Изобретение относится к о&ластй сортовой прокатки и может быть применено при прокатке двутавровых профилей на непрерывных сортовых станах с горизонтальными вертикальными и универсальными клетями.
Известны способы прокатки балок тта линейных и последовательных станах с применением закрытых балочных калибров и на универсальных балочйых станах с реверсивными клетями в открытых балочных калибрах 1 - ПЗУ
Такая прокатка характеризуется тем, что после каждого прохода передний и задний концы полосы чередуются при задаче в валки. При таком чередовании на обоих концах полосы вследствие отставания металла по шеке профиля, образуются так называемые языки - местные удлинения средней части раската. Благодаря языку облегчается вход мета.лла в валки (так как язык захватывается вначале и втягивает полосу в валки, несмотря на .то, что ширина ее по отогнутым границам больше шири.ны калибра обеспечивается надежный съем полосы с валков проводками и не расслаивается металл на конце раската. Недостатком описанных способов является ограниченная производительность прокатки станов.
Известен cndco6 прокатки балок на полунепрерывных станах, состоящих из реверсивной клети и непрерывной группы. По этому способу в реверсивной клети обычно применяют закрытые или открытые разрезные или балочные калибры, а в непрерывной группе клетей - закрытые и универсальные балочные калибры. При прокатке в реверсивной клети таких станов за 3-5 проходов на переднем и заднем концах полосы образуется описанный-язык, который облегчает прокатку в непрерывной группе стана 4.
Кедостатком этого способа является то, что применение реверсив- ной клети снижает производительность стана и не позволяет полность использовать возможности непрерывной группы стана.
Известен также наиболее производительный способ прокатки двутавро.вых профилей на полностью непрерывном стане. По этому способу прокатка в черновой группе клетей ведется в закрытых разрезном и балочных калибрах, а в чистовой группе В универсальных балочных калибрах Полоса получает в каждой.клети один проход и заходит в валки всегда передним концом.
Опыт эксплуатации таких станов и специальные исследования показали, что при этом язык на передней части полосы, несмотря на преимущественное обжатие на шейке, не образуется, металл на переднем конце полосы в области шейки расслаивается. Это явление объясняется особенностями скоростного режима течения метал ла в очаге деформации. Окружная скорость валков по вершине фланца значительно ниже, чем по шейке, поскольку диаметр валков по фланцу всегда меньше чем по шейке.- Так как гскорость выхода метаипла из валков устанавливается соответственно среднему катающему диаметру, полоса по фланцу будет опережать валок, а по шейке металл будет отставать от окружной скорости валка. Поэтому по шейке полосы по всей длине очага деформации будет иметь место зона отставания, вследствие чего на переднем конце полосы наблюдается утяжка и расслоение металла. а на заднем - образование языка. Отсутствие языка на переднем конце полосы существенно затрудняет условия входа ее в калибр и условия : съема ее с в алков выводными проводками, так как захват полосы валками и выход раската из калибра начинается не по шейке (как это бывает при наличии языка), а по фланцу. Поскольку ширина калибра по отдельным элементам бывает меньше соответствующей ширины задаваемой полосы, при входе раската в кашибр возникают удары о валки,, а при выходе металла из калибра - удары его о выводные проводки, что снижает стойкость проводок, вызывает их поломки и cJKOBy валков Сз - 7 .
Известен также сйособ прокатки металла, включающий двустороннее острение переднего конца слитка с последующей его деформацией в прокатном стане. Пб этому способу перед прокаткой отрезают некондиционный передний конец слитка с двусторонним скосом кромок под углом 50-75 к горизонтальной оси (т.е. угол при вершине между поверхностями среза составляет 100-150 . При такой форме переднего конца слика облегчаются условия захвата металла в лкамио снижаются ударные нагрузки при входе раската в валки и повышается стойкость прокатного оборудования Св.
Недостатком такого заострения пе реднего конца заготовки применительно к непрерывной прокатке двутавровых профилей является то, что при этом не обеспечивается надежный съем полосы с валков и наблюдается расслоение переднего конца раската, так рак при двустороннем срезе передней части заготовки.под углом между скошенными гранями 100-150 наблюдается выравнивание кососрезанного конца заготовки. Это объясняется тем, что вследствие описанного отставания металла в очаre деформации по шейке профиля происходит утяжка переднего конца раската. Кроме того, в начальный момент захвата в разрезном калибре получаются наплывы металла с верхней и нижней стороны на торце 5 заготовки. При выравненном переднем торце раската, в случае Непрерывной прокатки, наблюдаются все описанные отрицательные явления при входе полосы в калибр и выходе ее 10
13 валков.
I
Целью изобретения является предотвращение расслоения переднего конца полосы, поломок выводных прово- «с док и окова валков, а также обеспечение центрирования заготовки относительно вертикальной оси при входе в разрезной калибр.
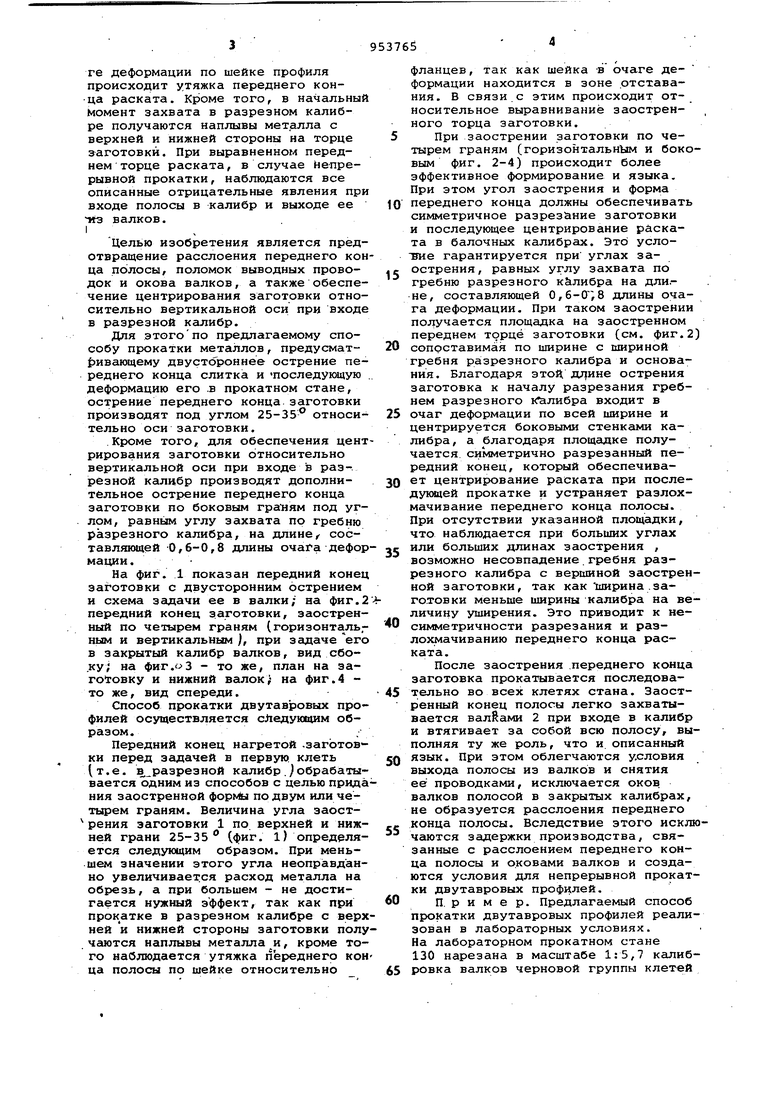
Для этогопо предлагаемому способу прокатки металлов, предусмат- 20 |зивающему двустороннее острение переднего конца слитка и последукнцую деформацию его .в прокатном стане, острение переднего конца заготовки производят под углом 25-35° относи- 25 тельно оси заготовки.
.Кроме того, для обеспечения центрирования заготовки относительно вертикальной оси при входе в раз-, резной калибр производят дополни- ЗО тельное острение переднего конца заготовки по боковым гратням под углом, равным углу захвата по гребню разрезного калибра, на длине, составляющей 0,6-0,8 длины очаГа дефор- « мации.
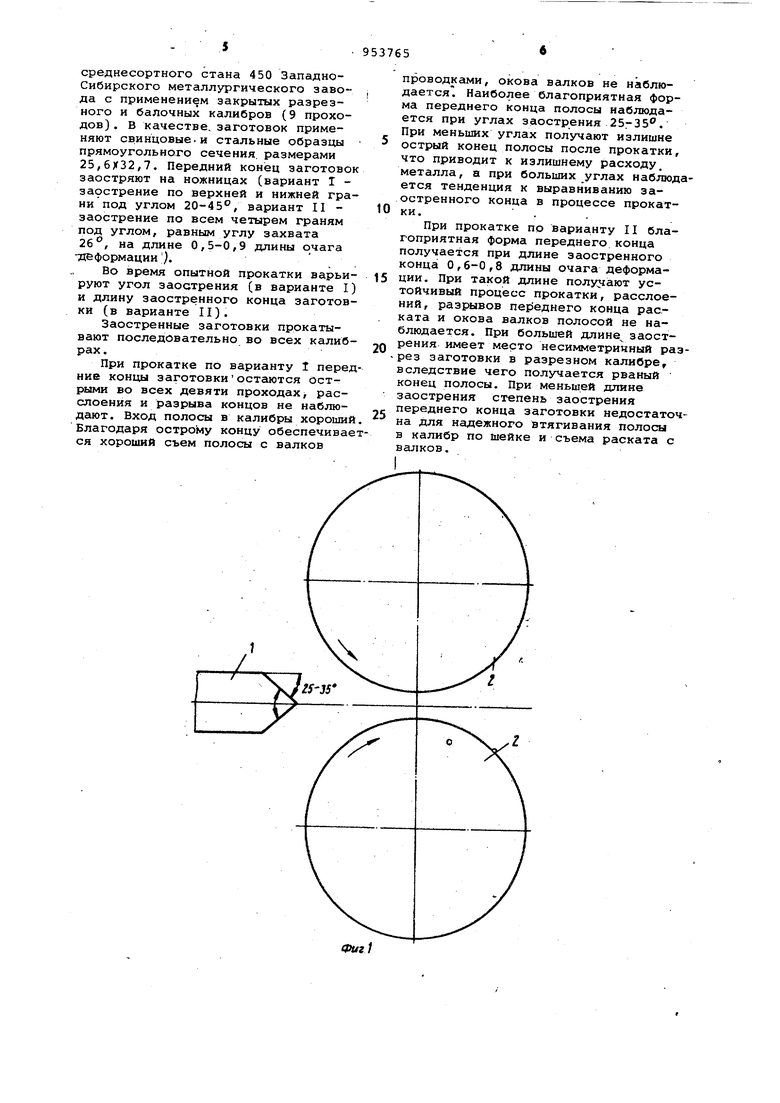
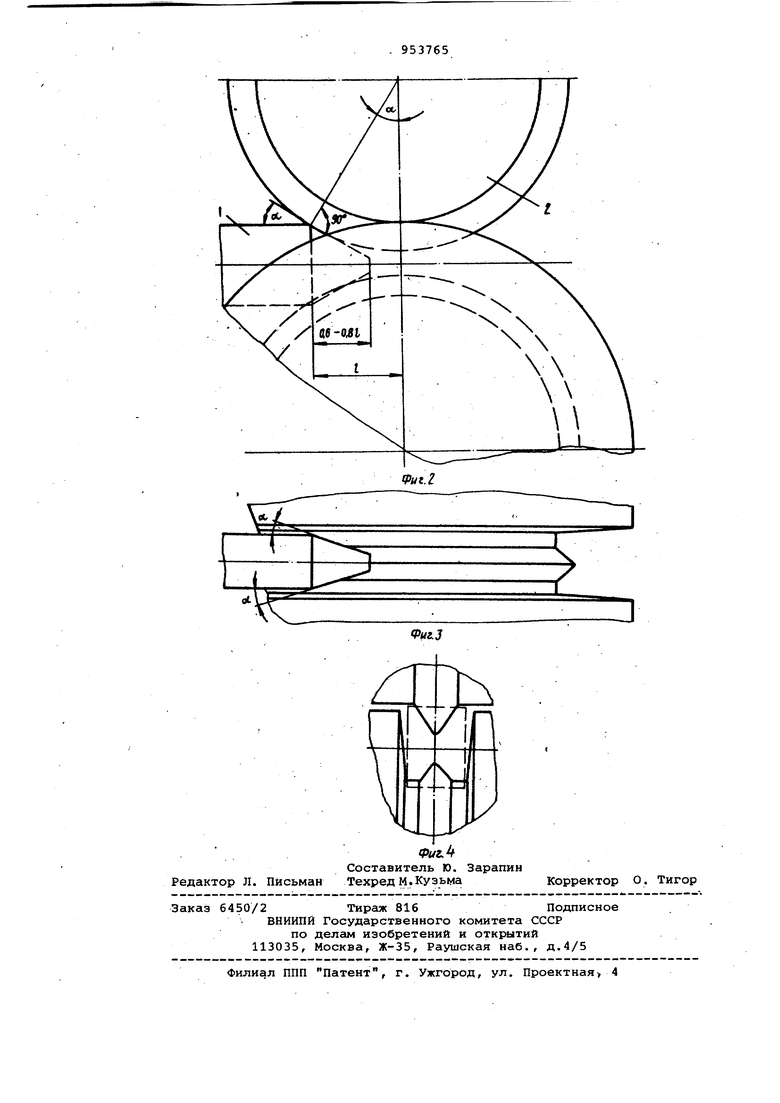
На фиг. 1 показан передний конец заготовки с двусторонним острением и схема задачи ее в валки; на фиг.2 передний конец заготовки, заостренный по четырем граням (горизонта ль- ным и вертикальным ), при задаче его в закрытый калибр валков, вид сбоку; на фиг. - то же, план на заготовку и нижний валок;- на фиг.4 то же, вид спереди.-45
Способ прокатки двутавровых профилей осуществляется следующим образом.;
Передний конец нагретой -заготовки перед задачей в первую клеть 0 (т.е. В.разрезной калибр J обрабатывается одним из способов с целью придания заостренной формы по двум или четырем граням. Величина угла заострения заготовки 1 по верхней и ниж- f. ней грани 25-35 (фиг. 1) определяется следующим образом. При меньшем значении этого угла неоправданно увеличивается расход металла на обрезь, а при большем - не достигается нужный эффект, так как при 60 в разрезном калибре с верхней и нижней стороны заготовки получаются наплывы металла и, кроме того наблюдается утяжка переднего коН ца полосы по шейке относительно 65
фланцев, так как шейка -в очаге деформации находится в зоне отставания. В связи.с этим происходит относительное выравнивание заостренного торца заготовки.
При заострении заготовки по четырем граням (гори зон таль HlJM и боковым фиг. 2-4) происходит более эффективное формирование и языка. При этом угол заострения и форма переднего конца должны обеспечивать симметричное разрез&ние заготовки и последующее центрирование раската в балочных калибрах. Это усло ние гарантируется при углах заострения , равных углу захвата по гребню разрезного к&либра на дли.не, составляющей 0,6-0,8 длины очага деформации. При таком заострении получается площадка на заостренном переднем тордё заготовки (см. фиг.2 сопоставимая по ширине с шириной гребня разрезного калибра и основания. Благодаря этой острения заготовка к началу разрезания гребнем разрезного калибра входит в очаг деформации по всей ширине и центрируется боковыми стенками калибра, а благодаря площадке получается, симметрично разрезанный передний конец, который обеспечивает центрирование раската при последующей прокатке и устраняет разлохмачивание переднего конца полосы. При отсутствии указанной площадки, что наблюдается при больших углах или больших длинах заострения , возможно несовпадение.гребня разрезного калибра с вершиной заостренной заготовки, так как ширина .заГО.ТОВКИ меньше ширины калибра на величину уширения. Это приводит к несимметричности разрезания и разлохмачиванию переднего конца раската.
После заострения переднего конца заготовка прокатывается последоват;ельно во всех клетях стана. Заостренный конец полосы легко захватывается валЙами 2 при входе в калибр и втягивает за собой всю полосу, выполняя ту же роль, что и описанный язык. При этом облегчаются условия выхода полосы из валков и снятия еег проводками, исключается оков валков полосой в закрытых калибрах, не образуется расслоения переднего конца полосы. Вследствие этого исклЧсоотся задержки производства, связанные с расслоением переднего конца полосы и о.ковами валков и создаются условия для непрерывной прокатки двутавровых профилей.
П. р и м е р. Предлагаемый способ прокатки двутавровых профилей реализован в лабораторных условиях. На лабораторном прокатном стане 130 нарезана в масштабе 1:5,7 калибровка валков черновой группы клетей
среднесортного стана 450 ЗападноСибирского металлургического завода с применением закрытых разрезного и балочных калибров (9 проходов) . В качестве, заготовок применяют свинцовые.и стальные образцы прямоугольного сечения, размерами 25,6X32,7. Передний конец заготовок заостряют на ножницах (вариант Т за9стрение по верхней и нижней грани под углом 20-45, вариант II заострение по всем четырем граням под углом, равным углу захвата 26, на длине 0,5-0,9 длины очага деформации 7.
Во время опытной прокатки варьируют угол заострения (в варианте I) и длину заостренного конца заготовки (в варианте II).
Заостренные заготовки прокатывают последовательно во всех калибрах.
При прокатке по варианту I передние концы заготовкиостаются Острыми во всех девяти проходах расслоения и разрыва концов не наблюдают. Вход полосы в калибры хороший Благодаря острому концу обеспечиваеся хороший съем полосы с валков
проводками, окова валков не наблюдается. Наиболее благоприятная форма переднего конца полосы наблюдается при углах заострения 25г35. При меньших углах получают излишне острый конец полосы после прокатки, что приводит к излишнему расходу, металла, а при больших углах наблюдется тенденция к выравниванию заостренного конца в процессе прокатки.. .
При прокатке по варианту II благоприятная форма переднего, конца получается при длине заостренного конца 0,6-0,8 длины очага деформации. При такой длине получают устойчивый процесс прокатки, расслоений, разрывов переднего конца раската и окова валков полосой не наблюдается. При большей длине заострения имеет место несимметричный рарез заготовки в разрезном калибре, вследствие чего получается рваный конец полосы. При меньш.ей длине заострения степень заострения переднего конца заготовки недостатона для надежного втягивания полосы в калибр по шейке и съема раската с валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ БАЛОК | 1999 |
|
RU2168379C2 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
1. СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИДВУТАВРОВЫХ ПРОФИЛЕЙ, включающий двустороннее остренйе переднего конца заготовки и ее последовательное обжатие в разрезных и балочных калибрах, отличающийс я тем, что, с целью предотвращения расслоения переднего конца полосы, поломок выводных проводок и окова валков, остренйе переднего конца заготовки производят под углом 25-35 относительно оси заготовки. 2. Способ по п. 1, о т л и ч а ю и я fi с ff тем, что, с целью центрирования заготовки относительно вертикальной оси при входе в разрез- Q ной калибр, производят дополнитель- 9 но остренйе переднего конца заготов(П ки по боковым граням под углом,, равным углу захвата по,гребню разрезного калибра, на длине, составляющей 0,6-0,8 длины очага деформации. С о ел оо sl А СП
