Изобретение относится к машиностроению и может быть использовано для соединения деталей, в частности для осевой фиксации деталей типа ва- Лов в отверстиях.
Цель изобретения - упрощение конструкции и облегчение сборки.
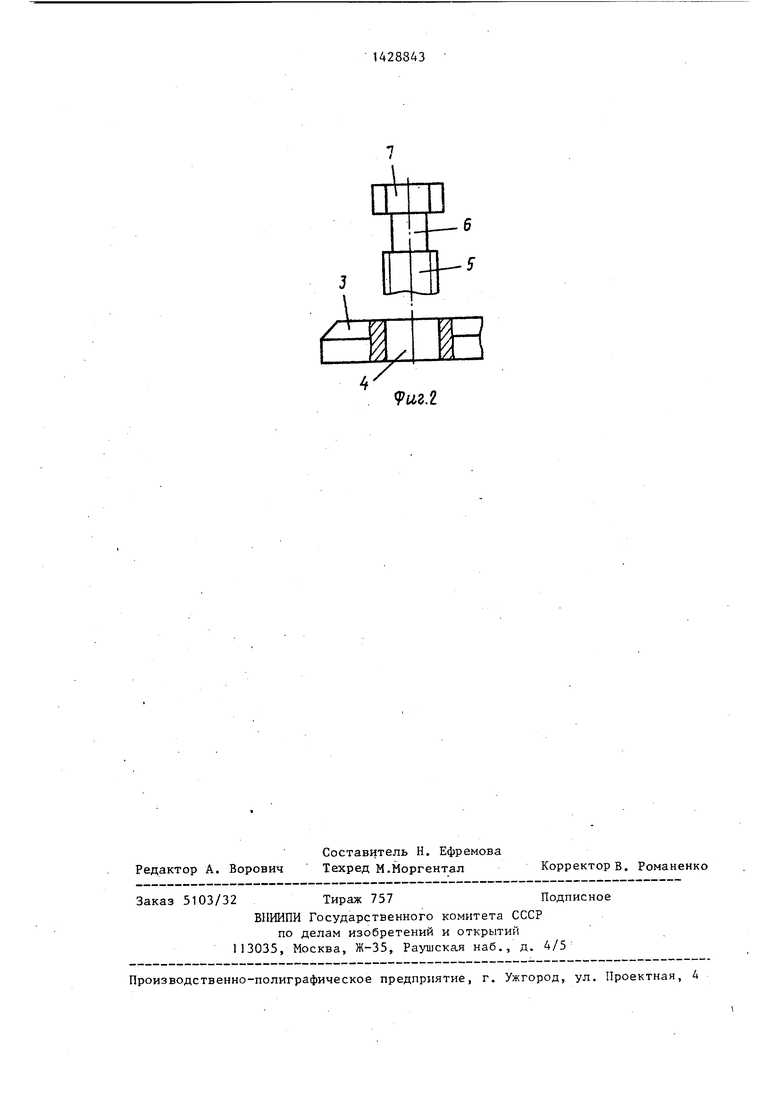
На фиг, 1 изображено резьбовое соединение деталей, общий вид; На фиг. 2 - элементы устройства.
Базовая деталь 1 вьтолнена с двумя или более резьбовыми отверстиями 2, Присоединяемая деталь 3 выполнена с отверстиями 4. Крепежный элемент содержит резьбовый участок 5, цилиндрическую часть 6 меньшего диаметра и головку 7.
Межосевое расстояние А между резьбовыми отверстиями 2 базовой детали 1 больше или меньше межосевого расстояния А между отверстиями 4 .присоединяемой детали 3 на величину разницы наружного диаметра резьбы и диаметра цилиндрической части 6.
Длина цилиндрической части 6 равна глубине отверстия 4 в присоединяемой детали 3,
Установка детали 3 в процессе сбор ки узла проводится с предварительно продетыми в отверстия 4 крепежньши элементами и со смещением последних до соосного совпадения с резьбовыми отверстиями 2, при этом необходимо синхронное завинчивание крепежных элементов.
Отвинчивание тоже должно быть строго синхронным, чем и обеспечивается самостопорение узла, так как при содраганиях, вибрации изделия и других факторах, вызывающих само- повиззольное отвинчивание резьбовых
соединений, вероятность случайного синхронного отвинчивания минимальна. Изобретение обеспечивает надежное соединение деталей при высокой технологичности, а также повышение секретности демонтажа. Формула изобретения
1.Резьбовое соединение деталей, содержащее установленные в несоос- ных отверстиях базовой и присоединяемой деталей крепежные элементы, каж- дьй из которых выполнен с головкой, резьбовым участком и с цилиндрической частью меньшего диаметра со стороны головки, размещенной в отверстии присоединяемой детали, о т л и- чающееся тем, что, с целью упрощения конструкции, межосевое расстояние между отверстиями базовой детали больше или меньше межосевого расстояния иежду отверстиями присоединяемой на величину разницы наружного диаметра резьбы и диаметра цилиндрической части, а длина цилиндрической части равна глубине отверстия в присоединяемой детали.
2.Способ сборки резьбового соединения деталей, включающий операции: установку крепежных элементов в отверстиях присоединяемой детали, ввинчивание их в резьбовые отверстия базовой и смещение относительно отверстий присоединяемой, отличающийся тем, что, с целью упрощения монтажа, после установки крепежных элементов в отверстиях присоединяемой детали их смещают до соосного расположения с резьбовыми отверстиями, а ввинчивание производят синхронно.
9w8.2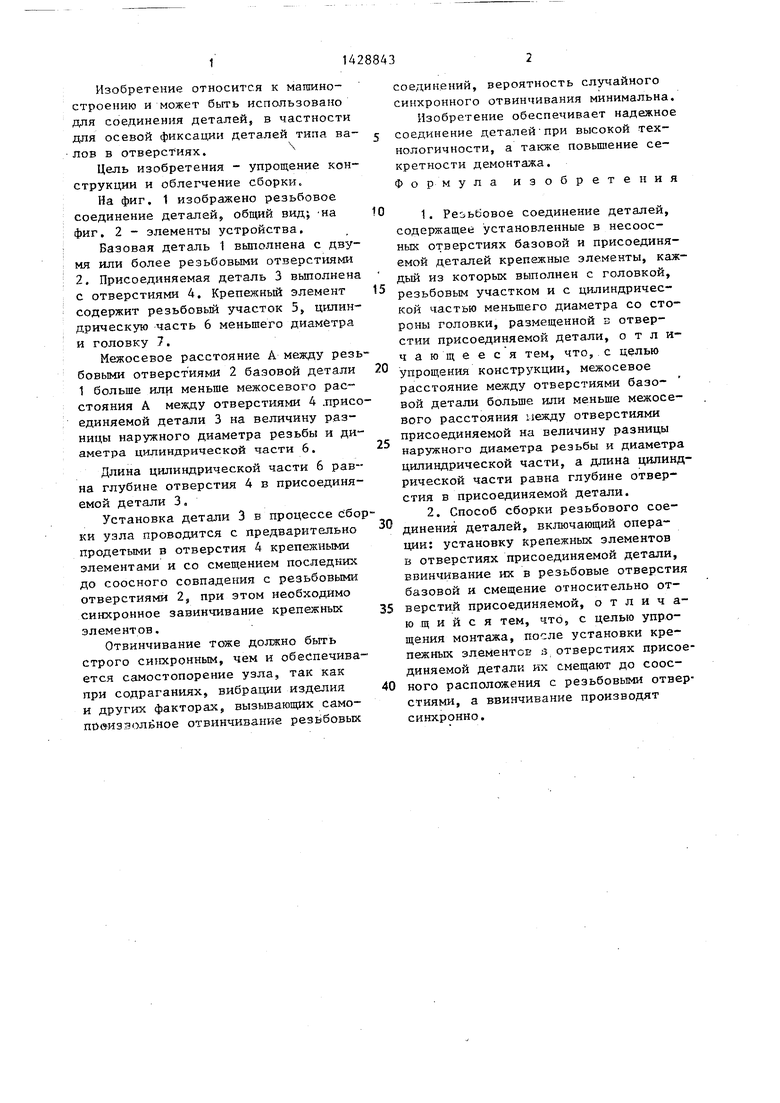
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АНКЕРНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2025581C1 |
| Соединение деталей, предупреждающее утерю крепежного элемента | 1991 |
|
SU1784762A1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| Резьбовое соединение | 1987 |
|
SU1439308A1 |
| Устройство для предотвращения неразрешенного отвинчивания резьбового соединения | 1978 |
|
SU996756A1 |
| Устройство для неразрешенного отвинчивания | 1987 |
|
SU1427095A1 |
| Стопорящееся резьбовое соединение | 2024 |
|
RU2833789C1 |
| ДЕРЖАТЕЛЬ ИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2513470C2 |
| БОЛТ | 1998 |
|
RU2175414C2 |
| Устройство для неразрешенного отвинчивания | 1977 |
|
SU721585A1 |
| Способ соединения деталей | 1986 |
|
SU1368511A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
