Фиа.1
Изобретение относится к области машиностроения, к изготовлению деталей на токарных станках, в первую очередь многошпиндельных.
Для изготовления длинных деталей из штучных заготовок в производстве обычно применяют двухцанговые патроны, в том числе на многошпиндельных станках. При этом корпус выполняют в виде одной детали, а упор - в вид е другой. А для принудительного разжима дополнительной цанги применяют выталкиватель, выполненный в виде резьбовой насадки на основную цангу. Известны также одноцанговые патроны к многошпиндельным полуавтоматам.
Наиболее близким к предлагаемому устройству является цанговый патрон, в котором корпус выполнен в виде одной детали, жесткий упор в виде другой, а выталкиватель выполнен в виде резьбовой насадки на основную цангу. Недостатком его является то, что упор, который находятся в глубине патрона при отладке станка с целью получения линейных размеров детали может быть подрезан только с продольного суппорта. В результате получают большой разброс размеров для разных шпинделей многошпин- дел.ьного станка и соответственно нестабильность линейных размеров обрабатываемых деталей. Кроме-того, выталкиватель, навернутый на основную цангу, выполняет дополнительно роль ее центрирующего элемента. Так как центрирующие элементы выполнены в различных деталях, ухудшается качество получения диаметральных размеров.
В известной конструкции выталкиватель, установленный на основной цанге с помощью резьбы, кроме выталкивания дополнительной цанги, выполняет вторую функцию - центрирование заднего конца основной цанги. Как известно, резьбовое соединение не дает точного центрирования из-за наличия в нем зазора. Уменьшить погрешность, вызванную зазором в резьбовом соединении, можно шлифованием выталкивателя с основной цангой в сборе. Однако, при сборке основной цанги с дополнительной выталкиватель придется свинчивать с основной цанги и навинчивать вновь. В результате все равно погрешность остается.,
Целью изобретения является повышение точности закрепления детали и технологичности зажимного приспособления,
Поставленная цель достигается тем, что корпус патрона выполнен составным, со- стоящйм из двух деталей. Первая в виде фланца с выступами, выполняющими функцию упора, вторая в виде стакана, жестко
скрепленного с первой. Это позволяет вначале смонтировать на шпинделях станка фланцы-с выступами, затем подрезать торцы выступом, являющихся упорами при базйровании, в один размер за счет поворота , шпиндельного барабана одним резцом, закрепленным на одном из поперечных суппортов. Для обеспечения минимального разброса линейных размеров деталей, за0 жимаемых в патронах, которые установлены на шпинделях станка, упоры во всех патронах подрезаются в один размер непосредственно на станке. Конструктивно многошпиндельные станки выполнены так,
5 что с поперечного суппорта обеспечивается более высокая точность и стабильность выполнения линейных размеров при подрезке. Тем самым обеспечивается максимально возможная точность взаимного расположе0 ния подрезанных торцев выступов во всех патронах многошпиндельного станка. После этого к фланцу.крепится вторая часть корпуса, выполненная в виде стакана, в котором размещены основная цанга и допол5 нительная цанга. Центрирование заднего конца основной цанги осуществляется не- посредстенно по отверстию фланца, (пов-ть Б), упоры которого размещены в прорезях основной цанги, а выталкиватель дополни0 тельной цанги состоит из двух полуколец, расположенных в проточке основной цанги, установленных с зазором В относительно стакана и скрепленных пружинным кольцом.
5 В результате подрезка упоров в новом устройстве производится до сборки фланца со стаканом с поперечного суппорта, что повышает точность и стабильность линейных размеров изготовляемых деталей, а
0 центрирование производится непосредственно по отверстию фланца - упора без переходного элемента, что повышает качество изготовления диаметральных поверхностей.
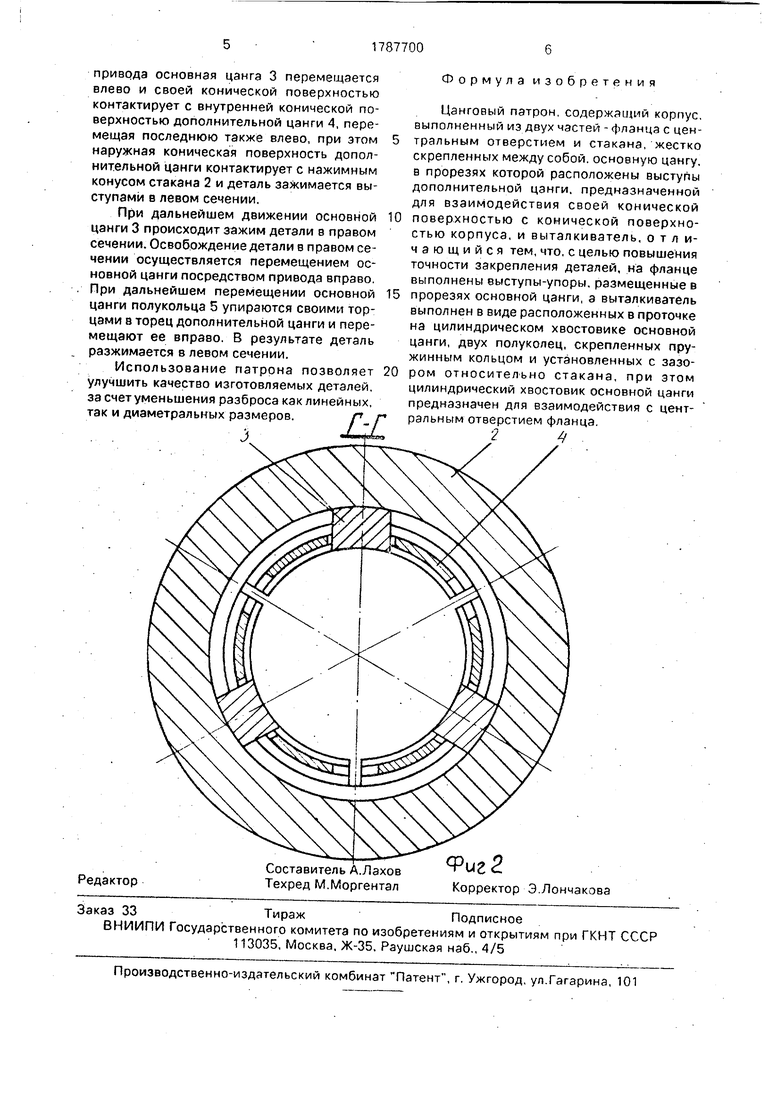
5 Сущность предлагаемого устройства поясняется чертежом, где на фиг, 1 изображен патрон цанговый двухрядный; на фиг. 2 - разрез Г-Г на фиг. 1, Патрон состоит из фланца 1 с упорами А. К фланцу 1 крепится
Q стакан 2, в котором размещены основная цанга 3 и дополнительная цанга 4. В проточке, выполненной на цилиндрическом хвостовике основной цанги 3 установлен выталкиватель в виде двух полуколец 5,
5 скрепленных пружинным кольцом 6, Цилиндрический хвостовик основной цанги 3 размещен и базируется в отверстии фланца 1. . Патрон работает следующим образом. Обрабатываемая деталь вставляется в патрон и подается до упора А, При включении
привода основная цанга 3 перемещается влево и своей конической поверхностью контактирует с внутренней конической поверхностью дополнительной цанги 4, перемещая последнюю также влево, при этом наружная коническая поверхность дополнительной цанги контактирует с нажимным конусом стакана 2 и деталь зажимается выступами в левом сечении.
При дальнейшем движении основной цанги 3 происходит зажим детали в правом сечении. Освобождение детали в правом сечении осуществляется перемещением основной цанги посредством привода вправо. При дальнейшем перемещении основной цанги полукольца 5 упираются своими торцами в торец дополнительной цанги и перемещают ее вправо. В результате деталь разжимается в левом сечении.
Использование патрона позволяет улучшить качество изготовляемых деталей, за счет уменьшения разброса как линейных, так и диаметральных размеров.
д
Формула изобретения
Цанговый патрон, содержащий корпус, выполненный из двух частей - фланца с центральным отверстием и стакана, жестко скрепленных между собой, основную цангу, в прорезях которой расположены выступы дополнительной цанги, предназначенной для взаимодействия своей конической
поверхностью с конической поверхностью корпуса, и выталкиватель, отличающийся тем, что, с целью повышения точности закрепления деталей, на фланце выполнены выступы-упоры, размещенные в
прорезях основной цанги, а выталкиватель выполнен в виде расположенных в проточке на цилиндрическом хвостовике основной цанги, двух полуколец, скрепленных пружинным кольцом и установленных с зазором относительно стакана, при этом цилиндрический хвостовик основной цанги предназначен для взаимодействия с центральным отверстием фланца. 24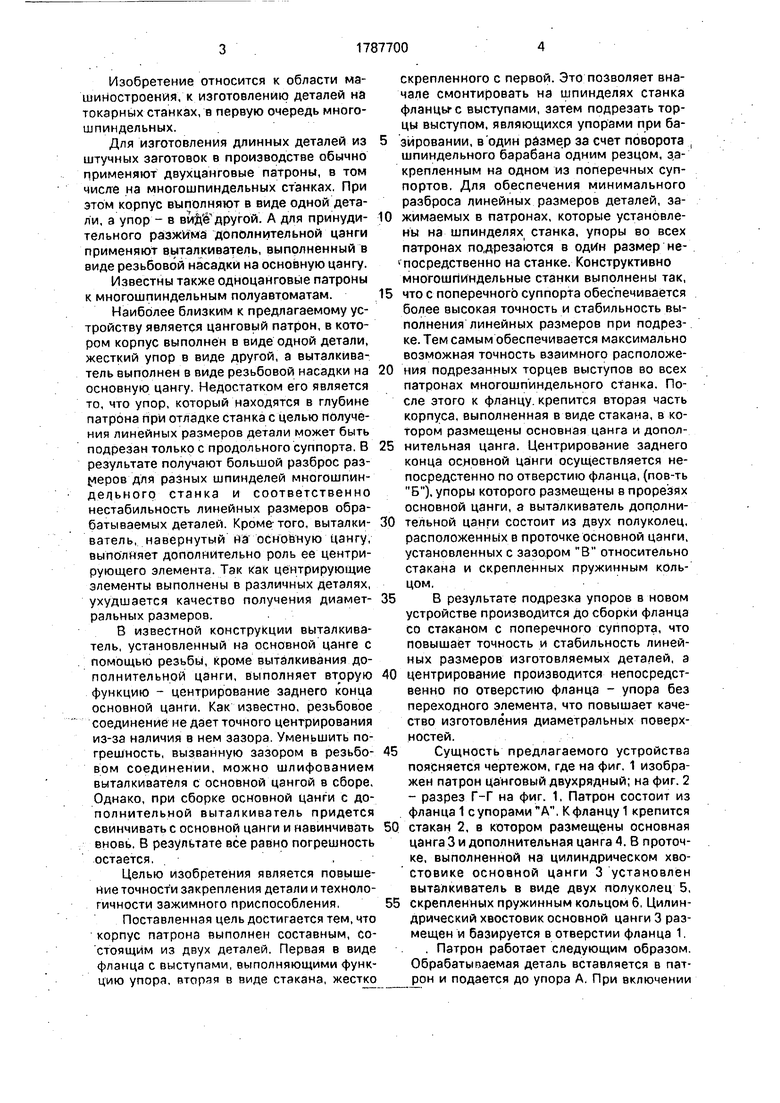
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимной патрон | 1990 |
|
SU1787702A1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
| Устройство к станку для образования внутренней резьбы | 1987 |
|
SU1442339A2 |
| Цанговый патрон | 1984 |
|
SU1220873A1 |
| Устройство для зажима и разжима инструментальных оправок в шпинделях многошпиндельной головки | 1986 |
|
SU1743734A1 |
| Зажимной патрон | 1989 |
|
SU1785838A1 |
| Устройство для поддержки втулок с эксцентричным отверстием при отрезке | 1989 |
|
SU1703264A1 |
Использование: в машиностроении для закрепления деталей на токарных станках. Сущность изобретения: корпус патрона выполнен из двух частей: фланца 1 с выступами-упорами А и жестко прикрепленного к фланцу 1 стакана 2. В стакане 2 установлены основная цанга 3 и дополнительная цанга 4. Упоры А фланца 1 размещены в прорезях основной фанги 3. В проточке, выполненной на цилиндрическом хвостовике основной цанги 3, установлен выталкиватель, состоящий из двух полуколец 5, скрепленных пру- жинным кольцом 6. Цилиндрический хвостовик основной цанги 3 размещен в центральном отверстии фланца 1. При включении привода основная цанга 3, перемещаясь влево, контактирует с дополнительной цангой 4, которая взаимодействуя с нажимным конусом стакана 2 зажимает своими выступами деталь. 2 ил.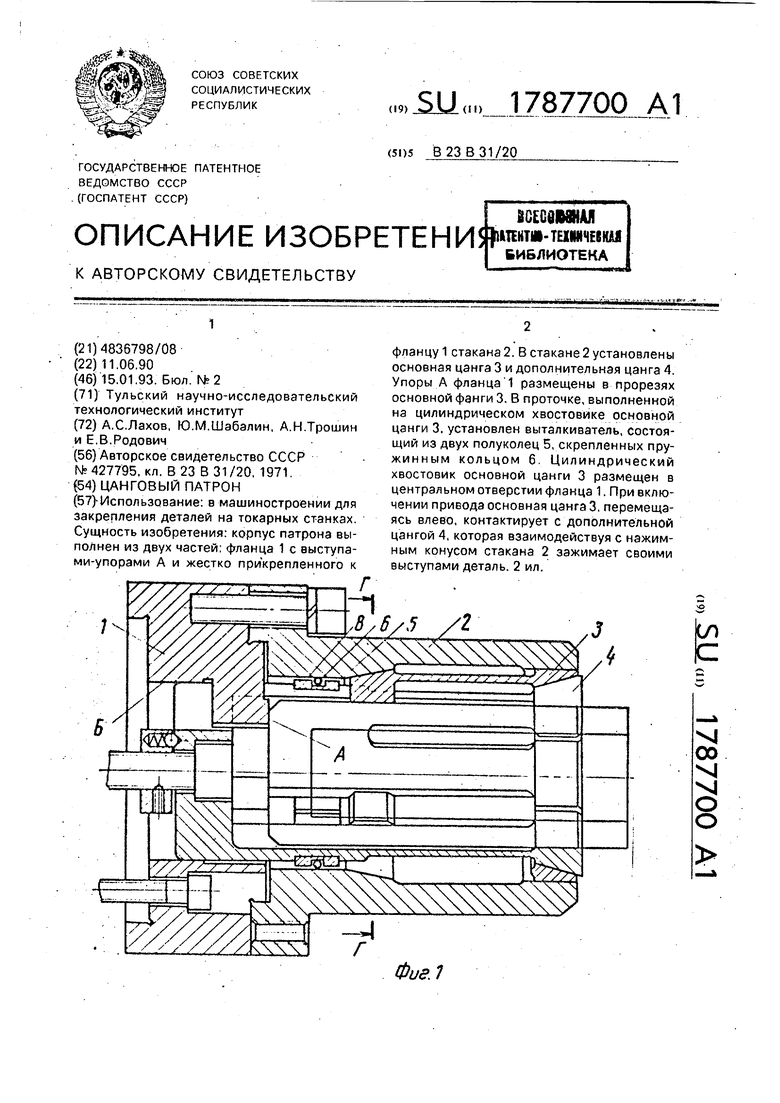
| ЦАНГОВЫЙ ПАТРОН | 1971 |
|
SU427795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
