Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для крепления съемных элементов конструкций, например съемных крышек радиоэлектронных блоков, в процессе эксплуатации которых необходимо предотвратить выпадание крепежных болтов или винтов как при случайном их отвинчивании под действием эксплуатационных нагрузок, так и при съеме и установке в процессе технического обслуживания или ремонта.
Цель изобретения - повышение технологичности конструкции.
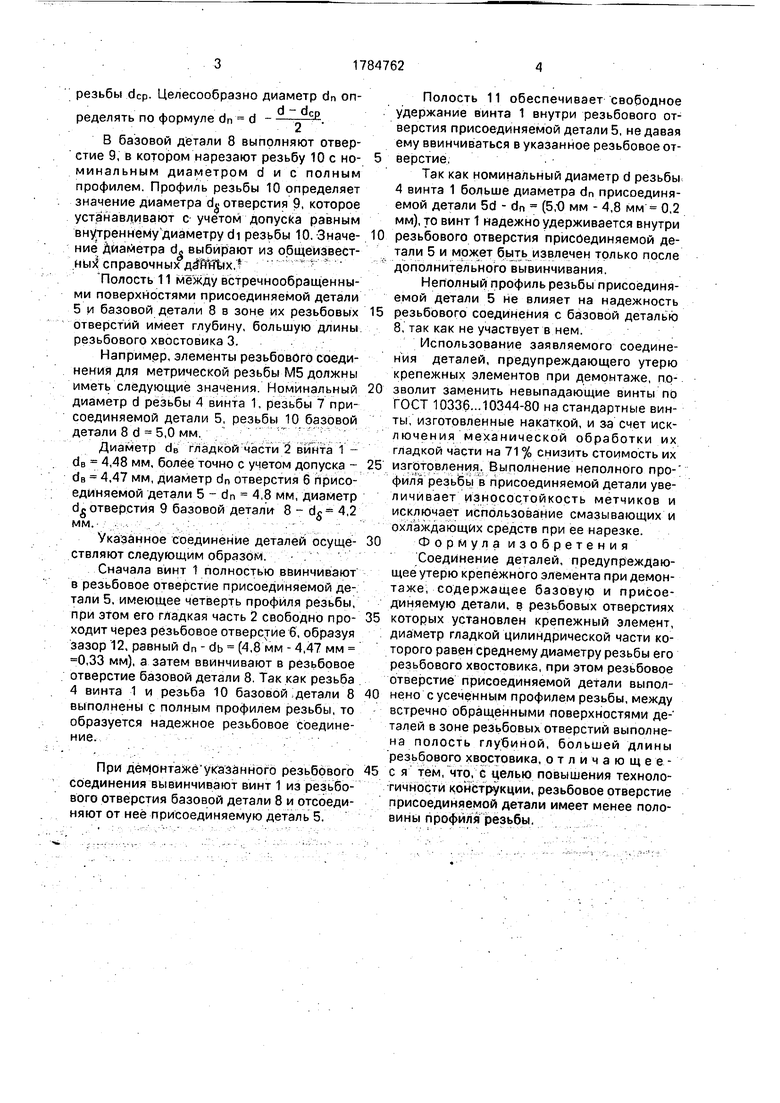
На чертеже изображено предлагаемое соединение деталей, предупреждающее утерю крепежного элемента при демонтаже.
Соединение деталей, предупреждающее утерю крепежного элемента при демонтаже, содержит крепежный элемент винт 1, имеющий гладкую цилиндрическую часть 2
и резьбовый хвостовик 3, резьба 4 которого имеет полный профиль и номинальный диаметр d Полный профиль резьбы 4 получают накаткой на стержне - заготовке диаметром da, который выбирают равным среднему диаметру резьбы dcp, а более точно, с учетом допуска, диаметру стержня под накатку из общеизвестных справочных данных Как до, так и после накатки резьбы 4 гладкую часть 2 винта 1 не подвергают механической обработке и ее диаметр равен указанному значению de. Таким образом, винт 1 имеет самую технологичную конструкцию, которая изготавливается самым дешевым и прогрессивным способом - накаткой.
В присоединяемой детали 5 выполняют отверстие 6, в котором нарезают резьбу 7 с номинальным диаметром dn с неполным профилем. Профиль резьбы определяет значение диаметра dn отверстия 6, которое устанавливают больше среднего диаметра
Ч 00
О Ю
резьбы dcp. Целесообразно диаметр dn on. . d-dcp ределять по формуле dn
В базовой детали 8 выполняют отверстие 9, в котором нарезают резьбу 10 с номинальным диаметром d и с полным профилем. Профиль резьбы 10 определяет значение диаметра d. отверстия 9, которое устанавливают с учетом допуска равным внутреннему диаметру di резьбы 10. Значение Диаметра d выбирают из общеизвестный справочных .
Полость 11 между встречнообращенны- ми поверхностями присоединяемой детали 5 и базовой детали 8 в зоне их резьбовых отверстий имеет глубину, большую длины резьбового хвостовика 3.
Например, элементы резьбового соединения для метрической резьбы МБ должны иметь следующие значения. Номинальный диаметр d резьбы 4 винта 1, резьбы 7 присоединяемой детали 5, резьбы 10 базовой детали 8 d 5,0 мм.
Диаметр dB гладкой части 2 винта 1 - dB 4,48 мм, более точно с учетом допуска - dB 4,47 мм, диаметр dn отверстия 6 присоединяемой детали 5 - dn 4,8 мм, диаметр dp отверстия 9 базовой детали 8 - d$ 4,2 мм.
Указанное соединение деталей осуществляют следующим образом.
Сначала винт 1 полностью ввинчивают в резьбовое отверстие присоединяемой детали 5, имеющее четверть профиля резьбы, при этом его гладкая часть 2 свободно проходит через резьбовое отверстие 6, образуя зазор 12, равный dn - db (4,8 мм - 4,47 мм 0,33 мм), а затем ввинчивают в резьбовое отверстие базовой детали 8. Так как резьба 4 винта 1 и резьба 10 базовой детали 8 выполнены с полным профилем резьбы, то образуется надежное резьбовое соединение.
При демонтаже указанного резьбового соединения вывинчивают винт 1 из резьбового отверстия базовой детали 8 и отсоединяют от нее присоединяемую деталь 5.
Полость 11 обеспечивает свободное удержание винта 1 внутри резьбового отверстия присоединяемой детали 5, не давая ему ввинчиваться в указанное резьбовое отверстие,
Так как номинальный диаметр d резьбы 4 винта 1 больше диаметра dn присоединяемой детали 5d - dn (5,0 мм - 4,8 мм 0,2 мм), то винт 1 надежно удерживается внутри
резьбового отверстия присоединяемой детали 5 и может быть извлечен только после дополнительного вывинчивания.
Неполный профиль резьбы присоединяемой детали 5 не влияет на надежность
резьбового соединения с базовой деталью 8, так как не участвует в нем.
Использование заявляемого соединения деталей, предупреждающего утерю крепежных элементов при демонтаже, позволит заменить невыпадающие винты по ГОСТ 10336...10344-80 на стандартные винты, изготовленные накаткой, и за счет исключения механической обработки их гладкой части на 71 % снизить стоимость их
изготовления. Выполнение неполного про- филя резьбы в присоединяемой детали увеличивает износостойкость метчиков и исключает использование смазывающих и охлаждающих средств при ее нарезке.
Формула изобретения
Соединение деталей, предупреждающее утерю крепежного элемента при демонтаже, содержащее базовую и присоединяемую детали, в резьбовых отверстиях
которых установлен крепежный элемент, диаметр гладкой цилиндрической части которого равен среднему диаметру резьбы его резьбового хвостовика, при этом резьбовое отверстие присоединяемой детали выполнено с усеченным профилем резьбы, между встречно обращенными поверхностями де- талей в зоне резьбовых отверстий выполнена полость глубиной, большей длины резьбового хвостовика, отличающеес я тем, что, с целью повышения технологичности конструкции, резьбовое отверстие присоединяемой детали имеет менее половины профиля резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей | 1986 |
|
SU1368511A1 |
| Резьбовое соединение | 1987 |
|
SU1439308A1 |
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| Резьбовое соединение | 1985 |
|
SU1286843A1 |
| ВОЛНОВАЯ ГЕРМЕТИЧНАЯ ПЕРЕДАЧА АБРАМОВА В.А. | 2012 |
|
RU2551556C2 |
| Соединение деталей | 1990 |
|
SU1751459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2551691C2 |
| ВИНТ С НЕВЫПАДАЮЩИМИ ДЕТАЛЯМИ | 2013 |
|
RU2534896C1 |
| КОМПЛЕКТ ДЕТАЛЕЙ ДЛЯ КОМБИНИРОВАННОГО ОСТЕОСИНТЕЗА У СОБАК И КОШЕК | 2023 |
|
RU2825103C1 |
| РЕЗЬБОНАРЕЗНАЯ ГАЙКА, ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГАЙКИ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ГАЙКИ И БОЛТА | 2011 |
|
RU2572775C2 |

Соединение деталей, предупреждающее утерю крепежного элемента при демонтаже. Использование: в машиностроении, в соединениях деталей, предупреждающих утерю крепежных элементов. Сущность изобретения: крепежный элемент (КЭ) установлен в резьбовых отверстиях присоединяемой и базовой деталей. В зоне резьбовых отверстий между встречно-обра- щенными поверхностями деталей выполнена полость глубиной, большей глубины резьбового хвостовика КЭ. Диаметр гладкой цилиндрической части КЭ равен среднему диаметру резьбы, а резьба присоединяемой детали выполнена с более чем наполовину усеченным профилем. 1 ил.
| Акурьев В.И | |||
| Справочник конструктора машиностроителя | |||
| М : Машиностроение, 1978, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ступка | 1922 |
|
SU536A1 |
