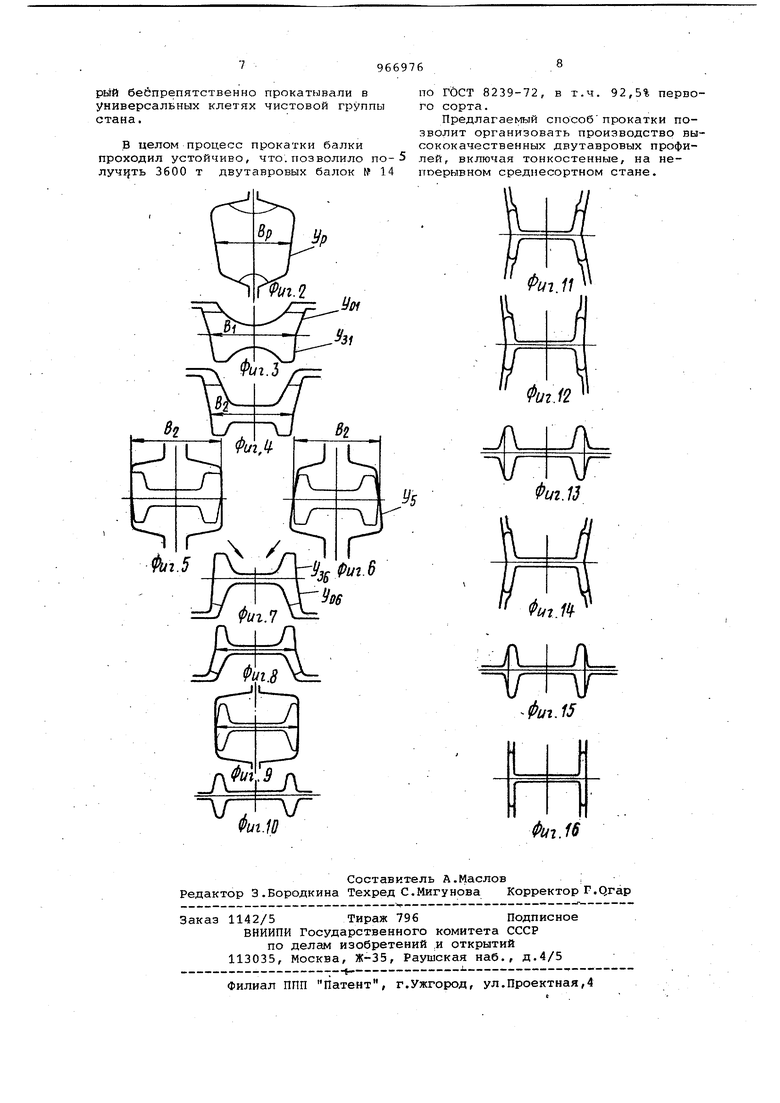
Изобретение относится к сортовой прокатке и может быть использовано при прокатке двутавровых профилей на непрерывных станках, снабженных гори зонтальными вертикальными и универ - сальными клетями. Известен способ прокатки двутавро вых балок на линейных и последовательных станах с применением закрыты балочных калибров с чередованием обработки открытых и закрытых фланцев после каждого прохода. При этом укло ны наружных граней (выпуски) калибро составляют 2-4% у закрытых фланцев, 5-8% у отк Ж1Тых фланцев с прямой шей кой и 10-12% с изгнутой шейкой Cl3Прокатка по этому способу харакл:еризуется тем, что после каждого прохода (или нескольких проходов) передний и задный концы полосы чередуются при задаче в валки. При таком чередовании на обоих кондах поло сы вследствие отставания металла шей ки в очаге деформации образуются так называемые языки - местные удлинения средней части раската С2. Благодаря языку облегчается вход металла в валки, так как язык захв тывается валками вначале и втягивает полосу в калибр, несмотря на то, что ширина ее по отогнутым фланцам больше ширины калибра по закрытым фланцам: в процессе захвата полосы валками производится противойзгиб фланцев. Язык способствует также надежному съему полосы с валков. Недостатком этого способа является ограниченная производительность прокатных станов. Кроме того, чередование открытых и закрытых фланцев ограничивает величину уклонов и обжатия по толщине открытых фланцев, так как величина отжатия фланцев пря мо пропорционально зависит от величи ны уклона открытого фланца, С увеличением выпуска открытых фланцев более 10-12% ухудшаются условия входа открытых фланцев раската в закрытые фланцы калибра, профиль получается н неустойчивых размеров и появляется закат по полке. Поэтому при таком способе прока гки увеличенные, выпуски до 15-20% не рекомендуются ГЗЗ, Известен способпрокатки йалок в закрытых калибрах без чередования об работки открытых и закрытых фланцев в двух смежных калибрах, причем при переходе от одной пары к другой В первом калибре следующей пары рекомендуется иметь изогнутую шейку 4. Преимуществом такого способа является более равномерное распределение интенсивности деформации по се .чению полосы и сокращение затрат эне ргии. Однако выпуски калибров по открытым- фланцам ограничены величиной 10%, что приводит к указанным недостаткам. . Известен также способ прокатки балок на непрерывных станах, состоящих из реверсивной клети и непрерывной группы С.5 3. По этому способу прокатка в реверсивной клети ведется в открытых или закрытых разрезных и балочных калибрах, в непрерывной группе - в закрытых балочных калибрах с обычными значениями выпусков, а также в универсальных балочных калибрах. При прокатке в реверсивной клети за 3-5 проходов на переднем и заднем концах раската образуется указанный язык, который облегчает прокатку в закрытых калибрах непрерывной группы стана. . Недостатком этого способа является то, что применение реверсивной клети приводит к понижению произ- . водительности, к недостаточно полному использованию возможностей непрерывной группы стана. Наиболее близким к предлагаемому способу является способ полностью непрерывной прокатки двутавровых профилей Сб 1. По этому способу прокатка ведется в закрытых балочных калибрах с обычными значениями выпусков. Полоса получает в каждой клети один про ход и заходит в.валки всегда передним концом. При этом, как показал опыт эксплуатации таких станков и специальные исследования 6J, язык на передней части раската, несмотря на преимущественное обжатие по шейке, не образуется, а металл на переднем конце расслаивается. Это явление объясняется особенностями скоростного режима течения металла в очаге деформации. Как известно, окружная скорость валков по вершине фланца значительно ниже, чем по шейке, поскольку диаметр валков : по фланцу всегда меньше, чем по шейке. Так как скорость выхода металла из валков устанавливается соответственно среднему катающему диаметру, то полоса по фланцу опережает валок, а по шейке металл отстает от окружной скорости валка. Поэтому на шейке полосы по всей длине очага деформации имеет место зона отставания, вследствие чего на переднем конце полосы наблюдается утяжка и расслоение металла, а на заднем конце образование языка. Отсутствие языка на переднем конце полосы существенно затрудняет условия входа ее в калибр и условия съема ее с валков выводными проводками, так как захват полосы валками и выход раската из калибра начинаются не по шейке (как это бывает при наличии языка), а по фланцу. Поскольку ширина полосы по открытым фланцам больше ширины калибра по закрытым Фланцам, при входе ее в калибр получаются .удары отогнутых фланцев полосы о вал ки, а так как металл в закрытых флан uaji .калибров несколько защемдшется, то при раскате из валков получаются удары его о выводные проводки, что приводит к понижению стойкости проводок, их поломкам и окову валков полосой. Из-за этих причин освоить производство балокпо такому способу не удается. . . Целью изобретения являетбя обеспе чение благоприятных условий входа полосы в валки, исключение окова ею валков на выходе иё калибра и повышение тем самым стойкости выводных . проводок, а также увеличение интенсивности обжатия фланцев двутаврового- профиля. Для достижения цели в способе непрерывной прокатки двутавровых профилей, включающем последовательную деформацию заготовки в горизонтальных закрытых черновых балочных калибрах , имеющих чередующиеся уклоны по наружным граням фланцев, и промежуточное осаживание в вертикальных балочных калибрах, причем в процессе прокатки осуществляют чередование обработки открытых и закрытых фланце а открытые фланцы подгибают перед за дачей в. следующий калибр, а также де формацию заготовки в чистовых универ сальных балочных калибрах, боковым граням фланцев в вертикальном осаживающем калибре, следующем за разрезным калибром, придают уклоны, соотве ствующие уклонам последующего горизонтального балочного калибра, а во всех калибрах черновой группы балочную заготовку прокатывают с уклонами 15-30% у открытых фланцев и 8-12% у закрытых фланцев, причем в последнем черновбм проходе прокатку ведут в открытом балочном калибре с обжатием 10-30% по шейке и высоте фланце профиля,. На фиг.1-16 показана последовательность обжатий профиля в калибрах причем на фиг.1-1О показаны черновые проходы, а на фиг.5 и 6 - два возмож ных варианта подгибки фланцев: выпрямление (фиг.5) и обратный изгиб (фиг.6).. Способ прокатки осуществляется следунядим образом. Прямоугольная заготовка прокатывается в открытом разрезном калибре (фйг.1) и обжимается по ширине в вер тикальном осадочном калибре (фиг,2) для получения необходимого уклона боковых граней и нушной ширины. Затем разрезная заготовка прокатывается в двух закрытых балочных калибрах с увеличенным выпуском без чередования открытых и закрытых фланцев (фиг.З и 4), после чего производится I вьтрямление (фиг.5) или обратный изгиб (фиг.6) фланцев, и раскат прокатывается снова в двух закрытых балочных калибрах с увеличенным выпуском, направление которого противоположно направлению выпуска в первой паре закрытых калибров. Далее производится выпрямление фланцев, и черновой двутавровый профиль окончательно калибруется в открытом балочном калибре (фиг.10). Для надежного захвата разрезной заготовки в первом балочном калибре без защемления полосы и окова валков при выходе из него необходимо, чтобы уклон боковых граней разрезной заготовки Ур соответствовал выпуску закрытого- фланца первого балочного калибра УЗ, , а ширина разрезной заготовки Вр составляла О, 92-0,96 ширины шейки этого калибра В . При таком соотношении Вр/В ушйрение металла близко к свободному, и при сооТ(Ветствии бокового контура разрезной заготовки контуру боковой стенки калибра защемления полосы в калибре не произойдет. При большем значении отношения В р /В возможно значительное стеснение уширения, что может привести к защемлению полосы в калибре, а при Вр /В 0,92 возможно незаполнение калибра. Благодаря увеличенным выпускам и отсутствию чередования открытых и закрытых фланцев в смежных балочных калибрах, расположенных между вертикальными калибрами, обеспечиваются хорошие условия входа полосы и к алибра,. интенсивное обжатие фланцев по толщине и надежный выход раската из калибра без окова валков при достаточно хорошей стойкости проводковой арматуры. Для достижения указанного эффекта выпуски балочных калибров должны находиться в пределах 15-30% у открытых фланцев. При меньших значениях выпусков,как показал опыт работы на непрерывном стане 450 ЗСМЗ нарушается устойчивость процесса, появляется склонность к окову валков полосой, имеют место удары, при входе полосы в калибр и выходе переднего конца раската из валков, ухудшаются условия работы проводковой арматуры. Большие значения выпусков приводят к очень Оолыцим пере-. гибам фланцев, что может вызвать появление дефектов в местах соединения фланцев и шейки. Благодаря обработке двутаврового дрофиля в вертикальных калибрах (фиг.5 или 6) обеспечиваются примерное соответствие уклона внешней грани полосы У .выпуску закрытого фланца последукяцего балочного калибра У и уменьшение ширины двутаврового профиля по открытым фланцам до величины, близкой к .ширине по закрытым фланцам последующего балочного калибра, что необходимо для надежного входа полосы в этот калибр без разлохмачивания переднего конца и ударов полосы о валки. Отгибание фланцев должно производиться без изменения ширины Bg шейки двутаврового профиля, так как обжатие глейки по ширине в вертикальных клетях может привести к поте ре устойчивости шейки и несимметричности прокатываемого профили. Чередование обработки открытых и закрытых фланцев (т.е. излюнение направления выпуска закрытых калибров зависит от особенностей расположения вертикальных клетей на стане. На ста нах, где вертикальные клети расположены через одну горизонтальную, чередование обработки фланцев можно де лать через один проход, а на станах снабженных горизонтальными и комбини рованными (вертикально-горизонтальны ми ) клетями, чередование обработки фланцев целесообразно проводить чере 2-3 закрытых калибра. Большее количество проходов в закрытых калибрах без изменения направления выпуска делать нецелесообразно, так как это может привести к значительной разнице открытых и закрытых фланцев по вы соте и толщине. Обработка раската в открытом балочном калибре перед задачей в универсальные калибры чистовой группы обусловлена необходимостью получения симметричных по высоте фланцев и ров ной шейки, так как в предыдущих проходах благодаря поочередной обработке открытых и закрытых фланцев высота их может получиться неодинаковой (приращение открытых фланцев не равно утяжке закрытых фланцев), а шейка профиля может несколько изгибаться при выпрямлении фланцев в предьадущей вертикальной клети. При этом коэффициент деформации фланцев по высоте и коэффициент обжатия шей ки должен составлять 1,10-1,30. При меньших значениях указанных коэффици ентов может быть не получен эффект выравнивания высоты фланцев и полног выпрямления шейки, а превышение верх него значения их может привести к по тере устойчивости фланцев и перепол нения калибра. В чистовых проходах прокатка про водится в обычных универсальных башо чных калибрах. Пример . Способ был реализован на непрерывном среднесортно стане 450 Западно-Сибирского металлургического завода. Для этого на валках рабочих клетей черновой груп пы стана были нарезаны следукедие ка либры для прокатки двутавровой балки № 14: клеть 1 - открытый разрезной калибр (по фиг, 1), клеть 2 - вертикальный осадочный калибр с уклоном дна 10% (по фиг.2); клети 3 и 4 - закрытые прямые балочные калибры без, чередования открытых и закрытых фланцев с выпусками 15% у открытых фланцев и 10% - у закрытых фланцев (по фиг.3,4); клеть 5 - вертикальный ящичный калибр с прямым дном ( по фиг. 5) , клети 6 и 7 - закрытые балочные калибры без чередования обработки фланцев с выпусками открытых и закрытых фланцев соответственно в клети 6-15 и 8% (по фиг.7), в клети 7 - 20 и 10% (по фиг.8) клеть 8 - вертикальный ящичный калибр с прямым дном (по фиг.9)} клеть 9 - открытый балочный калибр (по фиг.10). Уклон боковых граней разрезной заготовки, получаемой во втором про- ходе, соответствовал выпуску закрытых фланцев первого балочного калибра (фиг.З), а отношение В-р/В сос.тавляло 0,932. Чередование открытых и закрытых фланцев производилось через два прохода после выпрямления отогнутых фланцев (фиг.5). В. первой паре закрытых балочных калибров без чередования фланцев, (фиг.З и 4) выпуски карибров были постоянными, а у второй пары таких калибров (клети 6 и 7) они увеличивались по ходу прокатки. Коэффициенты обжатия в открытом балочном Калибре клети 9 составляли 1,147 по высоте фланцев и 1,272 по толщине шейки. По толщине фланцы в этом калибре не обжимались. Для прокатки применяли заготовку из стали марок ст.З, ст.5, 10Г2С с размерами поперечного сечения 150X150 1. Прокатка во всех клетях стана проходила устойчиво, без задержек и ударов при входе полосы в валки и выходе раската из калибров. Скова валков полосой и склонности к нему, а также расслоения переднего конца полосы не наблюдалось. При весьма интенсивном Ь.бжатии открытых фланцев двутаврового профиля, характеризуемом коэффициентами обжатия по толщине до 1, 5-1,65, переполнения калибров , боковых лампасов и других дефектов профиля не наблюдалось. Благодаря отсутствию обжатия в вертикальных клетях 5 и 8 при выпрямлении фланцев потери устойчивости шейки не отмеча-. лось. В последнем черновом проходе фиг.10 получали симметричный профиль со стабильньвди размерами, кото


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ БАЛОК | 1999 |
|
RU2168379C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
1. СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ, включающий последовательную деформацию заготовки в горизонтальных закрытых черновых балочных калибрах, имеющих чередующиеся уклоны по наружным граням фланцев , и промежуточное осаживание в вертикальных балочных калибрах, причем в процессе прокатки осуществляют чередование обработки открытых и закрытых фланцев, а открытые фланцы подгибают перед задачей в следующий калибр, а также деформацию заготовки в чистовых универсальных балочных калибрах, отлич ающийся тем, что, с целью обеспечения благоприятных условий входа полосы в валки и исключения окова ею валков на выходе. из калибра, а также увеличения интенсивносзги обжатия фланцев,в вертикальном осаживающем калибре, следующем § за разрезным калибром,боковым граням сл фланцев придают уклоны, соответствуют щие уклонам последуницего горизонтального балочного калибра, а во всех уалибрах черновой группы балочную заготовку прокатывают с уклона 1ц 15-30% у открытых фланцев и 8-12% у закрысо Ф а тых фланцев. 2. Способ йо П.1, отличающийся тем, что в последнем черновом проходе прокатку ведут в открыCD том балочном калибре с обжатием 1030% по шейке и высоте фланцев профи ля. о:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бахтинов Б.П.,Штернов М.М | |||
| Калибровка прокатных валков | |||
| М., Металлургиздат, 1953, с | |||
| Способ обработки легко рассыпающихся и плохо высыхающих осочно-тростниковых торфов при помощи разбавленных щелочей | 1922 |
|
SU541A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Росс Е., Бейнон Б | |||
| Калибровка валков и расположение прокатных станов | |||
| М., Металлургиздат, 1960, с.24, рис.21 | |||
| З.Диомидов Б.В., Литовченко Н.В | |||
| Калибровка прокатных валков | |||
| М., Металлургия, 1970, с | |||
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
