Л
бТ
25(Я
с
ю 00 ел
4
СО
(Рчг.1
Изобретение относится к сварке и может быть использовано при изготовлении машин для контактной стыковой сварки кольцевых стыков труб . преимущественно малых и средних диаметров в условиях строительства магистральных трубопроводов .
Цель изобретения - повышение точности синхронизации механизма зажатияjо т;руб и исключение разрывов кинемати- ч|еских связей синхронизирующего уст- р|ойства.
На фиг. 1 изображена предлагаемая йашина; на фиг. 2 - раэрез А-А на 15
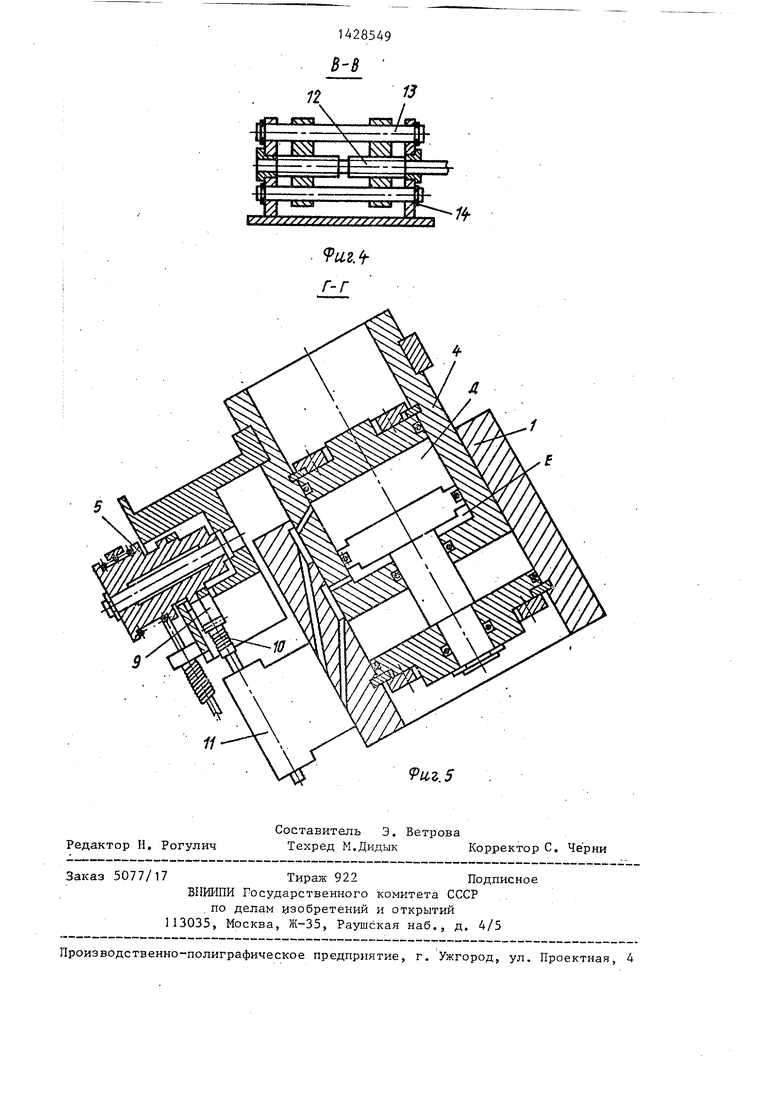
3 - разрез Б-Б на 4 - разрез В-В на
фиг. 1; на фиг. 4|иг. 1; на фиг 4иг. 1; на фиг. 5 - раврез Г-Г на
4ир 1.
Машина
20
25
30
содержит разъемные полу- Корпуса 1, связанные шарниром 2, Механизм 3 зажатия труб выполнен в йиде группы радиально расположенных исполнительных гидроцилиндров 4. На корпусах гидроцилиндров 4 установлены барабаны 5-8. На одной оси с барабанами установлены зубчатые сектора 9, находящиеся в безлюфтовом зацеплении с рейками 10, которые связаны с золотниками 11.
Привод управления золотниками вып. полней в виде корпуса, закрепленного на шарнире 2, Привод содержит приводной винт 12, направляющие 13 и 14, установленные параллельно винту, ус- 35 тановленные на направляющих шайбы 15 и 16, одна из которьк имеет отвер- - ие с правой резьбой, вторая - отверстие с левой резьбой. На барабаны 5-8 навиты гибкие звенья. При этом к 40 шайбе 15 присоединены концы 17-20 гибких звеньев, а к шайбе 16 - кон1Ц)1 21-24 гибких звеньев.
Устройство синхронизации оснащено
новременный поворот указанных бараба нов 7 и 8 против часовой стрелки, а барабанов 5 и 6 часовой Стрел ке, при этом соответствующие концы гибких звеньев набегают на барабаны: конец 23 - на барабан 8, конец 22 - на барабан 7, конец 18 - на барабан 5, а конец 20 - на барабан 6.
При повороте барабанов одновремен но происходит поворот зубчатых секто ров 9 в том же направлении, что заставляет смещаться зубчатые рейки 10 а с ними золотники 11 в направлении к оси сварочной машины. В результате обеспечивается подача рабочей жидкос ти в полости Д исполнительных цилинд ров и слив ее из полости Е. Цилиндры 4 начинают передвигаться к оси сварочной машины.
Процесс разжатия обратен процессу зажатия труб. При этом винт вращают в противоположную сторону. Шайбы 15 и 16 смещаются от центра к периферии. Шайба 15 тянет концы 18 и 20 гибких звеньев, а шайба 16 - концы 22 и 23. Барабаны 5 и 7 поворачиваются против часовой стрелки, бараба ны 6 и 8 - по часовой стрелке. Соответственно поворачиваются и зубчатые сектора 9. Рейки 10 удаляются от оси сварочной машины, обеспечивая смещение золотников 11 и открывая доступ рабочей жидкости в полость Е и слив ее из полости Д. Происходит разжат.ие сваренных труб.
Применение предлагаемого устройства гарантирует стабильность работы и синхронное схождение исполнительных цилиндров вследствие параллельности подключения приводов управления каждого следящего золотника к общему приводу, одинаковой жесткости привод ных элементов (равенство длин боудебоуденами 25, надетыми на гибкие ° гибких элементов), безлюфтовости соединений, неразрьшности кинематических связей при работе.
нья по всей их длине от привода управления до барабанов.
Каждое из гибких звеньев размещено только на одном полукорпусе и не пересекает плоскость разъема полукорпусов.
.Машина работает следующим образом.
В исходном положении шайбы 15 и 16 смещены от центра к периферии. При вращении винта 12 шайбы смешаются к центру. При этом шайбы 15 и 16 тянут сбегающие с барабанов 7 и 8 концы 17 и 19 гибких звеньев, обеспечивая од
о
5
0
5
0
5 0
новременный поворот указанных барабанов 7 и 8 против часовой стрелки, а барабанов 5 и 6 часовой Стрелке, при этом соответствующие концы гибких звеньев набегают на барабаны: конец 23 - на барабан 8, конец 22 - на барабан 7, конец 18 - на барабан 5, а конец 20 - на барабан 6.
При повороте барабанов одновременно происходит поворот зубчатых секторов 9 в том же направлении, что заставляет смещаться зубчатые рейки 10, а с ними золотники 11 в направлении к оси сварочной машины. В результате обеспечивается подача рабочей жидкости в полости Д исполнительных цилиндров и слив ее из полости Е. Цилиндры 4 начинают передвигаться к оси сварочной машины.
Процесс разжатия обратен процессу зажатия труб. При этом винт вращают в противоположную сторону. Шайбы 15 и 16 смещаются от центра к периферии. Шайба 15 тянет концы 18 и 20 гибких звеньев, а шайба 16 - концы 22 и 23. Барабаны 5 и 7 поворачиваются против часовой стрелки, барабаны 6 и 8 - по часовой стрелке. Соответственно поворачиваются и зубчатые сектора 9. Рейки 10 удаляются от оси сварочной машины, обеспечивая смещение золотников 11 и открывая доступ рабочей жидкости в полость Е и слив ее из полости Д. Происходит разжат.ие сваренных труб.
Применение предлагаемого устройства гарантирует стабильность работы и синхронное схождение исполнительных; цилиндров вследствие параллельности подключения приводов управления каждого следящего золотника к общему приводу, одинаковой жесткости приводных элементов (равенство длин боуде ° гибких элементов), безлюфтово
сти соединений, неразрьшности кинематических связей при работе.
Формула изобретения
1 - - , Машина для контактной стыковой сварки кольцевых стыков труб, содержащая шарнирно связанные разъемные полукорпуса, снабженные механизмами ; зажатия труб в виде группы радиально расположенных и установленных с возможностью радиального перемещения исполнительных гидроцилиндров с приводными золотниками, общим приводом
управления и синхронизирующим устройством, отличающаяс я тем что, с целью повышения точности син- хрониза;иии и исключения разрывов кинематических связей синхронизирую-- щего устройства при работе машины, привод управления золотниками выполнен в виде приводного винта с правой и левой резьбой, двух направляющих, параллельных винту, двух, шайб, каждая из которых имеет отверстия одна с правой, другая с левой резьбой, установленных на направляющих с возможностью взаимодействия с винтом, и ус- тановлен на шарнирной оси разъема полукорпусов, синхронизирующее устройство выполнено в виде барабанов, установленных на одной оси.с барабанами зубчатых секторов, находящихся в за-
цеплении с зубчатыми секторами и связанных со следящими золотниками реек и гибких звеньев, навитых на барабаны один конец каждого из гибких звеньев закреплен на одной из шайб, а другой свободно пропущен через предусмотренное в первой шайбе отверстие и закреплено на другой шайбе, каждое гибкое звено снабжено боуденом по всей его длине от привода управления до барабана и расположено на одном, полукорпусе длин гибких звеньев, навитых на симметрично расположенные относительно плоскости разъема полукорпусов барабаны, равны между собой, направление навивки гибких звеньев на барабаны и расположение реек относительно осей секторов обеспечивает возможность одноименного перемещения реек. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1988 |
|
SU1523282A2 |
| Устройство для автоматического управления механизмами машин-орудий | 1937 |
|
SU55814A1 |
| Устройство для измерения величины растяжения изделия при правке | 1983 |
|
SU1148665A1 |
| Гидропривод ходовых колес дождевальной машины | 1982 |
|
SU1076032A1 |
| МОТОРНОЕ СУДНО В.С.ГРИГОРЧУКА | 1997 |
|
RU2112695C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО НАРАЩИВАНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1994 |
|
RU2094187C1 |
| Устройство для управления реверсивным исполнительным механизмом | 1982 |
|
SU1084444A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018228C1 |
| ПРИВОД ДВИГАТЕЛЬНЫЙ МАЛОГАБАРИТНЫЙ | 2017 |
|
RU2675288C1 |
| Программное устройство | 1988 |
|
SU1733370A1 |

.Изобретение относится к области сварки, в частности Tf. оборудованию для контактной стыковой сварки кольцевых стыков труб. Цель - повышение точности синхронизации механизма зажатия труб и исключение разрывов кинематических связей. При вращении винта 12 шайба 15 тянет гибкие связи. Последние поворачивают барабаны 7 и 8 в одну сторону, а барабаны 5 и 6 - в другую. При повороте барабанов происходит поворот зубчатых секторов и смещение реек 10. В результате осуществляется подача рабочей жидкости в соответствующую полость исполнительных цилиндров 4. Цилиндры передвигаются к оси сварочной машины. При зтом приводы управления золотников подключены параллельно. Жесткость приводных элементов одинакова. Кинематические связи неразрывны. 5 ил.
A f
П и,г.2
16
19
9иг.З
12
I R .ХК
н
иг. г-г
11
13
.
J
It.
/f
9и,г.5
| Авторское свидетельство СССР № 1213605, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
