Известны способы измерения диаметра изделия методом обкатки мерным роликом..
В предлагаемом способе измерения счетные устройства, помимо импульсов, характеризующих величину среднего диаметра, вводится дополнительное число импульсов, соответствующее поправке, равной отклонению максимального диаметра от среднего. Выдача дополнительного числа импульсов может быть осуществлена тем же датчиком с помощью решетки, перемещающейся относительно щкального диска посредством рычажной передачи и плавающей тяги.
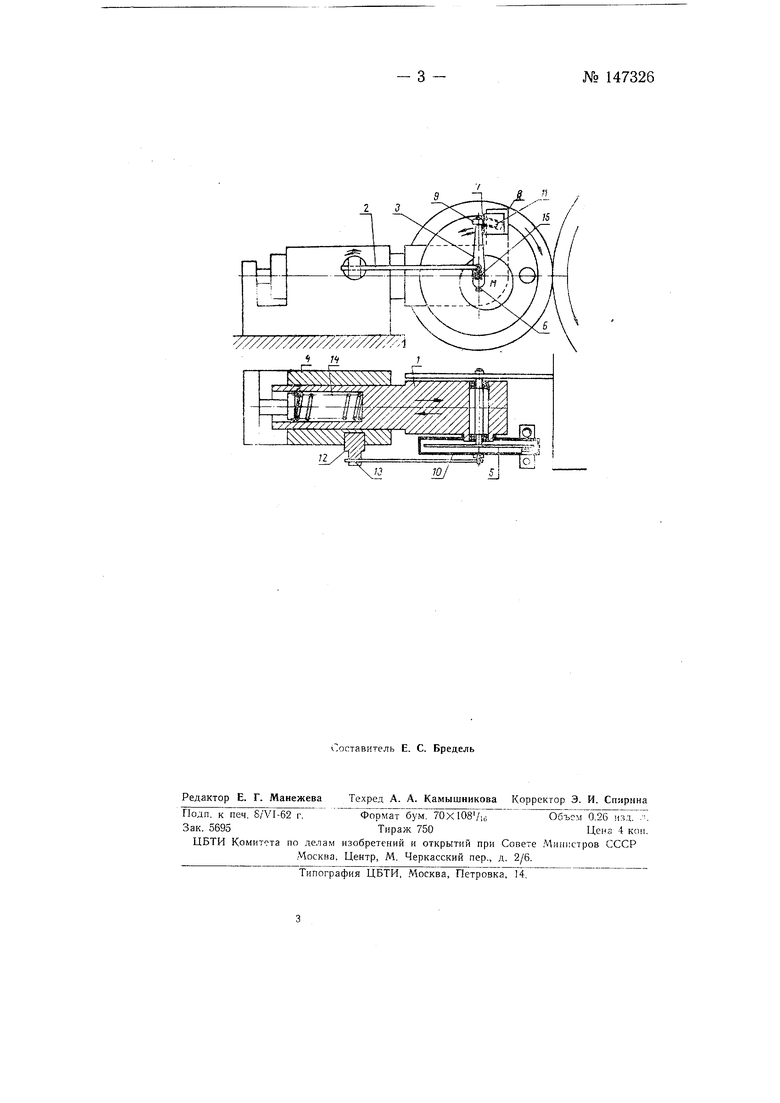
На чертеже изображена схема устройства для осуществления предлагаемого способа.
Корпус / связан при помощи рычажной передачи 2 и 3 с неподвижным основанием 4 устройства, которое устанавливается на суппорте станка.
Ось вращения рычага совмещена с осью вращения щкального диска 5. Соотнощение плеч рычага 3 обеспечивает необходимое передаточное отношение для внесения поправки в счет импульсов. Передаточное отношение регулируется винтом 6.
Верхнее плечо рычага 3 зажато между жестким упоро.м 7, укрепленном на кронштейне 8 корпуса / датчика и упором 9, жестко связанным с кожухом 10 шкального диска. Упор 9 является одновременно сердечником электромагнита 11, укрепленного на кронштейне 8. Рычаг 8 щарнирно связан с тягой 5, левый конец которой соединен с неподвижным основанием 4 посредством поворотной цапфы 12 с плавающей втулкой 13, проскальзываюшей при усилиях, превышаюпгих прелварительно заданные натягом. При измерении диаметра вани, имею№ 147326- 2 щего эллиптичность поперечного сечения, во время вращения детали возникает возвратно-поступательное движение подпружиненной части устройства, равное по величине разности полуосей эллипса и соответствующее разности между максимальным и средним диаметром измеряемой детали. Так как число импульсов, считываемых датчикогл прибора, соответствует среднему диаметру, то способ определения истинной величины диаметра сводится к прибавлению к его показаниям числа импульсов, соответствующего величине одного перемещения подпружиненной части устройства.
Это осуществляется посредством рычажной передачи, которая в процессе измерения перемещает фотоэлемент, решетку и осветитель в направлении, противоположном вращению щкального диска. Перед измерением включается электромагнит 11, прижимающий через упор 8 рычаг 3 к жесткому упору 7. После момента начала отсчета электромагнит выключается.
Если в начале измерения откатной ролик находился на участке увеличения диаметра измеряемой детали, подвижная часть установочного приспособления с закрепленным на ней датчиком перемещается влево. При этомверхний конец рычага 3 упирается в жесткий упор 7 и рычаг 3 параллельно своему первоначальному положению переместится влево и передвинет тягу 2 в плавающей втулке 13, закрепленной на неподвижном основании приспособления. Скольжение в плавающей втулке длится до мо.мента прохождения точкой максимального диаметра де- тали зоны касания мерительного ролика, после чего тяга 2 останавливается, так как трениево втулке препятствует возвращению тяги. При дальнейшем повороте измеряемого изделия под воздействием прижимной пружины 14 начинается движение вправо; рычаг 3 поворачивается вокруг оси 15, так как сопротивление провороту кожуха 10 значительно меньше сопротивления в «плавающей втулке. Верхний конец рычага 5 толкает влево упор 9 кожуха 10, вызывая проворот кожуха с блоком: осветитель-решетка-фотоэлемент в направлении противоположном вращению щкального диска. По прохождении мерительного диаметра изделия свободный верхний конец рычага 3 возвращается к упору 7, оставив кожух смещенным на необходимую для компенсации счета величину.
Предлагаемый способ измерения расщиряет возможность измерений по методу обкатного ролика и найдет применение в приборах, работающих по этому методу.
Предмет изобретения
1.Способ измерения диаметра изделия методом обкатки мерным роликом, отл ичающийся тем, что в счетное устройство, помимо импульсов, характеризующих величину среднего диаметра, вводится дополнительное число импульсов, соответствующее поправке, равной отклонению максимального диаметра от среднего.
2.Устройство по п. 1, отличающееся тем, что выдача дополнительного числа импульсов осуществляется тем же датчиком с помощью рещетки, перемещающейся относительно шкального диска посредством рычажной передачи и «плавающей тяги.
////////////:7///// 7/У/л
Ti1
2 3