Известны способы регулирования скоростного режима работы рабочих клетей сортовых станов с использованием отводящихся (убираю- . щихся) ироводок, которые предполагают отведение проводок только при перевалке валков, в то время как при работе стана oint устанавли-, ваются жестко, подобио стациопарпым проводкам. При этом регулирование осуществляется через петлю, создаваемую между клетями чистовой группы. Однако получение петли без фасонного профиля размеров, достаточных для автоматического регулирования скоростного режима стана, может быть дост11гнуто только за счет существенного . увеличения межклетьевых расстояний, что увеличивает площадь здания, усложняет петлевые устройства между клетями, увеличивает время прохождения полосы через стан.
Предлагаемый способ установки проводок к рабочим клетям сорi-QBbix станов отличается тем, что арматуру проводок, после прохода передним концом раската валков данной или последующе клети соответственно для вводной или выводной стороны, отводят в сторону от полосы и от валков.
Применение предлагаемого способа установки проводок обеспечивает максимальное использование межклетьевого промежутка для создания петли наибольшей длины.
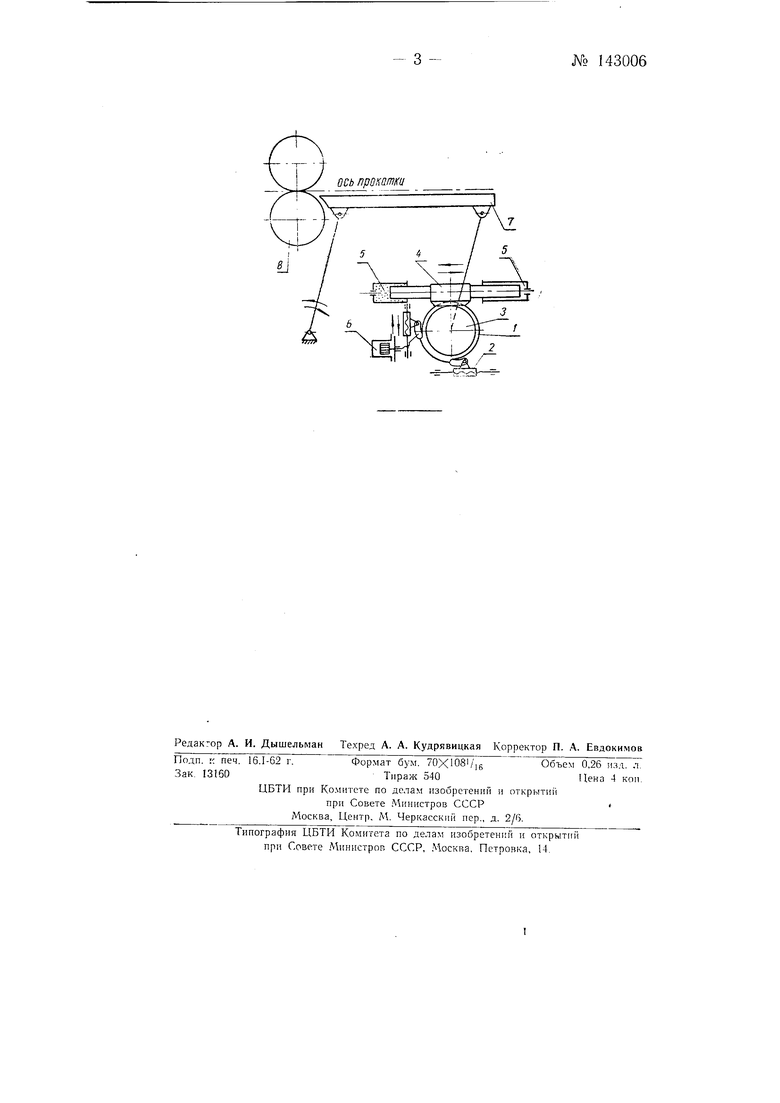
На чертеже показана кинематическая схема возможного осуществления предлагаемого способа, например, применительио к габаритам рабочей клети непрерывного сортового стана.
Механизм проводок выполняют из храпового колеса /, храповиков 2, реечной шестерни , рейки 4, гидроцилиндров 5, нневмоцилиндра 6 и нроводкового стола 7.
Привод поворота стола осуществляется от двух гидроцилиндров -5 через рейку 4 и реечную шестерню 5, укрепленную на оси задних рыча№ 1430062 гов. Для фиксирования стола в верхнем положении служат храповики 2. Положение .храповиков регулируется винтами. Один из храповиков ограничивает ход стола при его подъеме вверх, в рабочее положение, другой -предотврани1ет опускание стола при отключенном гидроприводе /.
При подъеме стола проводковые ножи скользят по поверхности Балка, поджимаяТтружины, пока стол не дойдет до упора в храповик 2.
После выхода переднего конца полосы из клети (от фотоэлемента или другого датчика) производится включепие пневмоцилиндра 6, который выводит собачку из зацепления с храповым колесом и дает, таким образом, возможность гидроприводу произвести опускание стола с проводками. После выхода заднего конца раската.из клети дается импульс на подъем стола.
Гидропривод стола смонтирован в виде компактной коробки непосредственно на станине клети и подсоединен к той же системе, что и гидросбив окалины. Благодаря подпружиниванию проводковые ножи практически не воспринимают ударной нагрузки при остановке стола в верхнем положении, т. к. она воспринимается храповико.м 2. Приче.м, сила удара ослабляется за счет демпфирования гидроцилиидров. Установка верхних проводковых ножей (в тех пропусках, где они необходимы) сохраняется при этом в прежнем виде.
Стол может легко сниматься с рычагов и заменяться новым с заранее собранными проводками.
ВНИИМЕТМАШ и НИИТЯЖМАШ отметили полезность и оригинальность предлагаемого способа установки проводок сортовых станов.
В заключении отмечается, что образование петли согласно предлагаемому способу, которое начинается у валков 8 с помощью верхнего или нижнего давлений или в комбинации с отгибаЕощим роликом, который может быть установлен в непосредственной близости от валков, при отодвигающейся или раскрывающейся проводке для образования петли - является новым и более целесообразным по сравнению с известными.
П р е д .м е т изобретения
Способ установки проводок к рабочим клетям сортовых станов, отличающийся тем, что, с целью .максимального использования межклетьевого про.межутка для создания петли наибольшей величины, арматуру проводок, после прохода передним концом раската валков данной или последующей клети соответственно для вводной или выводной стороны, отводят в сторону or полосы и от валков.

| название | год | авторы | номер документа |
|---|---|---|---|
| Межклетьевой петлевой стол непрерывно-сортового стана | 1959 |
|
SU127638A1 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Способ прокатки в станах трио с сопряженными калибрами | 1950 |
|
SU113503A1 |
| СПОСОБ УСТАНОВКИ ПРОВОДКОВОЙ АРМАТУРЫ У ПЕРЕДВИЖНЫХ РАБОЧИХ КЛЕТЕЙ СОРТОПРОКАТНЫХСТАНОВ | 1964 |
|
SU166643A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |