Фиг.1
Изобретение относится к области станкостроения, а именно к устройствам для закрепления заготовок на шпинделе токарного станка с автоматической сменой зажимных кулачков.
Целью изобретения является повышение производительности путем сокращения времени на переналадку патрона.
На фиг. 1 показан токарный патрон, общий вид; на фиг. 2 - привод патрона при рабочем ходе поршня, осевой разрез; на фиг. 3 - то же, при наладочном ходе поршня; на фиг. 4 - патрон при рабочем положении зажимных кулачков, осевой разрез; на фиг. 5 - то же, в положении смены кулачков.
Токарный патрон, закрепленный на шпинделе 1, бабки 2, содержит корпус 3, в котором расположены перемещаемые от поршня 4 привода 5 с поршнем и штоком ползуны 6 с подпружиненными цангами 7, предназначенными для размещения в них цилиндрических .частей сухарей 8, связанных со сменными кулачками 9 посредством присоединительных элементов 10, цанги имеют двойные V-образные кольцевые канавки 11, взаимодействующие с соответствующими выступами 12 сухарей 8, связанных со сменными кулачками 9 посредством резьбовых соединений. Соединительные элементы 10 снабжены плоским зубчатым зацеплением, предварительно натянутым пружинными элементами 13, с количеством зубьев, кратным количеству рабочих поверхностей кулачков 9, пластина 14 взаимодействует с хвостовиками толкателей 15 и через тягу 16 с приводом 5, имеющим рабочий ход и наладочный ход Н, на одном конце толкателей 15 закреплены пружинные элементы 13, а на другом - цанги 7, со стороны которых свободные цилиндрические концы толкателей 15 входят в отверстия сухарей 8. Ползуны 6 связаны с приводом 5 посредством тяги 16 и клиновых пар головки 17. На дополнительном штоке 18 поршня 4 жестко закреплена шайба 19 с подпружиненными тягами 20, имеющими Т-образные основания, предназначенные для фиксации съемной втулки 21.
Патрон работает следующим образом.
При подаче давления в полость А пр вода 5 поршень 4 вследствие разности давлений в полостях А и Б перемещается в крайнее левое положение, производя перемещение сменных зажимных кулачков 9. Зажим заготовки происходит по кинематической цепи: тяга 16, головка 17 с клиновыми парами, ползуны 6, сменные зажимные кулачки 9. Для разжима заготовки давление подается в полость Б привода 5 (фиг. 1). Вследствие разности давлений в камерах А и Б поршень 4 со штоками перемещается на величину рабочего хода вправо, производя разжим заготовки и отвод сменных кулачков 9 от заготовки по кинематической цепи:
0
тяга 16, головка 17 с клиновыми парами, ползуны 6, сменные зажимные кулачки 9. При переналадке патрона на обработку заготовок другого типоразмера по команде
ЧПУ станка (при расположении поршня 4- в крайнем левом положении) автооператор или промышленный робот (не показан) производит надавливание на подпружиненную тягу 20 с торца и съем съемной втулки 21 со штока 18.
При подаче давления в полость Б привода 5 поршень 4 перемещается вправо на величину наладочного хода Н, производя перемещение тяги 16, головки 17, ползунов 6 и кулачков 9. Пластина 14 взаимодействует
с хвостовиками толкателей 15, преодолевая усилие пакета тарельчатых пружин, разжимает цанги 7, выводя их из зацепления по V-образным поверхностям сухарей 8. Сменные кулачки 9 подготовлены к замене их автооператором или промышленным роботом (не показаны). После смены кулачков автооператором или промышленным роботом давление подается в полость А и поршень 4 со штоками перемещается в крайнее левое положение, при этом пластина 14 прекращает кон5 тактировать с хвостовиками толкателей 15, пакеты тарельчатых пружин производят зажим цанги 7, фиксацию сменных кулачков 9 посредством двойных V-образных поверхностей сухарей 8 и цанг 7 и натяг присоединительных зубчатых элементов 10. По коман0 де ЧПУ станка автооператор или промышленный робот производит нажим на тяги 20 и установку съемной втулки 21 на шток 18. После установки съемной втулки 21 привод 5 имеет вновь рабочий ход I.
При выполнении штоков 18 поршней 4, тяг
5 16 полыми возможен зажим в таком патроне прутковых материалов, с применением предлагаемого патрона создается возможность полной автоматизации процесса зажима заготовок и их снятия, подналадки станков
0 на необходимый размер обработки заготовок в станках с ЧПУ и многоцелевых станках, встраиваемых в ГПС. Повышается жесткость и точность зажима вследствие автоматической выботки зазоров между установочными базовыми поверхностями сменных кулачков и
5 ползунов и высокой степени центрирования кулачков в цангах.
Формула изобретения
Токарный патрон, в корпусе которого расположены ползуны с подпружиненными зажим ными элементами с толкателями, в которых размещены сухари, связанные со сменными зажимными кулачками, и привод перемещения ползунов, выполненный в виде силового цилиндра, отличающийся тем, что, с целью повышения производительности путем сокращения времени на переналадку патрона, поршень силового цилиндра снабжен дополнительным штоком и съемной втулкой, а в
сухарях выполнены направляющие отверстия, предназначенные для размещения концов толкателей, при этом дополнительный шток выполнен выступающим за габариты си
левого цилиндра и оснащен введенной в устройство шайбой, связанной с концом штока, а съемная втулка размещена на упомянутом штоке между силовым цилиндром и шайбой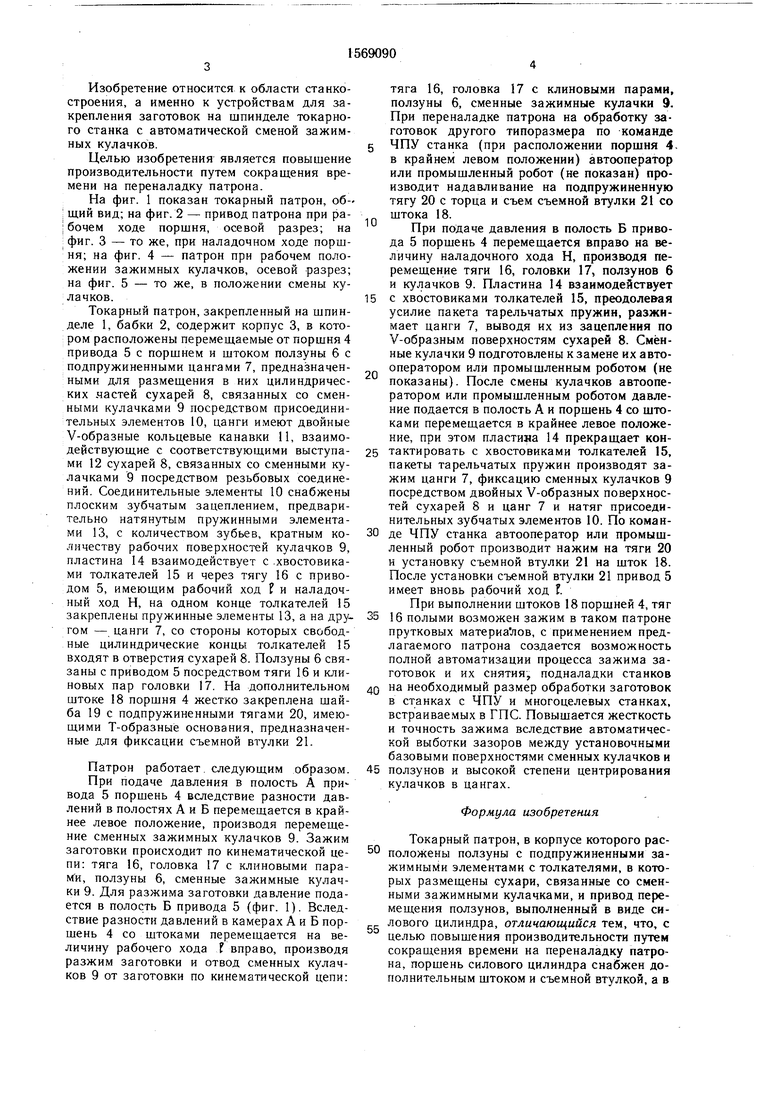
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный самоцентрирующий клиновой патрон | 1983 |
|
SU1106594A1 |
| Патрон | 1987 |
|
SU1430186A1 |
| Оправка | 1989 |
|
SU1662767A1 |
| Трехкулачковый переналаживаемый патрон | 1984 |
|
SU1263435A1 |
| Токарный патрон | 1987 |
|
SU1419821A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| СТАНОК-АВТОМАТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШТУЧНЫХ ЗАГОТОВОК | 1973 |
|
SU395182A1 |
| Двухкулачковый поворотный патрон | 1982 |
|
SU1052348A1 |
| Цанговый патрон | 1990 |
|
SU1814996A1 |
| Автомат для шлифования сквозных цилиндрических отверстий подшипниковых колец | 1961 |
|
SU150029A1 |
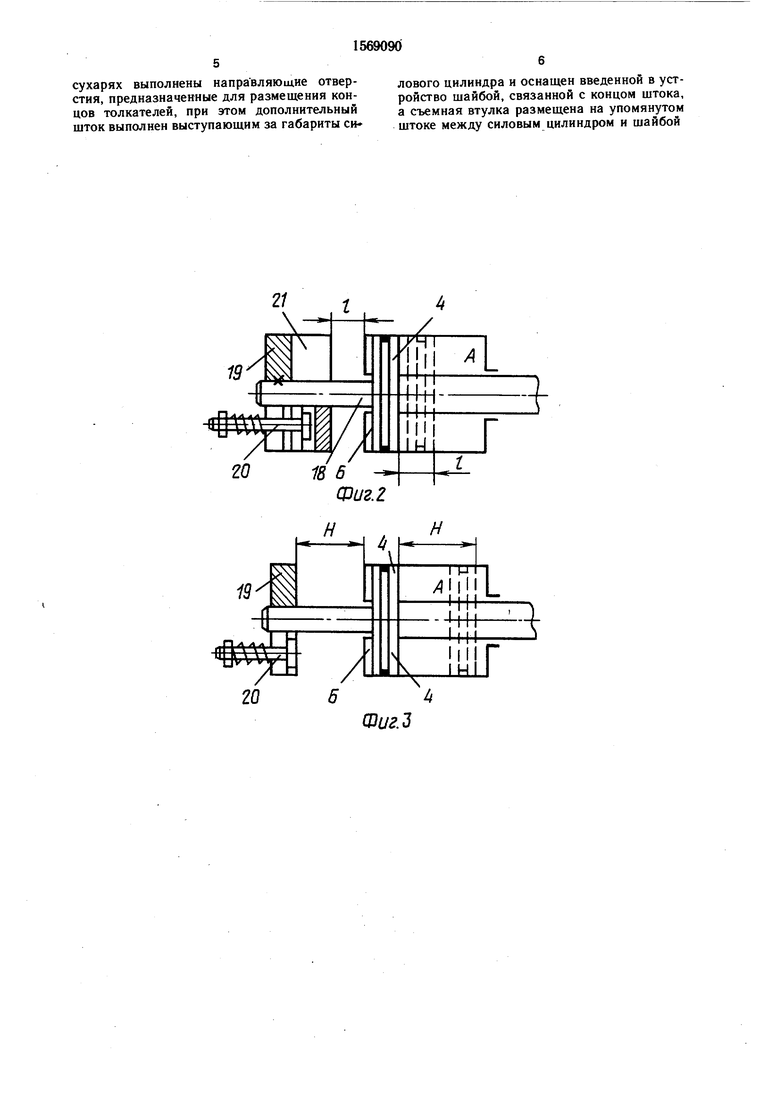

Изобретение относится к станкостроению, а именно к устройствам для закрепления заготовок на шпинделе токарного станка с автоматической сменой зажимных кулачков. Целью изобретения является повышение производительности путем сокращения времени на переналадку патрона. Патрон с механизмом зажима сменных кулачков 9 крепится на шпинделе станка. Привод зажима сменных кулачков 9 выполнен в виде силового цидиндра 5 с дополнительным штоком 18, выступающим за габариты его корпуса. На штоке 18 закреплена шайба 19, а между ней и корпусом силового цилиндра может устанавливаться съемная втулка 21. По условиям работы патрона необходимо обеспечить рабочий ход поршня силового цилиндра и его наладочный ход, что позволяет обеспечить цикл работы патрона от одного привода. Для достижения наладочного хода поршня съемная втулка 21 удаляется со штока 18 с помощью автооператора, обслуживающего станок. Для обеспечения рабочего хода поршня съемная втулка 21 устанавливается на шток 18. 5 ил.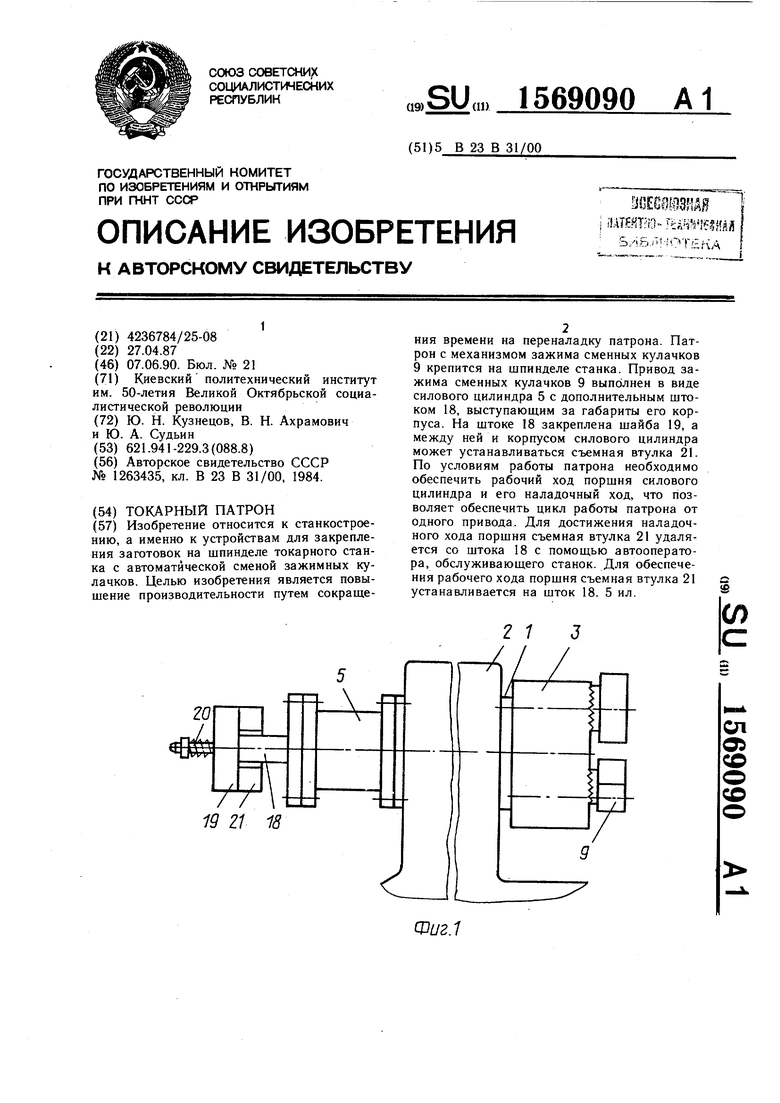
20
5U
Шиг.Ъ
ФигА
1П8
кП
75 Фиг. 5
| Трехкулачковый переналаживаемый патрон | 1984 |
|
SU1263435A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
