Изобретение относится к измерительной технике и может быть использовано для получения дозированных по объему заготовок под ковку, штам- повку и раскатку в кузнечно-штампо- вочном производстве.
Цель изобретения - повышение производительности и точности разметки.
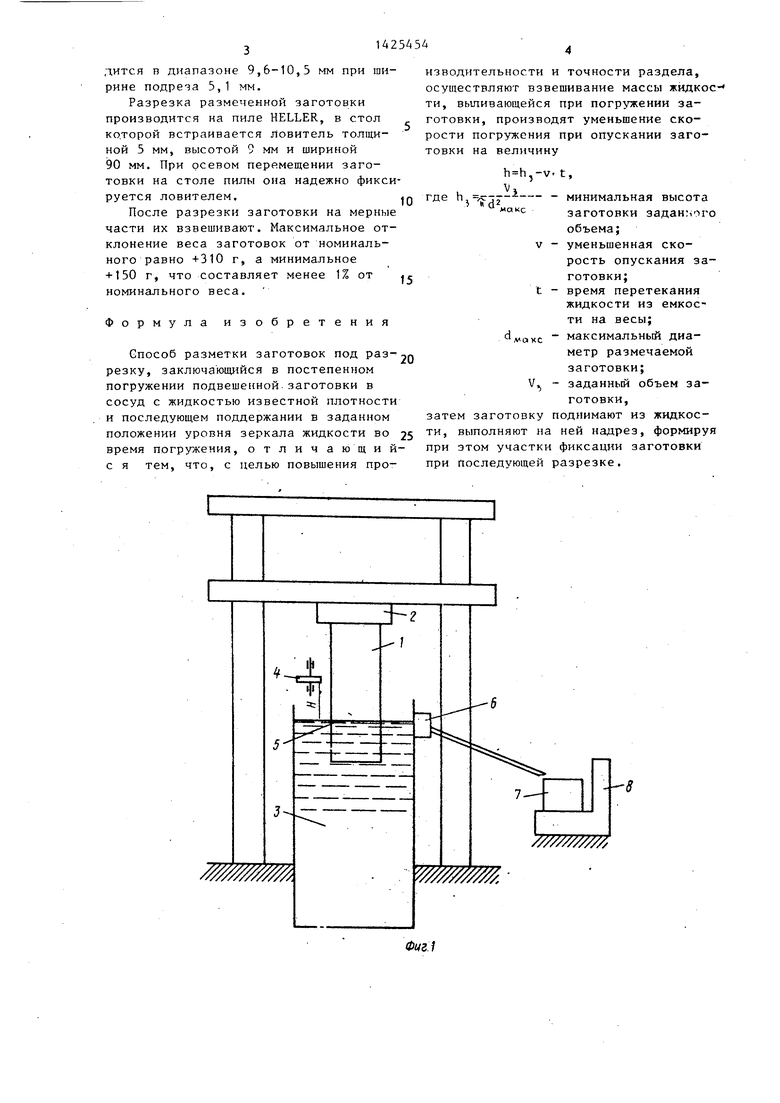
На фиг. 1 представлена схема pea- лизации способа; на фиг. 2 - положение разметочного инструмента и заготовки при вытеснении объема жидкости |равного объему дозировки металла; на фит. 3 - то же, при выполнении надре за в заготовке.
i Размечаемую заготовку 1 подвешивают с помощью захватного устройст- |ва 2 подъемного механизма в верти- |кальном положении. Емкость 3 с жид- остью известной плотности находится Ьод заготовко1Й. Рабочий инструмент Ч эазметочного устройства расположен йад уровнем зеркала 5 жидкости на ысоте И. Вытесняемая жидкость по Приемнику 6 сливается в мерник 7, установленный на весах 8, I Способ осуще ствляют следуюцу-ш об- разом.
I Заготовку 1, подлежащую разметке, t помощью захватного устройства 2 тодъемног о механизма подвешивают в вертикальном положении. В емкость 3
заливают жидкость известной плотност ho уровня, при котором происходит |:амопроизвольный слив жидкости (опре Деляется высотой сливных окон мерни- ka 7). Слившуюся жидкость из мерника J7 удаляют в бак-накопитель (не показано) . По команде системы автомати- ikecKoro управления (не показано) за- Готовку погружают в жидкость. Так ка уровень зеркала жидкости поддерживается постоянным, то вытесняемая жидкость по приемнику 6 сливается в мер ник 7, установленный на весах 8. При достижении веса жидкости в мернике 7, равного в пересчете определенному объему погружаемой части заготовки, от весов 8 подается сигнал на систему автоматического управле- ния. Командоаппарат дает сигнал на подъем заготовки 1 на высоту Н установки разметочного инструмента 4 (фиг. 2 и 3), в это же время уровень жидкости 5 понижается.
Во время выстоя заготовки рабочий инструмент 4 по команде выполняет надрез в заготовке. Глубина паза определяется условием фиксации заготовки под последующую разрезку на мерные части. В то же время по команде системы управления происходит удаление жидкости из мерника 7 в бак-накопитель (не показан). После выполнения паза дается команда на дальнейшее погружение заготовки в мерник 7. Процесс продолжается до полной разметки заготовки.
После разметки заготовка помещается на отрезное устройство, где ее фиксация относительнб режущего инструмента производится по выполненным надрезам.
Пример. Требуется произве сти разрезку кованой заготовки из никелевого сплава 0180 мм и длиной 2 м на мерные заготовки объемом 6350 см . Для подъема заготовки необходима электросталь грузоподъемностью 1 т, а для измерения сливающейся жидкости используют платформенные весы с наи- Ьольшим измеряемым весом 150 кг и ценой деления 200 г.
Предварительно проводят взвешивание емкости для приема сливающейся жидкости, ее вес составляет 3100 г. Следовательно, суммарньй вес сливающейся жидкости и сосуда равен 9 кг 550 г. Шкала весов предельна и допускает возможность установки на ней конечного выключателя.
Далее необходимо учесть объем сплава, идущий на отрезку на пиле HELLER имеющей режущее полотно шириной 8 мм Следовательно, объем металла, теряемый при распиловке, равен 203 см.
В качестве разметочного инструмента Hcnonb3VioT вулканитовый круг, плоскость которого находится на высоте 180 мм от уровня зеркала жидкости
В начальный момент скорость погружения составляет 0,5 м/мин, а при достижении объема жидкости 8800 см скорость уменьшают в 8 раз.
Экспериментально находят поправку на учет объема жидкости, находящейся в трубопроводной системе, которая зависит от скорости погружения заготовки. В данном случае она составляет в среднем 50 см .
Таким образом, конечный выключатель должен срабатывать при весе сливаемой жидкости G(6350+3100+203-50)- г.
Глубина прорезаемого паза настраивается на 10 мм, а практически находится в диапазоне 9,6-10,5 мм при ширине подреза 5,1 мм.
Разрезка размеченной заготовки производится на пиле HELLER, в стол которой встраивается ловитель толщиной 5 мм, высотой 9 мм и шириной 90 мм. При осевом перемещении заготовки на столе пилы она надежно фиксируется ловителем.
После разрезки заготовки на мерные части их взвешивают. Максимальное отклонение веса заготовок от номинального равно -1-310 г, а минимальное
н-150 г, что составляет менее 1% от номинального веса.
Формула изобретения
V,
Способ разметки заготовок под раз-20 резку, заключающийся в постепенном погружении подвешенной заготовки в сосуд с жидкостью известной плотности и последующем поддержании в заданном „,,ППРС, АООМИОУЯ
:-гг.,тгглт : г.-::: ::сГг:;Г™г
с я тем, что, с целью повышения , - максимальный диаметр размечаемой заготовки;
- заданньй объем заготовки, затем заготовку поднимают из жидкоспри последующей разрезке
изводительности и точности раздела, осуществляют взвешивание массы жидкости, выпивающейся при погружении заготовки, производят уменьшение скорости погружения при опускании заготовки на величину
,-v.t.
5
где h,j
V,
20 „,,ППРС, АООМИОУЯ
-::: ::сГг:;Г™г
минимальная высота
С заготовки заданного
объема;
V - уменьшенная скорость опускания заготовки;
t - время перетекания жидкости из емкости на весы;
, - максимальный диаметр размечаемой заготовки;
- заданньй объем заготовки, затем заготовку поднимают из жидкос::: ::сГг
при последующей разрезке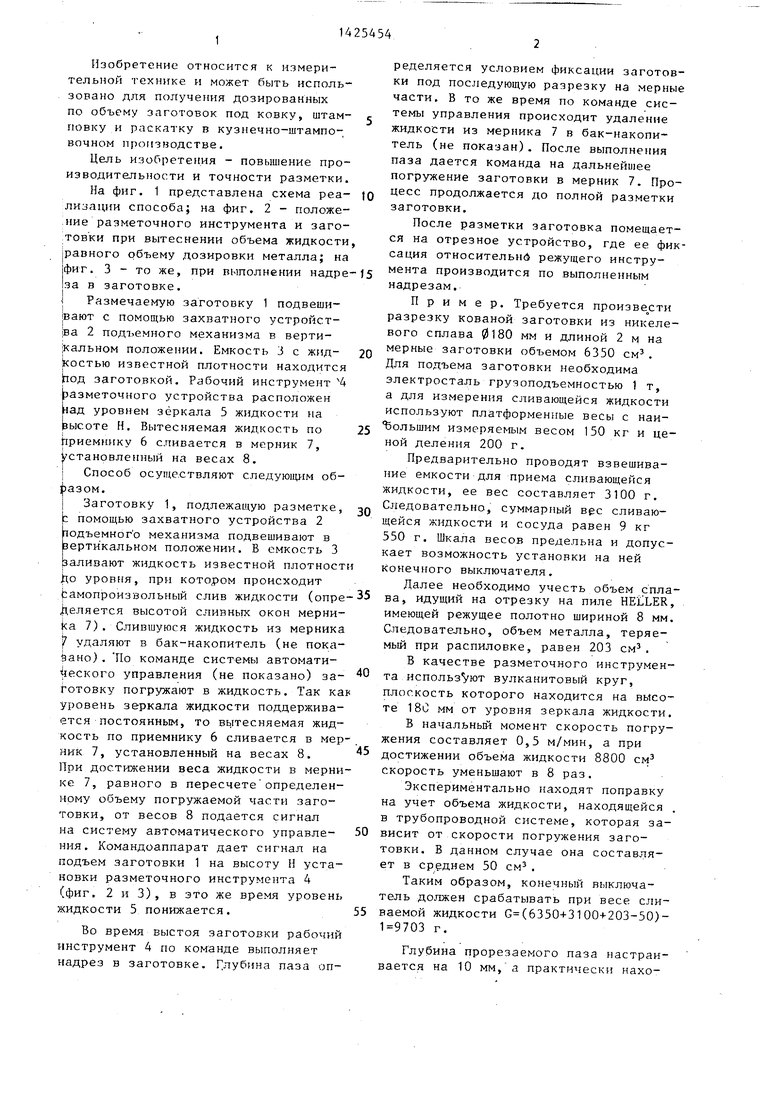
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разметки заготовки | 1978 |
|
SU841959A1 |
| Устройство для разметки заготовок из листовых эластичных материалов | 1985 |
|
SU1305023A1 |
| Способ разделения листового проката и установка для его осуществления | 1983 |
|
SU1373305A3 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ РАЗМЕТКИ ИЛИ ЧЕРЧЕНИЯ И РАЗМЕТОЧНОЕ УСТРОЙСТВО НА ЕГО ОСНОВЕ | 2004 |
|
RU2362668C2 |
| Способ разметки заготовки | 1985 |
|
SU1293011A1 |
| СПОСОБ РЕЗКИ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2349430C2 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| Способ разметки деталей приварного насыщения на поверхности в помещении судна | 1990 |
|
SU1795282A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕНОСА ПРОФИЛЯ | 2010 |
|
RU2549794C2 |
| Устройство для поперечной резки стержней | 1983 |
|
SU1177158A1 |
Фиг. 2
Фиг.З
| Способ разметки заготовки | 1978 |
|
SU841959A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
