В известных способах прокатки изделий различных профилен в станах трио задача переднего конца полосы из нижнего калибра в верхний осуществляется вручную загибом или применением обводных проводок для принудительной задачи переднего конца полосы из одного калибра в другой в той же клети станов трио.
Предлагаемый способ прокатки в станах трио с сопряженными калибрами имеет преимущество, по сравнению с указанными способами, заключающееся в том, что этот способ осуществляется без загиба и применения обводных проводок.
Это достигается благодаря тому, что предлагаемый способ прокатки осуществляют с автоматической задачей переднего конца прокатываемой полосы из нижних в верхние сопряженные калибры посредством оковывания металла в ручье среднего валка.
При этом для получения надежного оковывания металла в ручье среднего валка по выходе из нижнего сопряженного калибра в калибровке валков применено нижнее давление валков, закрытые ручьи среднего валка и разные вытяжки по сечению прокатываемого профиля, а для облегчения отрыва полосы от среднего валка по выходе из верхнего сопряженного калибра и создания лучших условий работы выводных проводок, в калибровке валков применено нижнее давление со стороны среднего валка и разные вытяжки по сечению прокатываемого профиля.
Такой способ прокатки в станах трио обеспечивает существенное повышение производительности стана, позволяет устранить подъемные столы с задней стороны клетей и сократить штат обслуживающего персонала (вальцовщиков и крючечников).
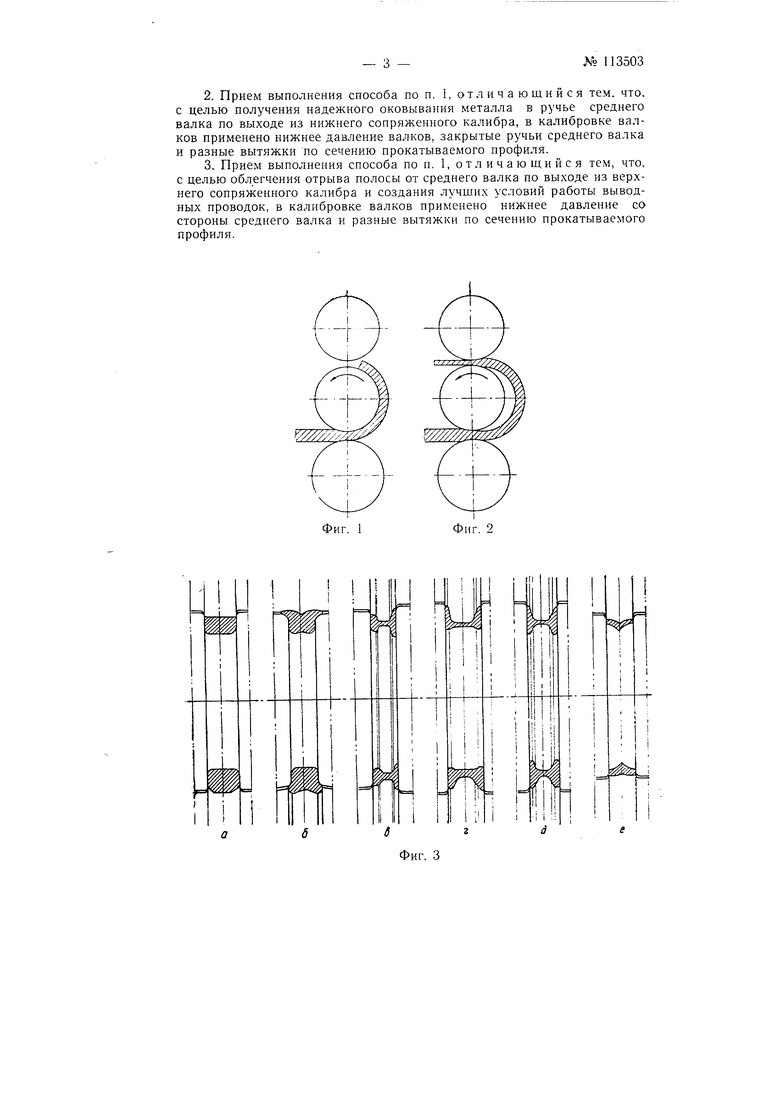
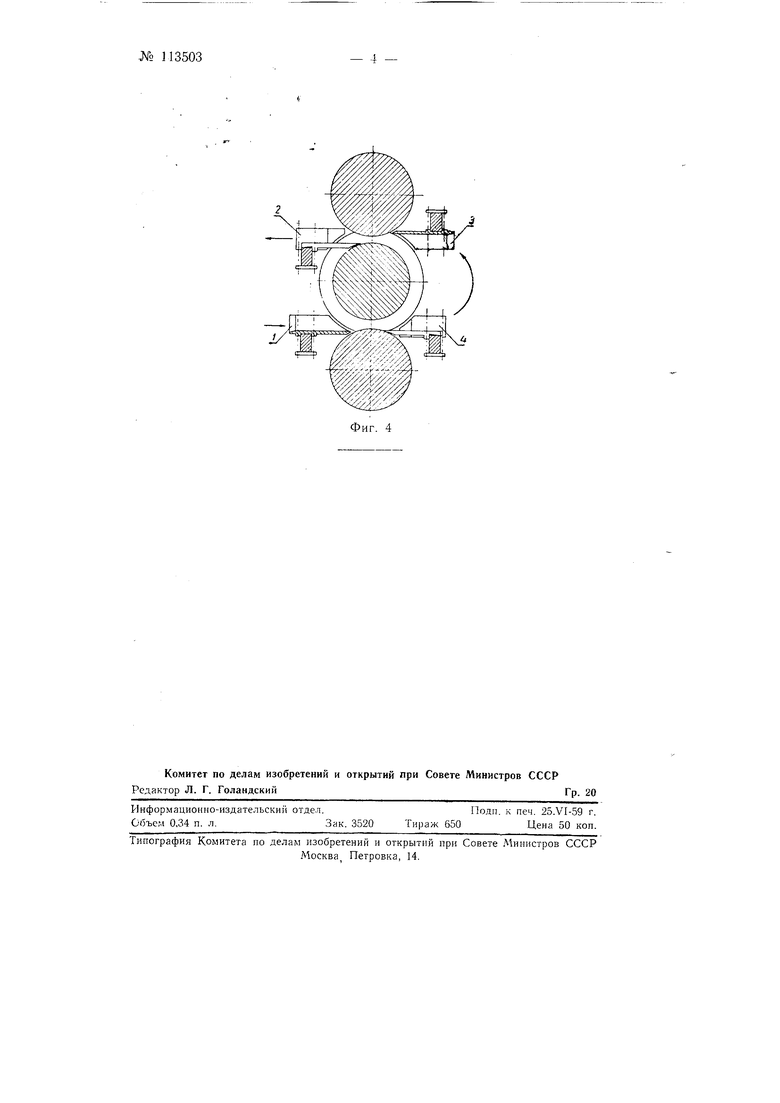
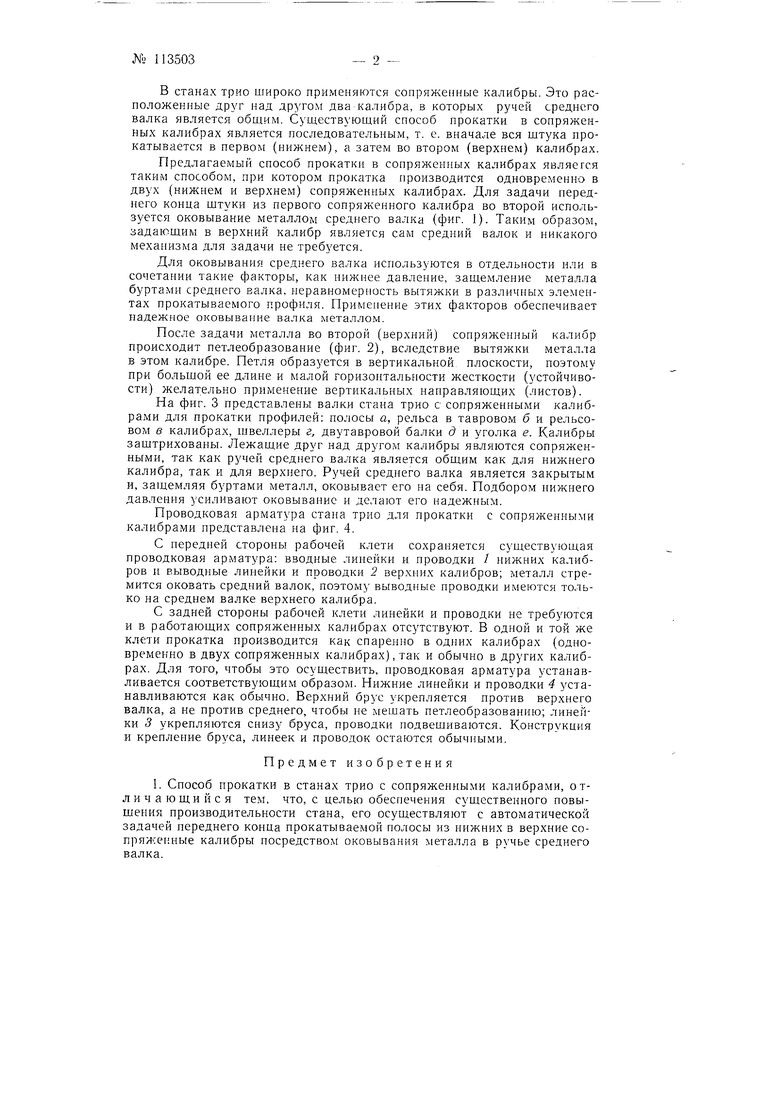
Па фиг. 1 показано оковывание полосой среднего валка; на фиг. 2- петлеобразование полосы; на фиг. 3-валки стана трио с сопряженными калибрами для прокатки ряда профилей; на фиг. 4 - проводковая арматура стана трио для прокатки с сопряженными калибрами.
113503-
В станах трио широко применяются сопряженные калибры. Это расположенные друг над друтом два калибра, в которых ручей среднего валка является общим. Существующий способ прокатки в сопряженных калибрах является последовательным, т. е. вначале вся штука прокатывается в первом (нижнем), а затем во втором (верхнем) калибрах.
Предлагаемый способ прокатки в сопряженных калибрах являегся таки.м способом, при котором прокатка производится одновременно в двух (нижнем и верхнем) сопрялсенных калибрах. Для задачи переднего конца щтуки из первого сопряженного калибра во второй используется оковывание металлом среднего валка (фиг. 1). Таким образом, задающим в верхний калибр является сам средний валок и никакого механизма для задачи не требуется.
Для оковывания среднего валка используются в отдельности или в сочетании такие факторы, как нижнее давление, защемление металла буртами среднего валка, неравномерность вытяжки в различных элементах прокатываемого профиля. Применение этих факторов обеспечивает надежное оковывание валка металлом.
После задачи металла во второй (верхний) сопряженный калибр происходит петлеобразование (фиг. 2), вследствие вытяжки металла в этом калибре. Петля образуется в вертикальной плоскости, поэтому при больщой ее длине и малой горизонтальности жесткости (устойчивости) желательно применение вертикальных нанравляющих (листов).
На фиг. 3 представлены валки стана трио с сопряженными калибрами для прокатки профилей: полосы а, рельса в тавровом б и рельсовом в калибрах, швеллеры г, двутавровой балки д и уголка е. Калибры заштрихованы. Лежащие друг над другом калибры являются сопряженными, так как ручей среднего валка является общим как для нижнего калибра, так и для верхнего. Ручей среднего валка является закрытым и, защемляя буртами металл, оковывает его па себя. Подбором нижнего давления усиливают оковывание и делают его надежным.
Проводковая арматура стана трио для прокатки с сопряженными калибрами представлена на фиг. 4.
С передней стороны рабочей клети сохраняется существующая проводковая арматура: вводные линейки и проводки / нижних калибров и выводные линейки и проводки 2 верхних калибров; металл стремится оковать средний валок, поэтому выводные проводки имеются только па среднем валке верхнего калибра.
С задней стороны рабочей клети линейки и проводки не требуются и в работающих сопряженных калибрах отсутствуют. В одной и той же клети прокатка производится как спаренпо в одних калибрах (одновременно в двух сопряженных калибрах), так и обычно в других калибрах. Для того, чтобы это осуществить, проводковая арматура устанавливается соответствующим образом. Нижние линейки и проводки 4 устанавливаются как обычно. Верхний брус укрепляется против верхнего валка, а не против среднего, чтобы не мешать петлеобразованию; линейки 3 укрепляются снизу бруса, проводки подвешиваются. Конструкция и крепление бруса, линеек и проводок остаются обычными.
Предмет изобретения
1. Способ прокатки в станах трио с сопряженными калибрами, отличающийся тем, что, с целью обеспечения существенного повышения производительности стана, его осуществляют с автоматической задачей переднего конца прокатываемой полосы из нижних в верхние сопряженные калибры посредство. оковывания металла в ручье среднего валка.
2.Прием выполнения способа по п. 1, от л и ч а ю ш и и ся тем. что. с целью получения надежного оковывания металла в ручье среднего валка по выходе из нижнего сопряженного калибра, в калибровке валков применено нижнее давление валков, закрытые ручьи среднего валка и разные вытяжки по сечению прокатываемого профиля.
3.Прием выполнения способа по п. 1, отличающийся тем, что, с целью облегчения отрыва полосы от среднего валка по выходе из верхнего сопряженного калибра и создания лучших условий работы выводных проводок, в калибровке валков применено нижнее давление со стороны среднего валка и разные вытяжки по сечению прокатываемого профиля.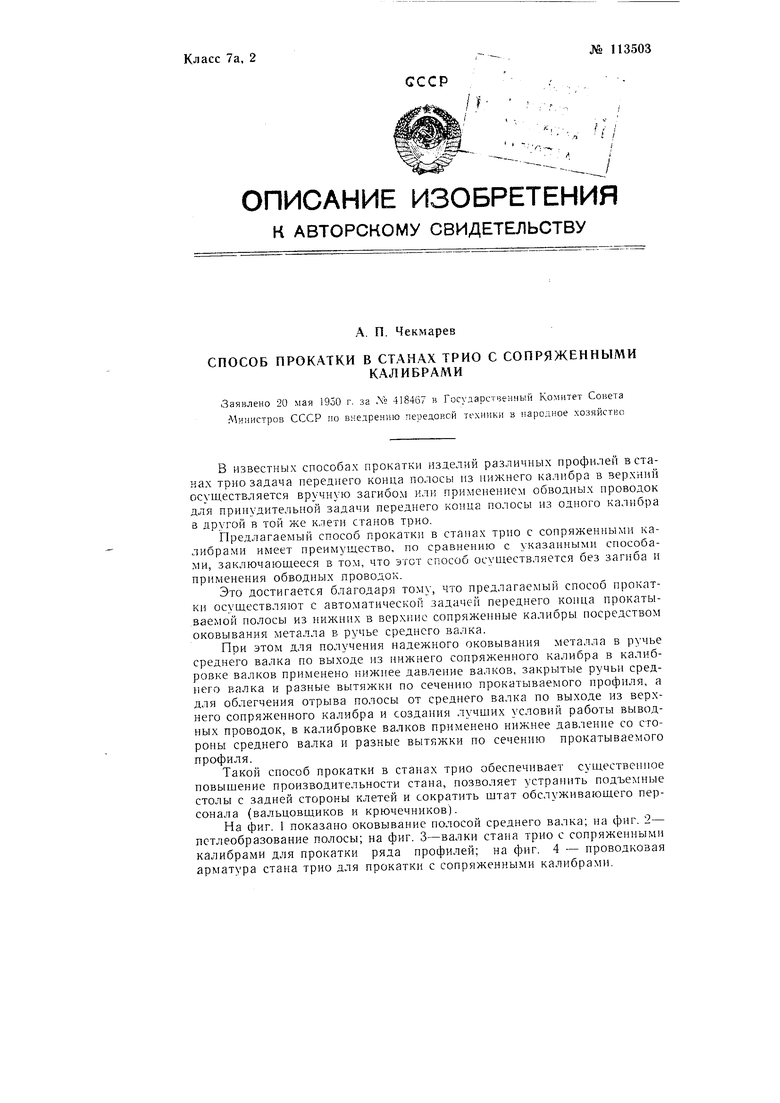
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |