(Л
с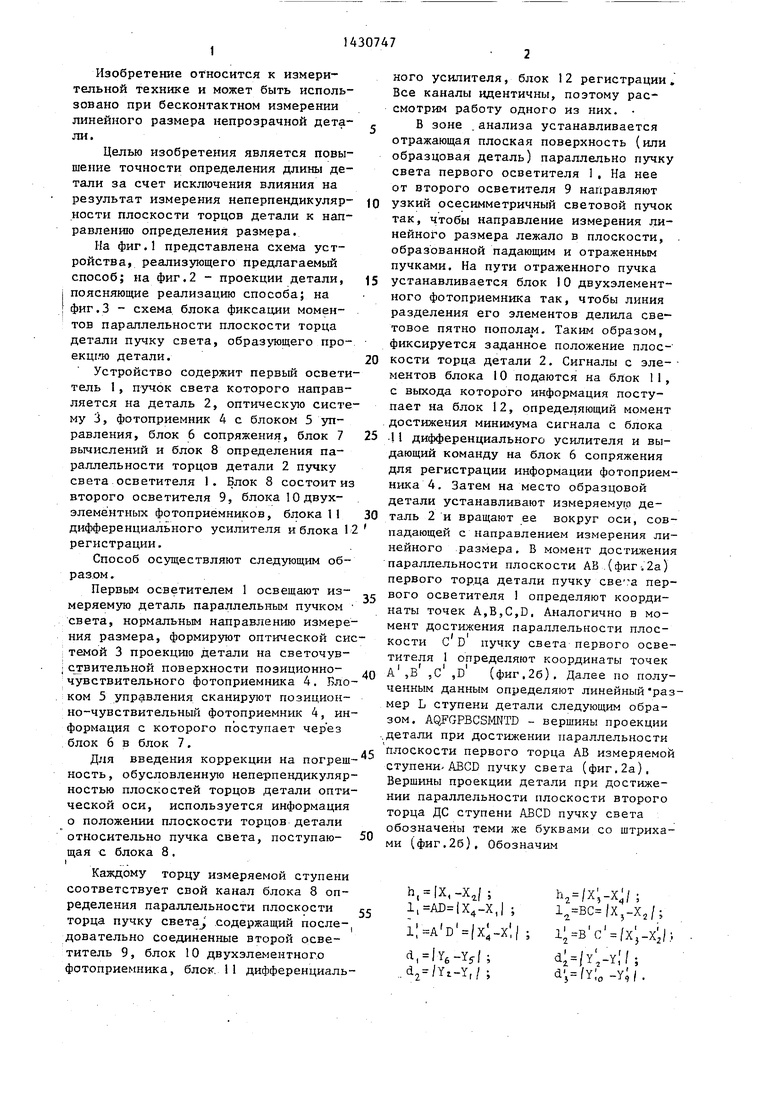
Изобретение относится к области измерительной техники. Целью изобретения является повышение точности при измерении линейного размера детали. Измеряемую деталь освещают колли- миров анным пучком света, перпендикулярным направлению измерения размера. .Формируют проекцию детали. Затем деталь вращают вокруг оси, перпендикулярной пучку света, и в моменты достижения параллельности торцов детали пучку света определяют координаты базовых точек проекции, по которым вычисляют линейный размер детали. 3 ил.
it
00
lifia
Изобретение относится к измерительной технике и может быть использовано при бесконтактном измерении линейного размера непрозрачной детали.
Целью изобретения является повышение точности определения длины детали за счет исключения влияния на результат измерения неперпендикулярности плоскости торцов детали к направлению определения размера.
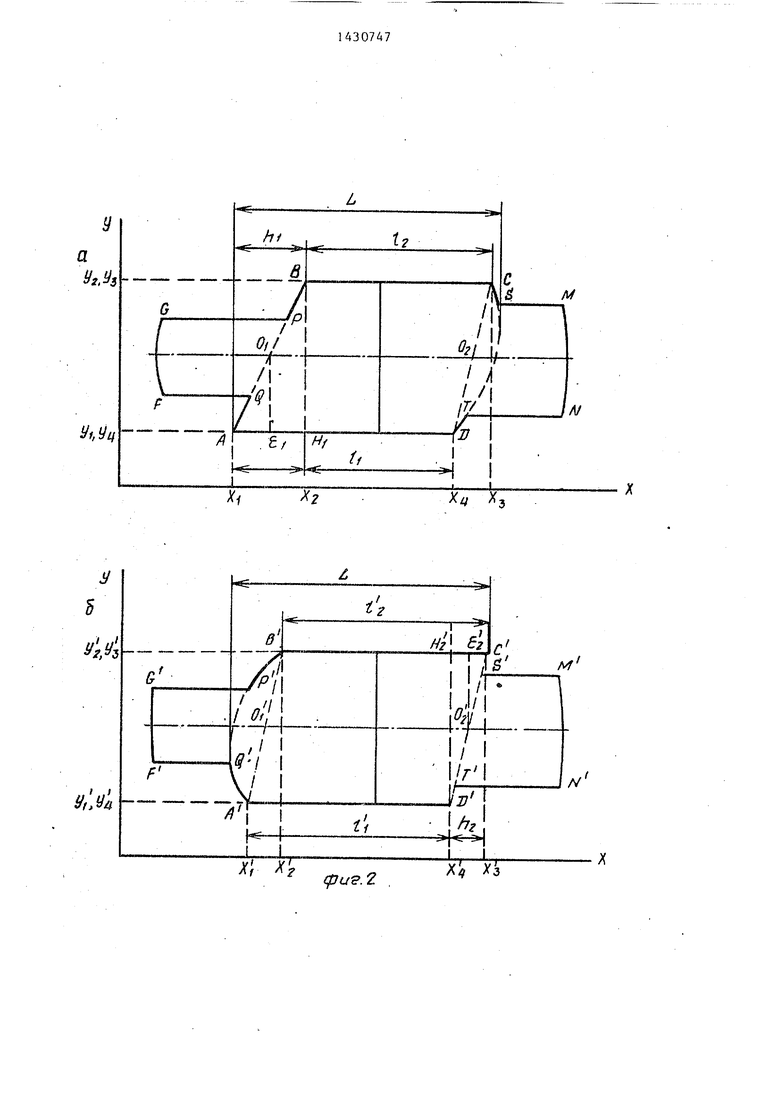
На фиг.1 представлена схема устройства, реализующего предлагаемый способ; на фиг.2 - проекции детали, поясняющие реализацию способа; на фиг.3 - схема блока фиксации моментов параллельности плоскости торца детали пучку света, образующего про- екщж детали.
Устройство содержит первый осветитель 1, пучок света которого направляется на деталь 2, оптическую систему 3, фотоприемник 4 с блоком 5 управления, блок 6 сопряжения, блок 7 вычислений и блок 8 определения параллельности торцов детали 2 пучку света осветителя 1. Блок 8 состоит из второго осветителя 9, блока 10 двухэлементных фотоприемников, блока П дифференциального усилителя и блока 1 регистрации.
Способ осуществляют следующим образом .
Первым осветителем 1 освещают измеряемую деталь параллельным пучком света, нормальным направлению измерения размера, формируют оптической ситемой 3 проекцшо детали на светочувствительной поверхности позиционно- чувствительного фотоприемника 4. Влеком 5 управления сканируют позицион- но-чувствительный фотоприемник 4, информация с которого поступает через блок 6 в блок 7.
Для введения коррекции на погрешность , обусловленную неперпендикулярностью плоскостей торцов детали оптической оси, используется информация о положении плоскости торцов детали относительно пучка света, поступаю
щая с блока 8.
t ..
Каждому торцу измеряемой ступени соответствует свой канал блока 8 определения параллельности плоскости торца пучку света содержащий последовательно соединенные второй осветитель 9, блок 10 двухэлементного фотоприемника, блок. 11 дифференциаль
I-
0
5
0
5
0
5
0
5
0
кого усилителя, блок 12 регистрации. Все каналы идентичны, поэтому рассмотрим работу одного из них.
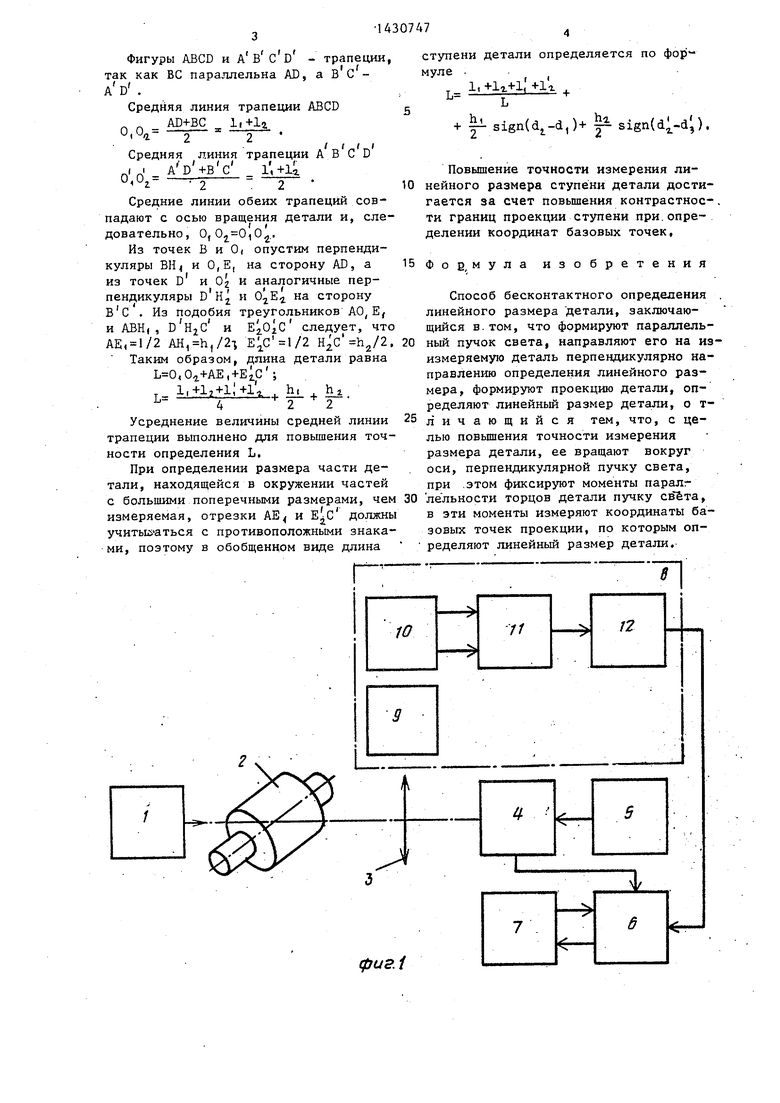
В зоне .анализа устанавливается отражающая плоская поверхность (или образцовая деталь) параллельно пучку света первого осветителя 1, На нее от второго осветителя 9 наггравляют узкий осесимметричный световой пучок так, чтобы направление измерения линейного размера лежало в плоскости, . образованной падающим и отраженным пучками. На пути отраженного пучка устанавливается блок IО двухэлементного фотоприемника так, чтобы линия разделения его элементов делила световое пятно пополам. Таким образом, фиксируется заданное положение плоскости торца детали 2. Сигналы с эле- ментов блока IО подаются на блок 11, с выхода которого информация поступает на блок 12, определяющий момент достижения минимума сигнала с блока 11 дифференциального усилителя и выдающий команду на блок 6 сопряжения для регистрации информации фотоприемника 4. Затем на место образцовой детали устанавливают измеряемуго деталь 2 и вращают ее вокруг оси, совпадающей с направлением измерения линейного размера. В момент достижения параллельности плоскости АВ .(фиг-,2а) первого торца детали пучку све га первого осветителя определяют координаты точек A,B,C,D, Аналогично в момент достижения параллельности плоскости С D пучку света первого осветителя 1 определяют координаты точек А ,В ,С ,D (фиг.2б). Далее по полученным данным определяют линейный размер L ступени детали следующим образом. AQFGPBCSMNTD - вершины проекции .детали при достижении параллельности Плоскости первого торца АВ измеряемой ступени-ABCD пучку света (фиг,2а), Вершины проекции детали при достижении параллельности плоскости второго торца ДС ступени ABCD пучку света обозначены теми же буквами со штрихами (фиг.2б). Обозначим
5
h, (X, l.AD(X4-Xj ;
I;: :A D |X;-X:| ;
Л,|Уб-1у/; .-Y,/ ;
h,/x;-x;/;
,-Х,/;
I;-B C /X;-X;I.;
K-Y;/;
, -y;/.
в с Фигуры ABCD и A B C D - трапеции, так как ВС параллельна AD, а
A D .
Средйяя линия трапеции ABCD AD+BC Ir+lj
Г
0,0
f г I I
Средняя линия трапеции ABCD
( I А Р +В С 1 +Хг 0, 2 . 2
Средние линии обеих трапеций совпадают с осью вращения детали и, следовательно, 0,,0.,
Из точек В и О, опустим перпендикуляры ВН и 0,Е, на сторону AD, а из точек D и QZ и аналогичные перпендикуляры D HJ и на сторону в С . Из подобия треугольников АО, Е, и АВН(, и следует, что АЕ, 1/2 ,/2i ,/2.
Таким образом, длина детали равна ,,+EiC ;
Т- l.+l2+i;+lV , hL+ ki 4 22
Усреднение величины средней линии трапеции выполнено для повышения точности определения L.
При определении размера части детали, находящейся в окружении частей с большими поперечными размерами, чем измеряемая, отрезки АЕ и должны учитьш-аться с противоположными знаками, поэтому в обобщенном виде длина
ступени детали определяется по формуле
L
sign(,)+ signCd -dJ)
Повышение точности измерения ли- нейного размера ступени детали достигается за счет повьштения контрастное-. ти границ проекции ступени при.определении координат базовых точек,
ФОБ, мула изобретения
Способ бесконтактного определения линейного размера детали, заключающийся в.том, что формируют параплельный пучок света, направляют его на из- измеряемую деталь перпендикулярно направлению определения линейного размера, формируют проекцию детали, определяют линейный размер детали, о тличающийся тем, что, с целью повышения точности измерения размера детали, ее вращают вокруг оси, перпендикулярной пучку света, при .этом фиксируют моменты паралг
ле льности торцов детали пучку св Ьта, в эти моменты измеряют координаты базовых точек проекции, по которым оп- ределяют линейный размер детали.
фиг.1
а
У.УЗ
Xi
Х2
х X
сри.2 ,
Кц Xj
Х Гъ
Редактор E. Копча
Составитель С, Межнев Техред А.Кравчук
Заказ 5330/40
Тираж 680
В11ИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
//cfS. //
.З
Корректор Н. Король
Подписное
| Патент США № 4279513, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
