Изобретение относится к контрольно-измерительной технике, а именно к средствам измерения размеров сварных ШВОВо
Целью изобретения является повышение точности измерений и расширение функциональньк возможностей за счет измерения угла между сваривае- мыми деталями и глубины зазора в сты ;ке шва.
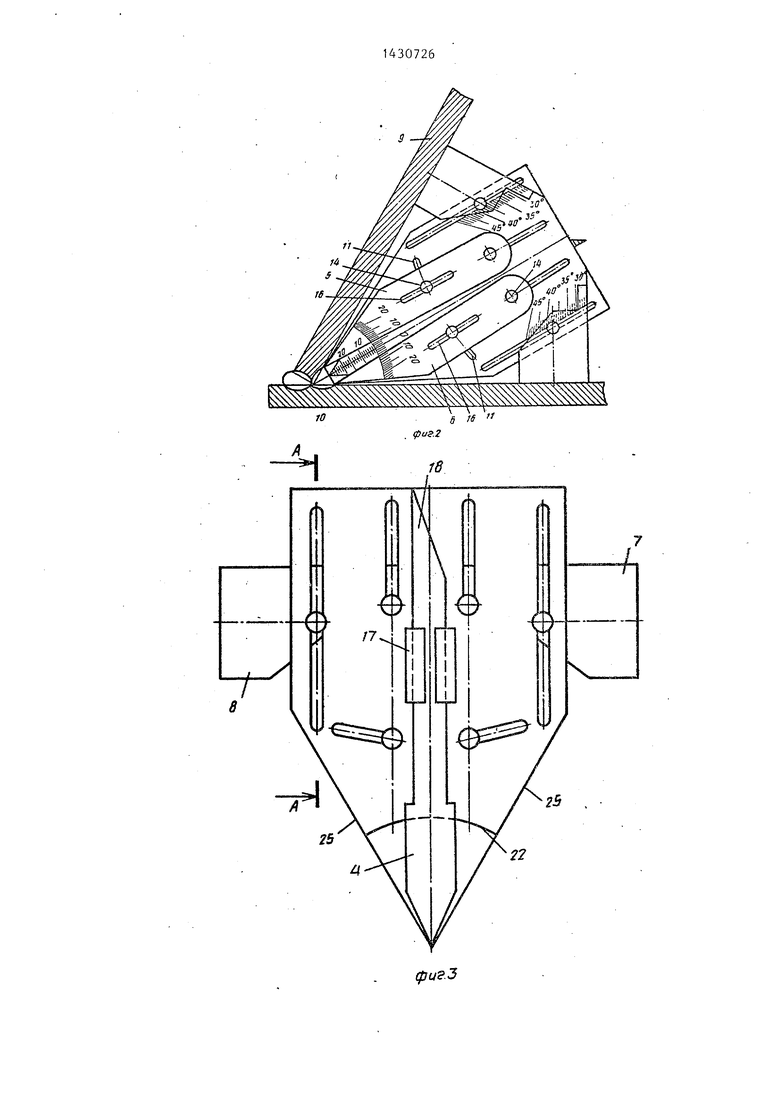
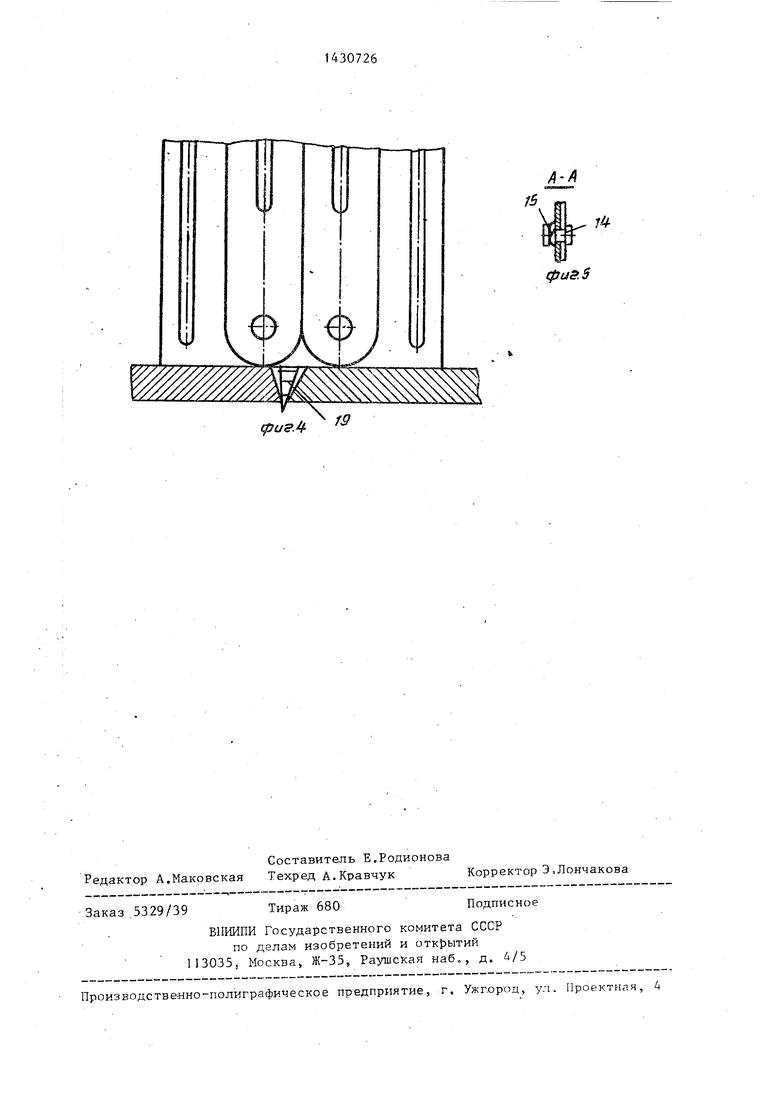
I На фиг.1 изображен предложенный jnpH6op при замере размеров швов с |прямым углом между свариваемыми дета ;лями; на фиг.2 - то же, при замере |размеров швов с углом между сварива- емыми деталями, равным на фиг.З ;прибор, вид сзади; на фиг„4 - прибор при замере зазора в стыке сва- (риваемых деталей;, на фиг.5 - разрез А-А на фиг,3.
: Прибор для измерения размеров |швов сварных соединений содержит кор Jryc 1 с опорными плоскостями 2иЗ, п цвижную измерительнзто линейку 4 для измерения высоты шва и две подвижные измерительные линейки 5 и 6 для из мерения катетов шва Опорные плоскости 2 и 3 сформированы на дополнительных подвижных измерительных лн- мейках 7 и 8 для измерения угла между свариваемьпуги деталями 9 и 10. Линей- 5-вшарнирно прикреплены к корпусу 1 с возможностью перемещения по пазам 11-13 корпуса 1 и разворо- ,|га вокруг оси шарнира 14 с пружинной шайбой 15. Линейки 5 к 6 имеют Также продольные пазы 16„ Линейка 4 вмонтирована в направляющую 17 и Имеет измерительный щуп 18 с отсчетной шкалой 19. Измерительные линейки 7 и 8 снабжены указателем 20 величин углов на шкалах -21 углов, выполненных на корпуса 1. Корпус 1 имеет вьфез 22 с отсчетной шкалой
23.Линейка 4 с пpoтивoпoJ.IOжнoй стороны щупа 18 имеет отсчетную шкалу
24.Корпус 1 имеет скосы 25 боковых Поверхностей,
Прибор для измерения размеров .швов сварных соединений работает следующим образом.
Линейки 4-6 устанавливают в ис- кодное положение (фиг.З), т.е. скосы линеек 5 и 6 являются продолжением скосов 25 корпуса 1, а конец линейки 4 совмещают с концами линеек 5 и 6. Указатели 20 линеек 7 и 8 устанавливают на заданный угол.
0
5
0
5
0
5
0
5
0
5
При замере поперечных сечений швов корпус 1 устанавливают опорными плоскостями 2 и 3 подвижных измерительных линеек 7 и 8 на поверхности свариваемых деталей 9 и 10. Перемещают линейки 7 и 8 по пазам 13. С отсчетной шкалы 21 считывают фактические значения угла между деталями 9 и 10 по указателям 20. Линейки 5 и 6 перемещают по пазам 11, 12 и 16 в параллельном направлении и под углом с одновременным поворотом на шарнирах 14 с шайбой 15. Линейки 5 и 6 острыми углами устанавливают в начале катетов сварного шв а. Ре- зультаты замеров считывают с отсчетной шкалы 23 на вырезе 22 корпуса 1. Линейку 4 устанавливают в сварной шов до упора, перемещая по направляющей 17. Результаты замеров считьшают с отсчетной шкалы 24. При замере зазора в стыке свариваемых деталей прибор устанавливают на поверхности деталей, а измерительный щуп 18 опускают в зазор. Результат замера считывают с отсчетной шкалы 19.
Формула изобретения
Прибор для измерения размеров . сварных швов, содержащий корпус, две базовые плоскости, линейку для измерения высоты шва и две линейки для измерения катетов шва, отличающийся тем, что, с целью повышения точности и расширения функциональньк возможностей за счет обеспечения измерения угла между свариваемыми деталями и глубины зазора в стыке шва, в корпусе выполнены четыре продольных и два наклонных к его оси симметрии паза, базовые плоскости образованы двумя линейками для измерения угла между свариваемыми деталями, установленными шарнирно в корпусе с возможностью перемещения по двум соответствующим продольным пазам, вдоль которых нанесены линейные шкалы углов, и поворота вокруг осей своих шарниров, прибор снабжен измерительным щупом для измерения глубины зазора в стыке шва, установленным на линейке для измерения высоты шва, а линейки для измерения катетов шва установлены шарннрно в корпусе с воз-, можностью одновремекного перемещения по другим соответствуюгцим продольным пазам и наклонным пазам и поворота вокруг осек своих шарниров.
;;
/4
16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| ЗАМЕРА ШВОВ И РАЗДЕЛКИ КРОМОК | 1972 |
|
SU355474A1 |
| Устройство для проверки сварных швов и прибор для работы с устройством | 1988 |
|
SU1627814A1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| ШАБЛОН В.Г.ДЕМЧУКА ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ СВАРНЫХ ШВОВ СОЕДИНЕНИЙ | 1991 |
|
RU2032140C1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ПОПЕРЕЧНЫХ СЕЧЕНИЙ СВАРНЫХ ШВОВ | 1967 |
|
SU198685A1 |
| Устройство для измерения линейных перемещений | 1991 |
|
SU1796870A1 |
| Устройство для контроля геометрических параметров деталей | 1983 |
|
SU1211592A1 |
| Устройство для измерения размеров шва сварного соединения деталей | 1989 |
|
SU1670322A1 |
Изобретение относится к контрольно-измерительной технике, а именно к средствам измерения размеров сварных швов. Целью изобретения является повышение точности измерег з W НИИ и расширение функциональных возможностей за счет измерения угла между cвapивae fыми деталями и глубины зазора в стыке шва путем снабжения прибора, содержащего корпус 1 с тремя подвижными линейками 4, 5, 6 для измерения высоты и катетов шва, дополнительными линейкями 7, 8 для измерения угла между свариваемыми де-: талями 9, 10, измерительным щупом 18 для измерения глубины зазора в стыке шва и допатнительными шкапами 21 углов, вьшолнения на корпусе 1 продолbHi ix и наклонных пазов 11, 12, 13 и шарнирного крепления линеек 5, 6, 7, 8 на корпусе 1 с возможностью их перемещения по пазам 11, 12, 13 и поворота вокруг осей шарниров 14,.причём дополнитапьные линейки 7, 8 для измерения углов образуют базовые плоскости 2, 3 прибора, 5 ил. /4 }9 7 4) f6 3 f ff puS.1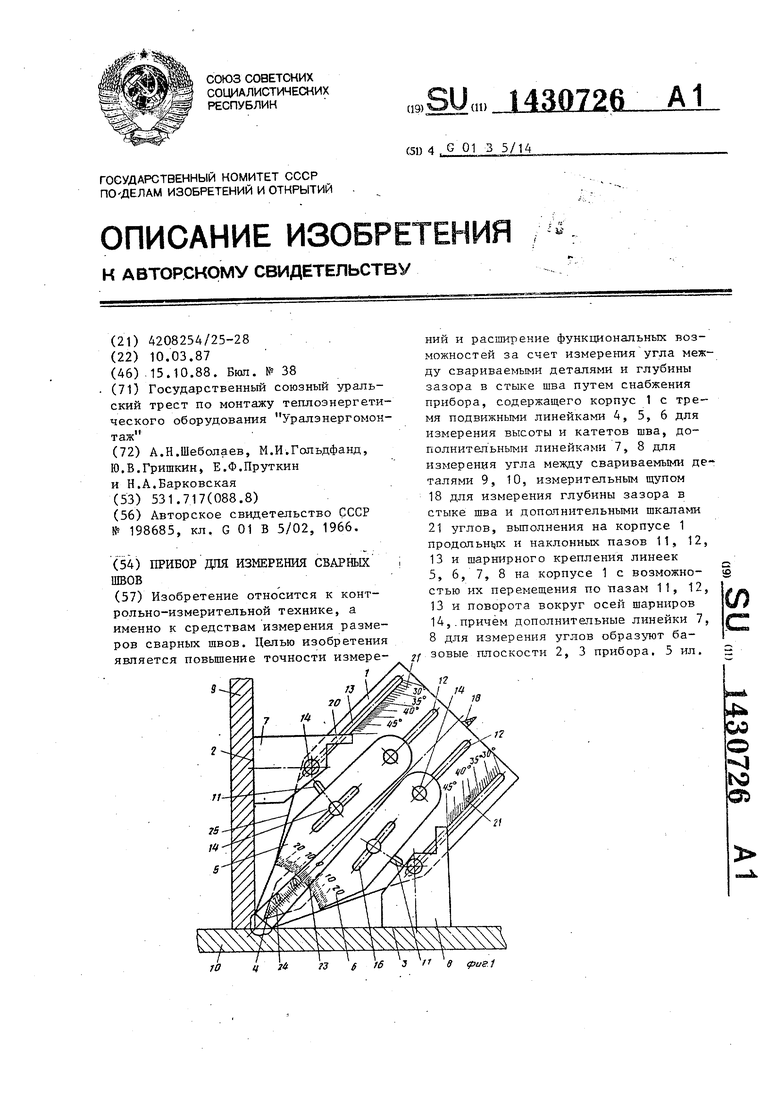
rO
}
дзигЗ
иеЛ
Составитель Е.Родионова Редактор А.Маковская Техред А.Кравчук Корректор Э.Лончакова
Заказ .5329/39
Тираж 680
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Подписное
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ПОПЕРЕЧНЫХ СЕЧЕНИЙ СВАРНЫХ ШВОВ | 0 |
|
SU198685A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
