5
оо
05 00 СП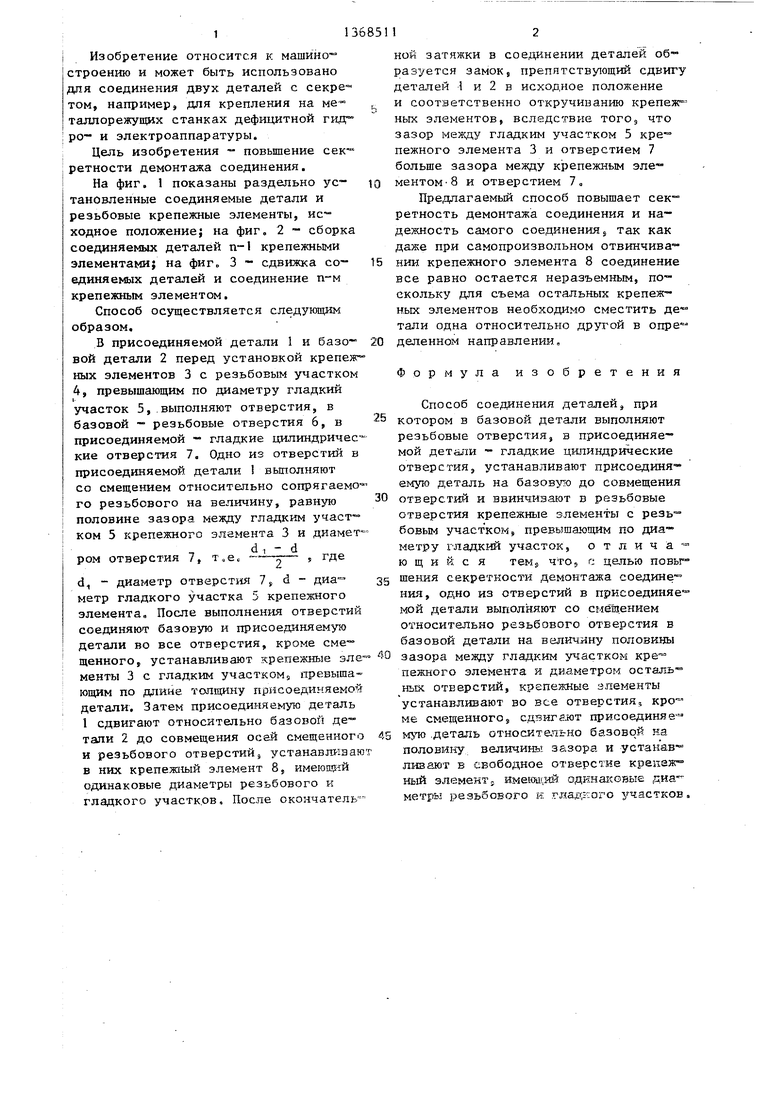
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение деталей и способ его сборки | 1987 |
|
SU1428843A1 |
| Соединение деталей, предупреждающее утерю крепежного элемента | 1991 |
|
SU1784762A1 |
| СПОСОБ РЕЗЬБОВОГО КРЕПЛЕНИЯ ДЕТАЛЕЙ | 2009 |
|
RU2401950C1 |
| Устройство для неразрешенного отвинчивания | 1990 |
|
SU1754937A1 |
| Крепежное устройство /его варианты/ | 1982 |
|
SU1751473A1 |
| Способ получения неразъемного соединения | 1978 |
|
SU765529A1 |
| Устройство для неразрешенного отвинчивания | 1981 |
|
SU1075022A1 |
| Устройство для соединения деталей | 1980 |
|
SU941720A1 |
| Способ соединения деталей | 1988 |
|
SU1587235A1 |
| Соединение деталей | 1990 |
|
SU1751459A1 |
Изобретение относится к машиностроению и может быть использовано для соединения двух деталей с секретом, например для крепления на металлорежущих станках дефицитной гидрои электроаппаратуры. Цель изобретения - повышение секретности демонтажа соединения. Для этого в детали 1 одно из отверстий 7 смещают относительно резьбового отверстия 6, Величина смещения равна половине зазора между отверстием 7 и гладким участком 5. Собирают детали при помощи крепежных элементов 3 с утоненным гладким участком 5. Элементы 3 размещают во всех отверстиях, кроме смещенного. Затем деталь 1 сдвигают до совпадения осей смещенного и резьбового отверстий и устанавливают в них крепежньй элемент 8 с гладким и резьбовым участками одинакового диаметра. Даже при самопроизвольном отвинчивании элемента 8 соединение остается неразъемным, т.к. для съема остальных крепежных элементов необходимо сместить одну деталь относительно другой в определенном, направлении. 3 ил. с Ф (Л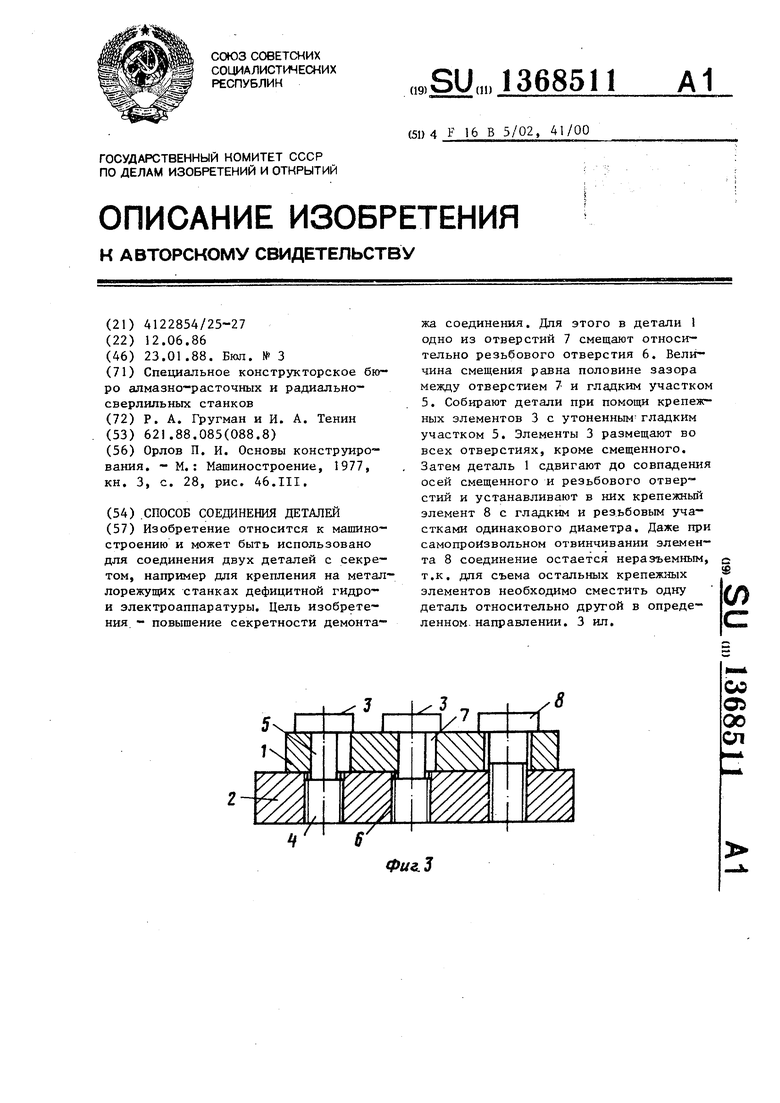
Фиг.3
Изобретение относится к машино строению и может быть использовано для соединения двух деталей с секре том, например, для крепления на ме- таллорежущих станках дефицитной гид ро и электроаппаратуры.
Цель изобретения - повышение сек ретности демонтажа соединения.
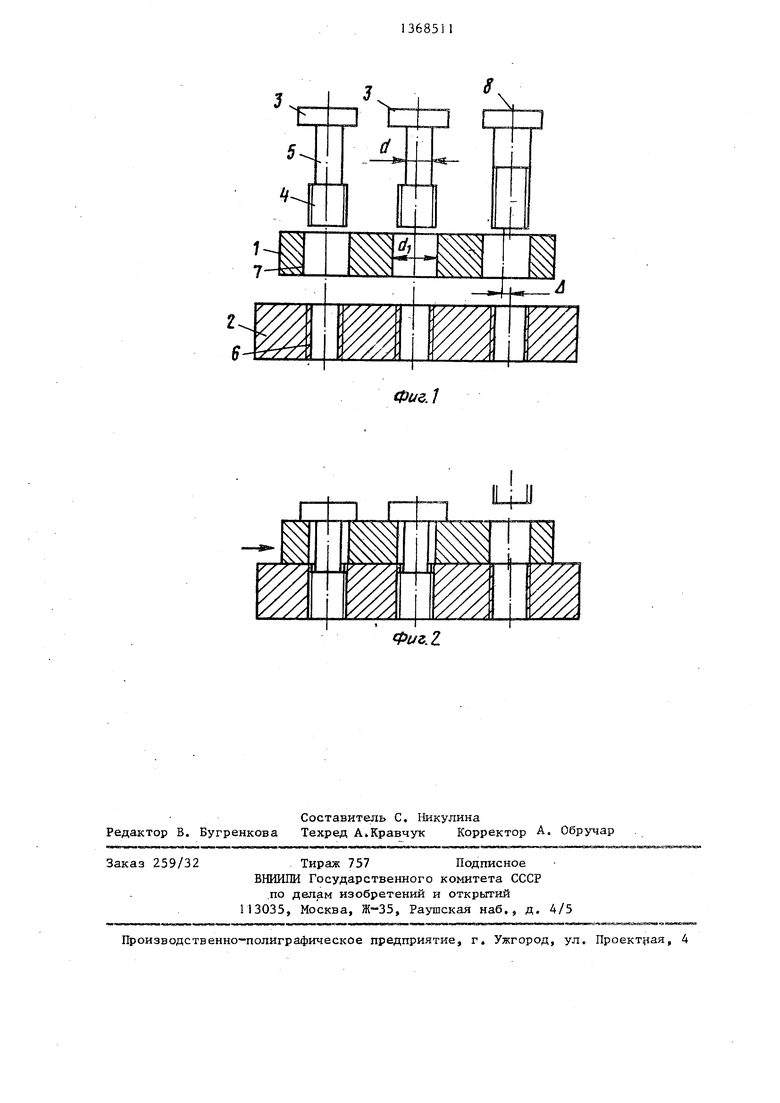
На фиг. 1 показаны раздельно ус- тановленные соединяемые детали и резьбовые крепежные элементы, ис ходное положение} на фиг„ 2 - сборка соединяемых деталей п-1 крепежными элементами; на фиг 3 сдвижка со- единяемых деталей и соединение п-м крепежным элементом.
Способ осуществляется следующим образом.
В присоединяемой детали 1 и базо вой детали 2 перед установкой крепеж ных элементов 3 с резьбовым участком 4, превышающим по диаметру гладкий
Iучасток 5,.выполняют отверстия, в базовой - резьбовые отверстия 6, в присоединяемой - гладкие цилиндричес- кие отверстия 7. Одно из отверстий в присоединяемой детали вьшолняют со смещением относительно сопрягаемо- го резьбового на величину, равную половине зазора между гладким участ ком 5 крепежного элемента 3 и диамет
di - d ром отверстия 7, т,е. ----- , где
d, - диаметр отверст1Ш 7 d - диа метр гладкого участка 5 крепежного элемента. После выполнения отверстий соединяют базовую и присоединяемую детали во все отверстия, кроме смещенного, устанавливают крепежные элементы 3 с гладким участком9 превышающим по длине толщину присоединяемой детали. Затем присоединяе гую деталь 1 сдвигают относительно базовой детали 2 до совмещения осей смещенного и резьбового отверстий, устанавлршаю в них крепеж1 ый элемент 8, имеющЕ й одинаковые диаметры резьбового и гладкого участков, После окончатель
5
5
0
5
0
ной затяжки в соединении деталей образуется замок, препятствующий сдвигу деталей I и 2 в исходное положение и соответственно откручиванию крепеяе ных элементов, вследствие TorOj что зазор между гладким участком 5 кре пежного элемента 3 и отверстием 7 больше зазора между крепежным элементом -8 и отверстием 7
Пре,цлагаемый способ повышает секретность демонтажа соединения и надежность самого соединенияS так как даже при самопроизвольном отвинчивании крепежного элемента 8 соединение все равно остается неразъемным, поскольку для съема остальных крепежных элементов необходимо сместить де- тали одна относительно другой в опре- деленном направлении,
Формула изобретения
Способ соединения деталей, при котором в базовой детали выполняют резьбовые отверстия, в присоединяемой детали - гладкие цилиндрические отверстия, устанавливают присоединя- ему деталь на базовую до совмещения отверстий и ввинчивают в резьбовые отверстия крепежные элементы с резьбовым участ ком, превышающим по диаметру гладкий участок, о т л и ч а. ю щ и и с я текг ЧТО5 целью повышения секретности демонтажа соедине НИЛ, одно из отверстий в присоединяем ьюй детали выполняют со смешением относительно резьбового отверстия в базовой детали на величину половины зазора мелоду гладким участком кре пежного элемента и диаметром остгшь- ных отверстий, крепежные элементы устанавливают во все отверстия, ме смещенного, сдвигgjOT присоединяв мую .деталь относкта ьно базовой на половин-у величины зазора и устанав- лизают в свободное отверстие крепаж ный элемент 5 аме1Ш1,ий одкнаковые pHa метры резьбового к участков.
т
/1
с
di
Фиг.
Фиг.1
| Орлов П | |||
| И | |||
| Основы конструирования | |||
| - М.: Машиностроение, 1977, кн | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
