4 со
усггановлены пружины nq кулачки, стремясь
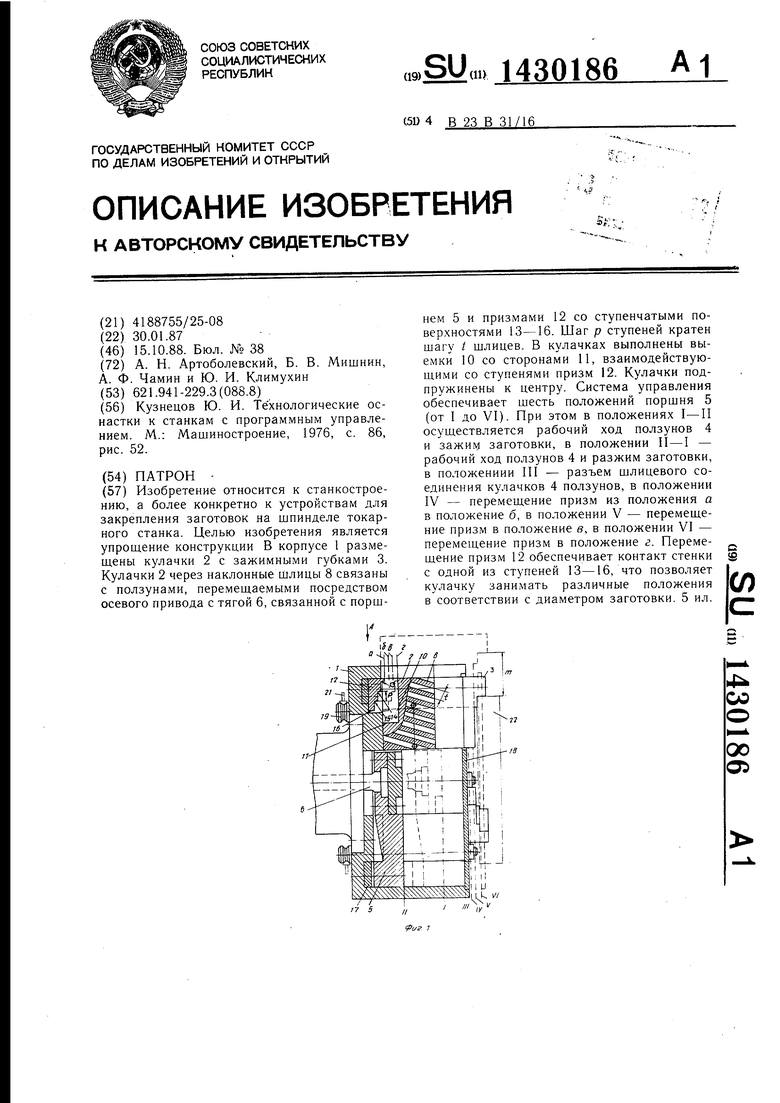
Изобретение относится к cтaнкocтpoeнию а Конкретно к устройствам для закрепления зф отовок на шпинделе токарного станка.
I Целью изобретения является упрощение кцнструкции.
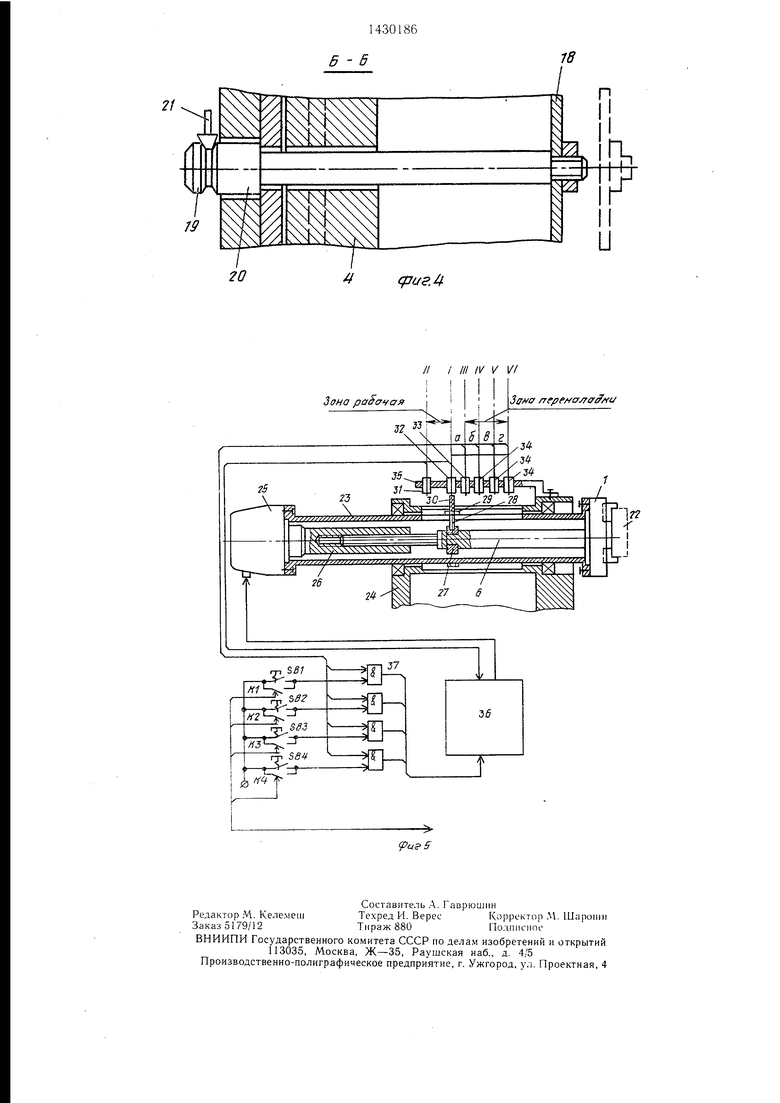
На фиг. 1 показан патрон, осевой разрез; на фиг. 2 - патрон, поперечный ступенчатый разрез; на фиг. 3 - вид А на фиг. 1; на фиг. 4 -- разрез Б-Б на фиг. 2; на фиг. 5 - система управления патроном.
Патрон (фиг. 1) и.меет корпус 1, в кото- рс|м находятся радиально неремен аемые к |лачки 2. К кулачкам 2 крепятся съемные губки 3. Внутри корпуса размещены подвижные в осевом направлении ползуны 4, закрепленные на порнше 5, связанном с тягой 6 тянунюго привода (не показан). Ползуны 4 взаимодействуют с кулачками 2 посредством Нек;10Н11ы. н лицев 7 и 8. Внутри кулачков 2
9, которые действуют переместить их в напр|авлении к центру. На внутренней торцовой стЬроне кулачков выполнены глухие радиаль- Hi|e пазы 10, заканчивающиеся стенкой 11. в корпусе размещены также призмы 12, 01-|5аничивающие перемещение кулачков в радиальном направлении. Призма 12 имеет ст| Г1еиьки 13-16, которые выполнены с тагом р, кратным шагу / наклонных нкпицев. Г |:1измы 12 установлены на кольце 17 напротив кулачков 2 таким образом, чго ступенька 13 призмы 12 всегда находится в пространстве паза 10 кулачка 2. Это необходимо, чтобы предотвратить выпадение кулачков 2 иа корпуса 1. С торца корпус натропа закрыт кр1)Ипкой 18, на крышке закреплены концы тйг 19, которые носредством уступов 20 взаи- мфдействуют с кольцом 17. Снаружи тяги 19 ст-онорятся фиксатора.ми 21 (показаны ус- лс|вно). Заготовки 22 крепятся в патроне.
Патро} посредством корпуса 1 закреплен на одном из концов шпинделя 23, который удтановлен в станине 24 станка. На втором конце плжнделя 23 закреплен привод 25, вал которого носредством резьбовой втулки 26 соединен с тягой 6 патрона. На тяге 6 установлено свободно кольцо 27, которое цггифтом 28 через продольный паз шпинделя 23 связано с вторым кольцом 29, выполненным с внутренней кольцевой канавкой для 11еремен1е11ия пггифта 28. Второе кольцо 29 установлено с возможностью свободного перемен1ения на ипинделе 23. Переме- 1Ц|ение кольца 29 относительно станины 24 станка ограничено назом в станине 24 станка и Н1ТИФТОМ 30, который одновременно выполняет функции флажка д;1я датчиков 31-34 зон I-VI регулирования патрона.
Датчик 31 определяет усилие зажима заготовки, датчик 32 - границу рабочей зоны, датчик 33 - границу выхода шлицев 7 и 8 из зацепления, датчики 34 - границы зон переналадок на различные диаметры заготовок. При этом датчики 31-34 размрщены на кронштейне 35, который закреплен на. станине 24.
Выходы датчиков 3i и 32 подключены непосредственно к входу блока 36 сопряжения станка, а датчики 33 и 34 через схемы 37 5 И второй вход которых подключен через кнопки SB1-SE4 и параллельно соединены безконтактные ключи К1-К4 к источнику питания. Причем управляющий вход .ключей К1-К4 подсоединены к выходам датчиков
0 диаметра заготовки, устанавливаемой в патрон.
После выполнения программы обработки детали 22, заложенной в памяти ЧПУ станка, щниндель 23 останавливается и по команде либо от оператора с помощью кнопок SB1 -
SB4, либо от датчиков дтиаметра заготовки автоматически через ключи К1-К4, блок питания станка включает привод 25, а последний перемещает тягу 6 до тех пор, пока штифт 30 не установится напротив одного
Q из датчиков 34, подключенного к одной из схе.м 37 И, на второй вход которой подан сигнал разрешения с одного из выходов ключей или кнопок . При этом на выходе схемы 37 И формируется сигнал, которым блок сопряжения станка выключает
5 привод 25.
После переналадки включается на реверс и он работает до тех не достигнет датчика
патрона привод 25 блоком сопряжения пор, пока штифт 30 32, определяющего
30
начальную заготовки.
границу раоочеи зоны зажима
5
0
5
0
5
После установки заготовки в патрон, например ,1анинулятором, привод включается блоком согласования станка и штифт 30 перемен.|.ается до датчика 31, который фиксирует зажим заготовки с требуемым усилием. Выключается привод 25 и блок 36 сопряжения станка передает управление ЧПУ станка. Таким образом достигаются положения поршня 5 от f до VI, а призмы 12 перемещаются в осевом направлении и могут занимать положения а, б, в, и г. Каждое по- ;1ожение поршня 5 соответствует выполнению определенной операции, а именно;
Положение I П - рабочий ход ползунов 4 Зона ра- (зажнм заготовки 22) бочего хода
Положение И I - рабочий ход ползунов 4, (разжим заготовки 22)
Положение П1 - наклонные шлицы 7 и 8 Зона ре- ползунов 4 и кулачков гулиро- 2 выходят из зацепле- вания
НИИ
поршень перемещается из положения П в положение IV, при это.ч призмы 12 перемещаются из положения а в положение б
-поршень перемещается в положение V, призмы 12 - в положение е
-поршень перемешается в положение V, призмы 12 - в положение г
Положение IV -
Положение V
Положение VI
Работа патрона осуществляется следующим образом.
Операция «Зажим заготовки. Патрон не вращается. Поршень 5 находится в положении L Заготовка 22 помещается между зажимными поверхностями съемных губок 3. Тяга 6 привода перемещается влево, в направлении к положению II (фиг. 2), увлекая за собой порщень 5 и ползуны 4. При этом кулачки 2 перемещаются к центру патрона и губками 3 зажимают заготовку 22. Макси- мальный ход ползунов при заготовки ограничен положениями I и II поршня. Разжатие заготовки осуществляется при перемещении ползунов 4 вправо.
Операция «Переустановка кулачков на максимальные диаметры заготовок. На фиг. 1 патрон изображен в положении для обработки заготовок наименьшего размера. При переналадке на максимальный размер заготовок патрон не вращается. Поршень 5 перемещается вправо в положение III. При этом наклонные шлицы 7 и 8 ползунов 4 и кулачков 2 расцепляются. Кулачки 2 под действием пружин 9 перемец-1аются к центру патрона до упора. Включается вращение патрона на больших оборотах. Под действием центробежных сил кулачки 2 расходятся в направлении от центра до тех пор, пока стенка 11 кулачка 2 не упрется в ступеньку 14 призмы 12. Затем поршень 5 и ползуны 4 перемещаются влево. Наклонные шлицы 7, 8 кулачков 2 и ползунов 4 входят в за- цепление. Кулачок 2 начинает перемещение к центру патрона. Порщень 5 перемещается из положения II в положение I. Патрон к работе готов.
Операция «Переустановка кулачков для обработки заготовок средних размеров. Патрон не вращается. Поршень 5 перемещается вправо в положение IV (V или VI в зависимости от того, на какой диапазон диаметров нужно перенастроиться). Как только произойдет расцепление наклонных шлицев 7 и 8, кулачки 2 под действием пру- жин 9 переместятся к центру до упора. При этом, когда поршень окажется в положении III и продолжает двигаться дальше вправо, крышка 18 воздействует на тяги 19. Последние воздействуют на фиксаторы 21, разжи
0
г 0 о
5 0
5
мают их и перемещаются вправо, при этом уступ 20 тяги 19 упирается в кольцо 17 и перемещает его вправо. Призмы 12, размещенные на кольце 17, также смещаются вправо и занимают положение б (если поршень 5 находится в положениях V и VI, то призмы 12 занимают соответственно положения виг). Включается вращения патрона на болыпих оборотах. Кулачки 2 под действием центробежных сил расходятся в напр авлении от центра до тех пор, пока стенка 11 кулачка 2 не упрется в ступеньку 14 (15 или 16, если поршень находится соответственно в положениях V и VI) призмы 12. Затем поршень смещается влево. Наклонные шлицы 7 ползунов 4 входят в зацепление с щлицами 8 кулачка 2. Поршень перемещается в крайнее положение И, при этом ползуны 4 перемещают кольцо 17 с призмами 12 в крайнее левое положение. Кольцо 17 упирается в уступы 20 тяг 19 и перемещают тяги влево, а тяги тянут крышку 18 влево. Перемещение прекращается, когда порщень займет крайнее левое положение (положение И). При этом фиксаторы 21 зажмут концы тяг 19, а крыщ- ка 18 войдет в выточку на торце корпуса I. После этого поршень переместится в положение I. Патрон к работе готов.
Формула изобретения
Патрон, в корпусе которого с возможностью радиального перемещения установлены зажимные кз лачки, связанные посредством наклонных шлицев с ползунами, привод их перемещения, а также механизм расщепления шлицевого соединения кулачков и ползунов и ограничители перемещения кулачков, отличающийся тем, что, с целью упрощения конструкции, ограничители перемещения кулачков выполнены в виде расположенных в корпусе пружин.растяжения, предназначенных для взаи.модействия с кулачка.ми, установленных в корпусе с возможностью перемещения параллельно оси патрона и связанных с приводом перемещения ползунов, при- че.м со ступенчатыми поверхностями, шаг ступеней которых кратен щагу шлицевого соединения кулачков и ползунов.
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический самоцентрирующий поворотный патрон | 1986 |
|
SU1386379A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Приспособление к многошпиндельному токарному полуавтомату для автоматической установки в патрон я съема заготовок подшипниковых колец | 1951 |
|
SU95385A1 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| Самоцентрирующий кулачковый патрон | 1991 |
|
SU1787073A3 |
| Двухкулачковый поворотный патрон | 1982 |
|
SU1052348A1 |
| Четырехкулачковый патрон | 1989 |
|
SU1673291A1 |
| Двухкулачковый самоцентрирующий патрон | 1980 |
|
SU933280A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |

ffi.,. :
(раг.Ъ
Б -б
Зона paSff aa
сригЛ
/I I 1/1 IV V VI
Зуна frepef cfyrff ffu
| Кузнецов Ю | |||
| И | |||
| Технологические оснастки к станкам с программным управлением | |||
| М.: Машиностроение, 1976, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
