Изобретение относится к магнитным измерениям и может быть использовано для определения толщины немагнитных покрытий, наносимых на поверхность ферромагнитных изделий.
Известен способ измерения толщины немагнитных покрытий, основанный на зондировании ферромагнитной основы переменным магнитным полем и фиксации амплитуды и фазы вносимого напряжения, причем частоту электромагнитного поля выбирают пропорциональной величине электропроводности материала покрытия.
Однако использование при зондировании переменного магнитного поля определяет значительную зависимость точности результата измерений от шероховатости поверхности за счет эффекта вытеснения поля в приповерхностный слой и от изменений электромагнитных параметров материала основы и величины электропроводности материала покрытия.
о о
00
о со о
Известен также способ контроля толщины покрытий, основанный на измерении силы отрыва постоянного магнита от поверхности контролируемого ферромагнитного изделия с нанесенным на его поверхность немагнитным покрытием.
К недостаткам пондеромоторного способа относятся необходимость плавного измерения силы для момента отрыва магнита, а также влияние магнитных свойств материала основы, что требует проведения калибровочных измерений на образцах, изготовленных из той же стали ( в условиях производства это не всегда представляется возможным вследствие старения материала, а следовательно, и изменения его характеристик, а также вследствие трудности точного воспроизведения магнитных параметров материала изделия).
Наиболее близким к предлагаемому по (ехничсской сущности является способ маг- нитостатического контроля. Магнитоста- тический метод применяется для контроля качества термообработки ферромагнитных материалов и заключается в следующем: намагничивают изделие до насыщения, затем размагничивают его током противоположной полярности, регистрируют величину этого тока, продолжают размагничивание до значений внешнего поля, большего коэрцитивной силы материала, снимают размагничивающий ток, вторично размагничивают изделие до нулевой индукции, измеряют вторично ток размагничивания и о термообработке судят по разности измеренных токов.
Недостатком известного способа является необходимость проведения калибровочных испытаний перед каждым измерением толщины немагнитного покрытия для материалов с различной величиной коэрцитивной силы.
Целью изобретения является расширение области использования путем определения, кроме качества термообработки, толщины немагнитного покрытия, наносимого на ферромагнитное изделие.
Поставленная цель достигается тем, что контролируемое изделие намагничивают до насыщения с помощью электромагнитного преобразователя, уменьшают приложенное поле до нуля, а затем воздействуют на изделие полем противоположного направления, измеряют величину 1ротока размагничивания в момент равенства нулю индукции о изделии и используют измеренную, величину при определении контролируемого параметра, дополнительно измеряют величину р тока размагничивания при заданной величине индукции в
отрицательной области, а толщину б немагнитного покрытия определяют из соотношения
6 A+B() + C()2
где А, В, С - константы электромагнитного преобразователя,определяемые при перемагничивании контрольных образцов однократно при изменении толщины немагнитного покрытия.
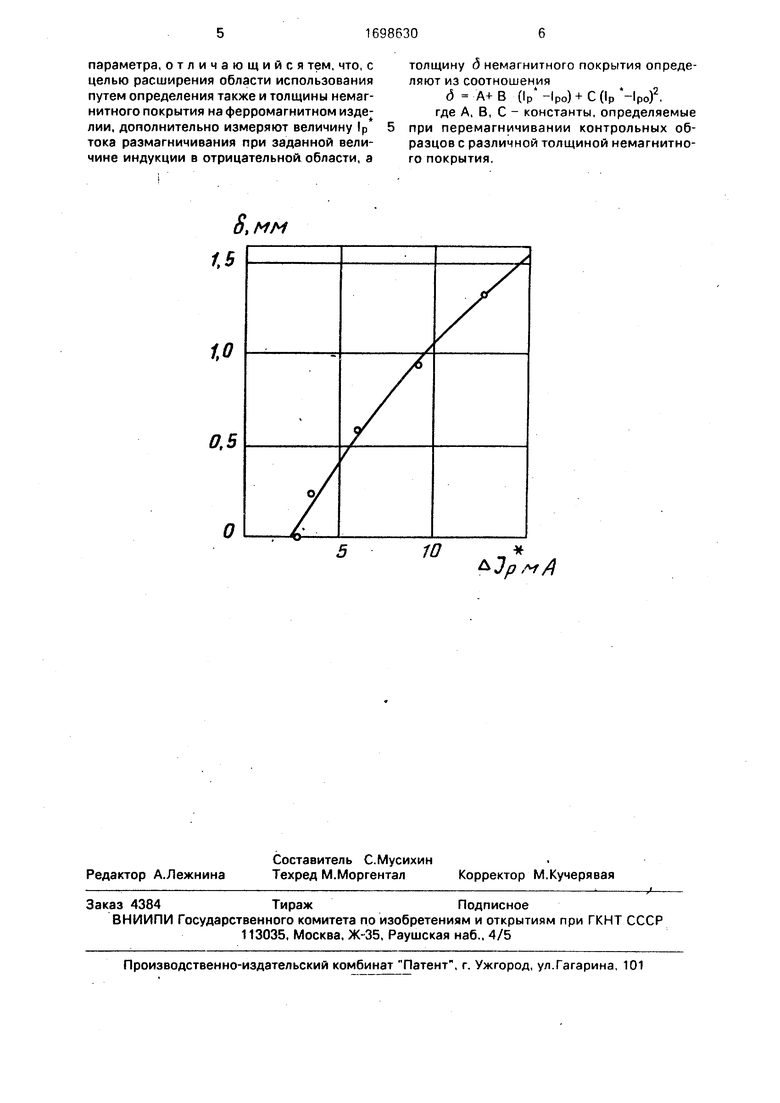
На чертеже показана экспериментальная зависимость 5 f(A lp), гдеД1р I р Ipo.
Предлагаемый способ можно реализо- . вать с помощью любого коэрцитиметра с
выносным П-образным электромагнитным преобразователем, например КИФМ-1,
Способ осуществляют следующим образом.
На контролируемую поверхность помещают коэрцитиметрический преобразователь, проводят предварительную магнитную подготовку, затем начинают размагничивать током противоположной полярности, при этом остаточную индукцию
контролируют по стрелочному индикатору, встроенному в датчик феррозонда. По достижении нулевой индукции фиксируют величину 1р0 тока размагничивания, продолжают размагничивание до тех пор,
пока стрелочный индик тор индукции не достигнет заранее определенной величины индукции в отрицательной области, например 50 делений по. шкале регистрируемого прибора, на токовом индикаторе отмечают
значение р тока размагничивания, производят вычисление разностного тока Д1Р и, подставляя полученную разность в аппроксимирующий квадратный многочлен, рассчитывают величину толщины покрытия.
Представленные на чертеже результаты получены на четырех материалах с коэрцитивной силой в пределах 370- 5370 А/м.
Формула изобретения
Магнитостатический способ неразрушающего контроля качества ферромагнитных изделий ,заключающийся в том, что контролируемое изделие намагничивают до насыщения с помощью электромагнит0 ного преобразователя, изменив направление намагничивающего тока на противоположное и изменяя его величину, уменьшают приложенное поле до нуля, а затем воздействуют на изделие
5 полем противоположного направления, измеряют величину ротока размагничивания в момент равенства нулю индукции в изделии и используют измеренную величину при определении контролируемого
параметра, отличающийся тем, что, с целью расширения области использования путем определения также и толщины немагнитного покрытия на ферромагнитном изделии, дополнительно измеряют величину р тока размагничивания при заданной величине индукции в отрицательной области, а
толщину д немагнитного покрытия определяют из соотношения
6 А+ В (Ip -Ipo) + С (Ip -lpo)2, где А, В, С - константы, определяемые при перемагничивании контрольных образцов с различной толщиной немагнитного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 2006 |
|
RU2327180C2 |
| ПРИСТАВНОЙ ЭЛЕКТРОМАГНИТ К КОЭРЦИТИМЕТРУ | 2013 |
|
RU2535632C1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1698730A1 |
| СПОСОБ ЛОКАЛЬНОГО ИЗМЕРЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ ФЕРРОМАГНИТНЫХ ОБЪЕКТОВ | 2011 |
|
RU2483301C1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 1991 |
|
RU2035745C1 |
| Способ контроля качества термообработки ферромагнитных изделий | 1987 |
|
SU1430863A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| ПРИСТАВНОЙ ФЕРРОМАГНИТНЫЙ КОЭРЦИТИМЕТР | 2002 |
|
RU2238572C2 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВНУТРЕННЕГО РАЗРУШЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2139520C1 |
Изобретение относится к магнитным измерениям и может быть использовано для определения толщины немагнитных покрытий, наносимых на поверхность ферромагнитных изделий. Цель изобретения - расширение области использования путем определения также и толщины немагнитного покрытия на ферромагнитном изделии - достигается за счет того, что в магнитоста- тическом способе неразрушающего контроля качества ферромагнитных изделий, заключающемся в том, что контролируемое изделие намагничивают до насыщения, уменьшают приложенное поле до нуля, изменив направление и уменьшая величину намагничивающего тока, затем воздействуют на изделие полем противоположного направления, измеряют величину 1ро тока размагничивания в момент равенства нуля индукции в изделии, дополнительно измеряют величину 1р тока размагничивания при заданной величине индукции в отрицательной области, а толщину 5 немагнитного покрытия определяют из соотношения 6 А+ +В ()+C()2, где А, В, С - константы, определяемые при перемегничивании контрольных образцов с различной толщиной немагнитного покрытия. 1 ил. сл с
S. мм
10
ьЗрмА
| ЭЛЕКТРОМАГНИТНЫЙ ФАЗОВЫЙ СПОСОБ КОНТРОЛЯ | 0 |
|
SU371413A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магнитное устройство для измерения толщины покрытий | 1984 |
|
SU1216638A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля качества термообработки ферромагнитных изделий | 1987 |
|
SU1430863A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
