со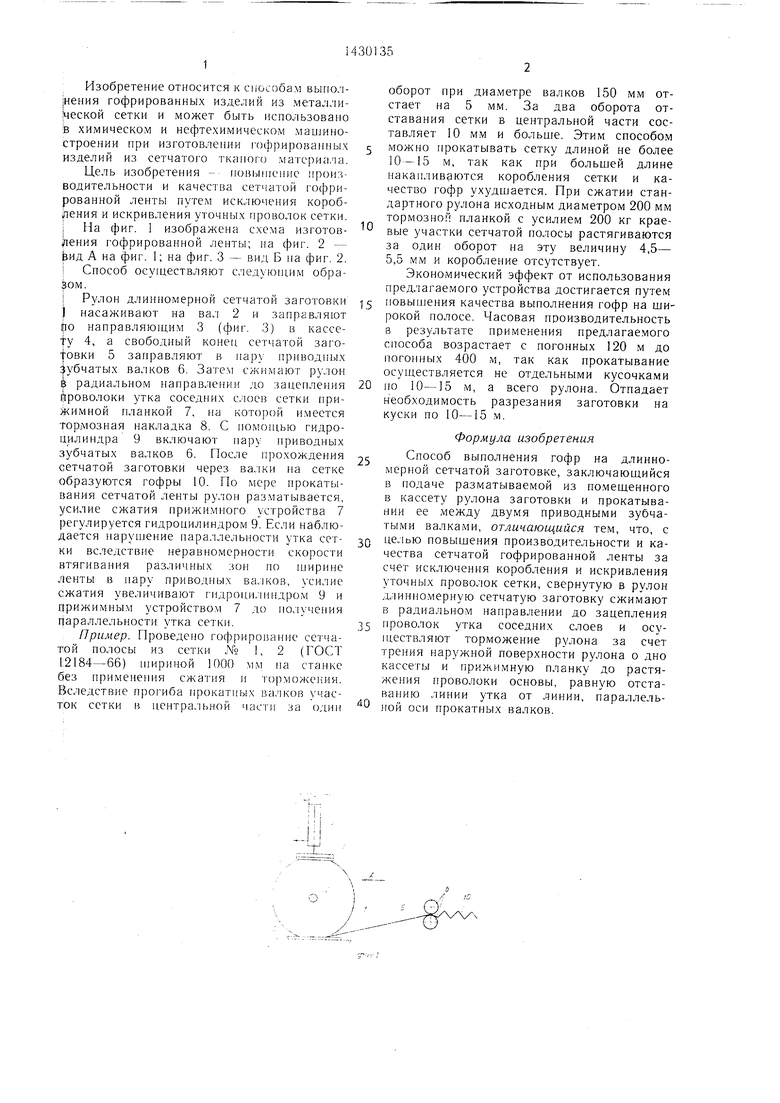
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛЯРНАЯ НАСАДКА И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2229334C1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Способ изготовления фильтрующей оболочки на гофрированной дренажной трубе | 1986 |
|
SU1393875A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОЙ ЛЕНТЫ | 2005 |
|
RU2290314C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ С СИЛИКОНОВЫМ ПОКРЫТИЕМ НА ПОВЕРХНОСТИ | 2003 |
|
RU2339753C2 |
| КАССЕТНЫЙ ОГНЕПРЕГРАДИТЕЛЬ | 2009 |
|
RU2386462C1 |
| ОГНЕПРЕГРАДИТЕЛЬ КАССЕТНОГО ТИПА | 2009 |
|
RU2484865C2 |
П: ,| бретеи11е относится к изготов. 1е- ii;ii) гофрпр чишных изделий из мета. 1ли- MocKoii сеткп. нрименяемых в химическом 11 иефтсхимиш ском маи1иностроении, и поз- и().1яет повысить производительность и качество ;-;; счет исключения коробления и 11ск;1ив.-1е;и1я утка сетки. Д.линпомерную сет- ) : ,аготовк, свернутую в рулон, сжи- i.i: )i в радиальном нпнравлении до запеп- ,iii; i npoBO.iOKii утка соседних слоев и ч|,.|1авнивают лг,;||-:н) угка |Ч)р ожением за . 1Cг трения нар /кпой повср.хпости рулона . ди) кассеты п прижимное устройство. 3 п.;.
оо
О1
Изобретение относится к способам вынол- |нения гофрированных изделий из металли- меской сетки и может быть использовано и химическом и нефтехимическом машиностроении при изготовлении 1Ч)1))рированны изделий из сетчатого TKaHor j материала.
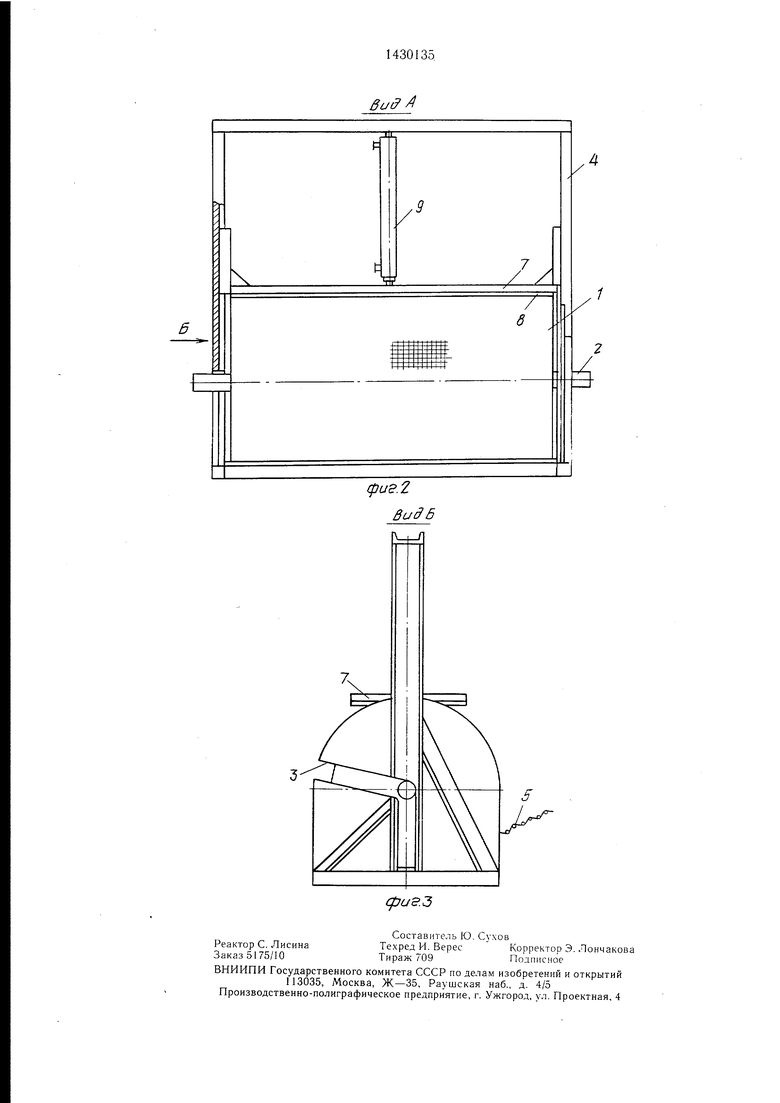
Цель изобретения - повышение фоиз- водительности и качества сетчатой гофрированной ленты путем иск;1ючения короб- (пения и искривления уточных проволок сетки. j На фиг. 1 изображена схема изготовления гофрированной ленты; на фиг. 2 - Ьид А на фиг. I; на фиг. 3 - вид Б на фиг. 2. 1 Способ осуществляют с.чедукмпим обраfeOM.
i Рулон длинномерной сетчатой заготовки ) насаживают на вал 2 и заправляют tio направляющим 3 (фи1 3) в кассету 4, а свободный конец сетчатой заготовки 5 заправляют в пару приводных рубчатых валков 6. Затем сжимают рулоп i радиальном направлении до зацепления йроволоки утка соседних слоев сетки прижимной планкой 7, па которой имеется тормозная накладка 8. С помощью гидроцилиндра 9 включают пару приводных зубчатых валков 6. После ггрохождения сетчатой заготовки через валки па сетке образуются гофры 10. По мере прокатывания сетчатой лепты рулон разматывается, усилие сжатия прижимпого устройства 7 регулируется гидроцилипдром 9. Если наблюдается нарушение параллельности утка сетки вследствие неравномерности скорости втягивания различных зон по ширине ленты в пару приводньгх ва;1ков, силие сжатия увеличивают гпдропи.шндром 9 и прижимным уетройством 7 до но.лучения г(араллельности утка сетки.
Пример. Проведено гофрирование сетчатой полосы из сетки № 1, 2 (ГОСТ 12184-66) 1пириной 1000 мм па станке без применения сжатия и торможения. Вследствие прогиба прокатных валков участок сетки в центральной части за один
0
0
оборот при диаметре валков 150 мм отстает на 5 мм. За два оборота отставания сетки в центральной части составляет 10 мм и больше. Этим способом можно прокатывать сетку длиной не более 10-15 м, так как при большей длине накапливаются коробления сетки и качество гофр ухудшается. При сжатии стандартного рулона исходным диаметром 200 мм тормозной планкой с усилием 200 кг краевые участки сетчатой полосы растягиваются за один оборот на эту величину 4,5- 5,5 мм и коробление отсутствует.
Экономический эффект от использования предлагаемого устройства достигается путем 5 повышения качества выполнения гофр па широкой полосе. Часовая производительность в результате применения предлагаемого способа возрастает с погонных 120 м до погонных 400 .м, так как прокатывание осуществляется не отдельными кусочками но 10-15 м, а всего рулона. Отпадает необходимость разрезания заготовки на куски по 10-15 м.
Формула изобретения
Способ выполнения гофр на длинномерной сетчатой заготовке, заключающийся в подаче разматываемой из помещенного в кассету рулона заготовки и прокатывании ее между двумя приводными зубчатыми валками, отличающийся тем, что, с
Q целью повышения производительности и качества сетчатой гофрированной ленты за счет исключения коробления и искривления уточных проволок сетки, свернутую в рулон длинпо.мерную сетчатую заготовку сжимают в радиальном направлении до зацепления
5 проволок утка соседних слоев и осуществляют торможение рулона за счет трения наружной поверхности рулона о дно кассеты и прижимную планку до растяжения проволоки основы, равную отставанию линии утка от линии, параллель5
0
НОИ оси прокатных валков.
duff
ш
7
| Авторское свидетельство СССР № 1085215 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
