Изобретение относится к оборудованию для обработки металлов давлением, в частности к агрегатам для производства холодногнутых гофрированных листовых профилей, преимущественно для производства стальных панелей-кассет из гофрированных полос.
Известен профилегибочный агрегат, состоящий из нескольких формовочных станов, установленных в ряд, на которых получают гофрированные листы с различной формой гофров, и вдоль указанного ряда станов передвигается агрегат подготовки рулона заготовки, а за рядом станов передвигается тележка с устройством для приема и укладки готовых профилей (см. япон. заявку №61-189827, кл. В21D 13/00, опубл. 23.08.86 г.). Однако на этом агрегате невозможно изготовление панелей-кассет из двух одновременно гофрируемых полос.
Наиболее близким аналогом к заявляемому объекту является профилегибочный агрегат с рулонным способом изготовления гофрированных листовых профилей, описанный в книге И.С.Тришевского и др. «Холодногнутые гофрированные профили проката, Киев, «Технiка», 1973, с.35-41.
Этот агрегат содержит разматыватель, правильную машину, формовочный стан с рабочими клетями и центрирующими роликами и приводом, летучие ножницы и отводящий рольганг. На этом агрегате также невозможно изготовление панелей-кассет из двух одновременно гофрируемых полос.
Технической задачей настоящего изобретения является расширение сортамента гофрированных профилей и снижение затрат при их производстве.
Профилегибочный агрегат содержит разматыватель, правильную машину, формовочный стан с рабочими клетями и центрирующими роликами и приводом, летучие ножницы и отводящий рольганг, в отличие от ближайшего аналога, агрегат снабжен дополнительными разматывателем и правильной машиной, а в клетях дуо формовочного стана над верхним валком установлен вогнутый поддерживающий ролик, после клетей дуо установлены соосно центрирующие ролики, 4-валковая клеть, устройство двойного перегиба, три-четыре клети дуо, количество клетей дуо стана, расположенных перед 4-х валковой клетью, равно 12...20, а привод стана - цепной.
Сущность заявляемого технического решения заключается в разработке конструкции профилегибочного агрегата, способного производить панель-кассеты из двух гофрированных листов: нижнего - с продольными сплошными гофрами и верхнего - с замкнутыми поперечными гофрами, соединенными «в замок». Кроме того, при необходимости, на этом агрегате можно производить листовые профили с продольными гофрами различной формы.
В результате этого существенно расширяются технологические возможности агрегата, а наличие ряда оригинальных технических решений позволяет снизить производственные затраты (например, наличие цепного привода упрощает и удешевляет его исполнение и эксплуатацию с одновременным значительным снижением энергозатрат).
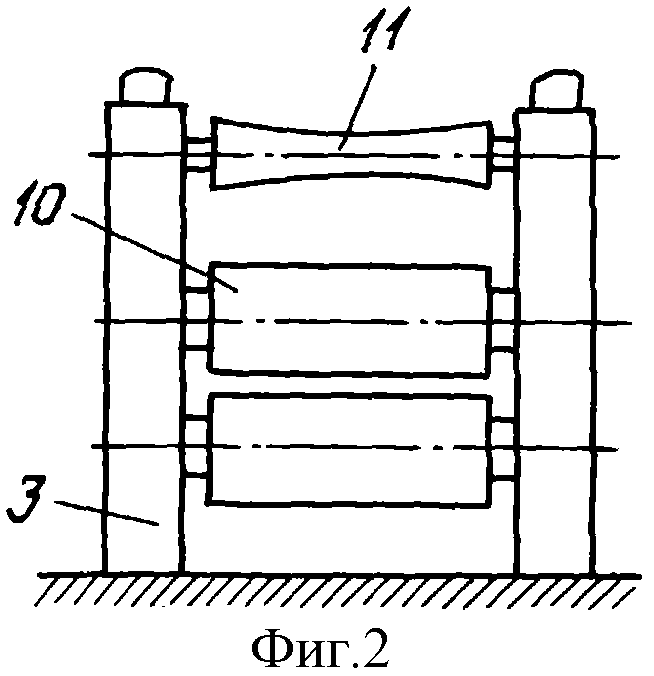
Предлагаемый профилегибочный агрегат схематично показан на фиг.1, а на фиг.2 - часть клети стана с вогнутым роликом для транспортируемой верней полосы (привод агрегата не показан).
Профилегибочный агрегат содержит два разматывателя 1 и 8 для рулонной полосовой заготовки и две правильные машины 2 и 9 для правки верхней и нижней полос. Клети дуо 3 формовочного стана выполнены с дополнительным вогнутым роликом 11 (см. фиг.2) для транспортировки и центрирования верхней полосы и расположенным над верхним валком 10 этой клети 3, перед клетями 3 установлены вертикальные центрирующие ролики 4. За группой клетей дуо 3 установлены соосно две пары центрирующих роликов 12, четырехвалковая клеть 13, формующая одновременно две полосы, причем на нижней образуются продольные сплошные гофры, а на верхней - поперечные замкнутые.
После этой клети 13 установлено устройство 14 с двумя роликами перегиба сформованной полосы с поперечными гофрами, задаваемой (вместе с нижней гофрированной полосой) в клети дуо 15, в которых обе полосы соединяются в один профиль с образованием замков на боковых кромках. Этот профиль летучими ножницами 6 разрезается на мерные панель-кассеты, идущие по отводящему рольгангу 7 на упаковку.
Профилегибочный агрегат работает следующим образом.
В профилегибочный агрегат подают две полосы. Нижняя полоса после разматывателя 1 правильной машины 2 проходит через формовочный стан с рабочими клетями 3, где профилируются продольные гофры. Перед клетями 3 установлены центрирующие ролики 4. Верхняя полоса после разматывателя 8 и правильной машины 9 транспортируется и центрируется дополнительными вогнутыми роликами 11. Обе полосы проходят через центрирующие ролики 12 и подаются в четырехвалковую клеть 13, причем на нижней формуются продольные сплошные гофры, а на верхней - поперечные замкнутые. После этой клети 13 верхняя полоса проходит через устройство двойного перегиба 14. Затем обе полосы подаются в клети дуо 15, в которых полосы соединяются в один профиль с образованием замков на боковых кромках. Этот профиль летучими ножницами 6 разрезается на мерные панель-кассеты, идущие по отводящему рольгангу 7 на упаковку.
Возможен вариант работы профилегибочного агрегата, в котором при профилировании полос только с продольными гофрами разматываемая полоса последовательно проходит через нижнюю правильную машину 2, клети дуо 3, центрирующие ролики 12, четырехвалковую клеть 13 (между парой ее нижних валков), клети дуо 15 (без какой-либо дополнительной деформации полосы) и разрезается ножницами 6 на мерные длины.
Опытную проверку предлагаемого профилегибочного агрегата осуществляли на агрегате производства гофрированных листов 0,5-2,5×300-1500 ОАО «Магнитогорский металлургический комбинат».
Опыты показали, что при формовке полос толщиной 0,7...2,0 мм и шириной 1,0...1,5 м из ст.08 и ст.20 на заявляемом стане получаются панель-кассеты требуемой геометрии с полукруглыми гофрами. Был также опробован вариант работы агрегата с формовкой только одной полосы с продольными гофрами (замечаний по качеству гофрированных полос не было).
Было установлено, что при числе клетей дуо формовочного стана (до четырехвалковой клети) менее 12 значительно сужается сортамент гофрированных полос (по количеству продольных гофров), а при 20 клетях обеспечивается достаточный их сортамент.
Агрегат, выбранный в качестве ближайшего аналога, в опытах не опробывался из-за заведомой его непригодности для изготовления сдвоенных гофрированных панель-кассет. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Технико-экономические исследования, проведенные в Центральной лаборатории ОАО «ММК», показали, что при производстве панелей-кассет, состоящих из двух гофрированных листов, на заявляемом агрегате, производственные затраты сокращаются в 2,0...2,5 раза по сравнению с затратами, необходимыми для производства панелей-кассет из двух поочередно сформованных гофрированных полос.
Пример конкретного выполнения
Профилегибочный агрегат, показанный на фиг.1 и 2, производит панель-кассеты из двух гофрированных полос из стали с временным сопротивлением бв=450 МПа толщиной 1,1 мм, шириной 1200 мм (полоса с поперечными гофрами) и 1440 мм (полоса с продольными гофрами).
Готовые панель-кассеты имеют ширину 1200 мм и длину 5 м. Боковые кромки их на ширине 60 мм с каждой стороны имеют толщину 3,3 мм и соединены «в замок».
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Устройство для изготовления деталей профилированием | 1981 |
|
SU965547A1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
Изобретение относится к оборудованию для обработки металлов давлением, в частности к агрегатам для производства холодногнутых гофрированных листовых профилей, преимущественно для производства стальных панелей-кассет из гофрированных полос. Профилегибочный агрегат содержит разматыватель, правильную машину, формовочный стан с рабочими клетями и центрирующими роликами и приводом, летучие ножницы и отводящий рольганг. Агрегат снабжен дополнительными разматывателем и правильной машиной. В клетях дуо формовочного стана над верхним валком установлен вогнутый поддерживающий ролик. После клетей дуо установлены соосно центрирующие ролики, 4-валковая клеть, устройство двойного перегиба, три-четыре клети дуо. Количество клетей дуо стана, расположенных перед 4-валковой клетью, равно 12...20. Привод стана - цепной. Изобретение обеспечивает расширение сортамента упомянутых гнутых профилей и снижение затрат при их производстве. 2 з.п. ф-лы, 2 ил.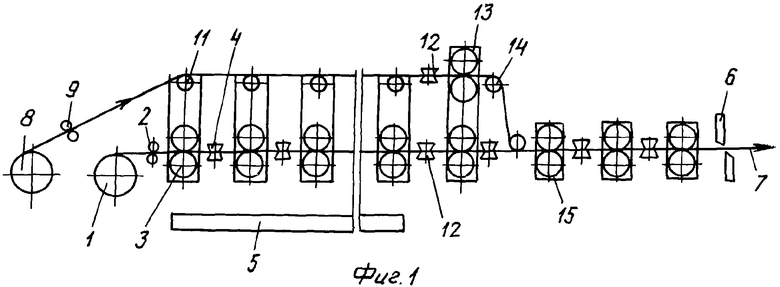
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| ХОЛОДНОГНУТЫЕ ГОФРИРОВАННЫЕ ПРОФИЛИ ПРОКАТА | |||
| - КИЕВ: ТЕХНИКА, 1973, с.35-41 | |||
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| Профилегибочный агрегат | 1990 |
|
SU1727943A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| JP 61189827 A1, 23.08.1986. | |||

