМОУПРАВЛЯЕМОЙ КОВКИ | 1993 |
|
RU2053042C1 |
| Система управления молотом | 1983 |
|
SU1082536A1 |
| СПОСОБ КОВКИ | 1993 |
|
RU2040356C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ОСЕЙ ДЛЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304483C2 |
| Система управления штамповочным молотом | 1984 |
|
SU1175632A1 |
| Манипулятор | 1980 |
|
SU1003992A1 |

УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВЫСОТЫ ПОКОВКИ ПРИ КОВКЕ на формообразующем оборудовании, содержаisr«;-ry ;v -m| S, r;vr :::--M - .;; | -,/ -л : S -..m-/-: i БайЛай1;-.:-;Л щее преобразователь линейных перемещений цифровой счетный блок и датчики положения подвижной части оборудования, отличающееся тем, что, с целью повышения надежности, оно снабжено установленным на подвижной части формообразующего оборудования кронштейном с регулируемым упором, направляющей с размещенным на ней корпусом, установленным с возможностью перемещения и взаимодействия с упором, а также цилиндром, шток порщня которого связан с корпусом, при этом головка преобразователя линейных перемещений размещена на корпусе. i СО X
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 1552834, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Основные тенденции развития механизации и автоматизации производства крупных поковок | |||
| ГосИНТИ, М., 1971, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
