i4
СО
00 00
w
Изобретение относится к прокатнопроизводству и может быть использовано при производстве листового проката.
Цель изобретения - повышение эксп луататдионных свойств листа и улучшег нне качества рифа.
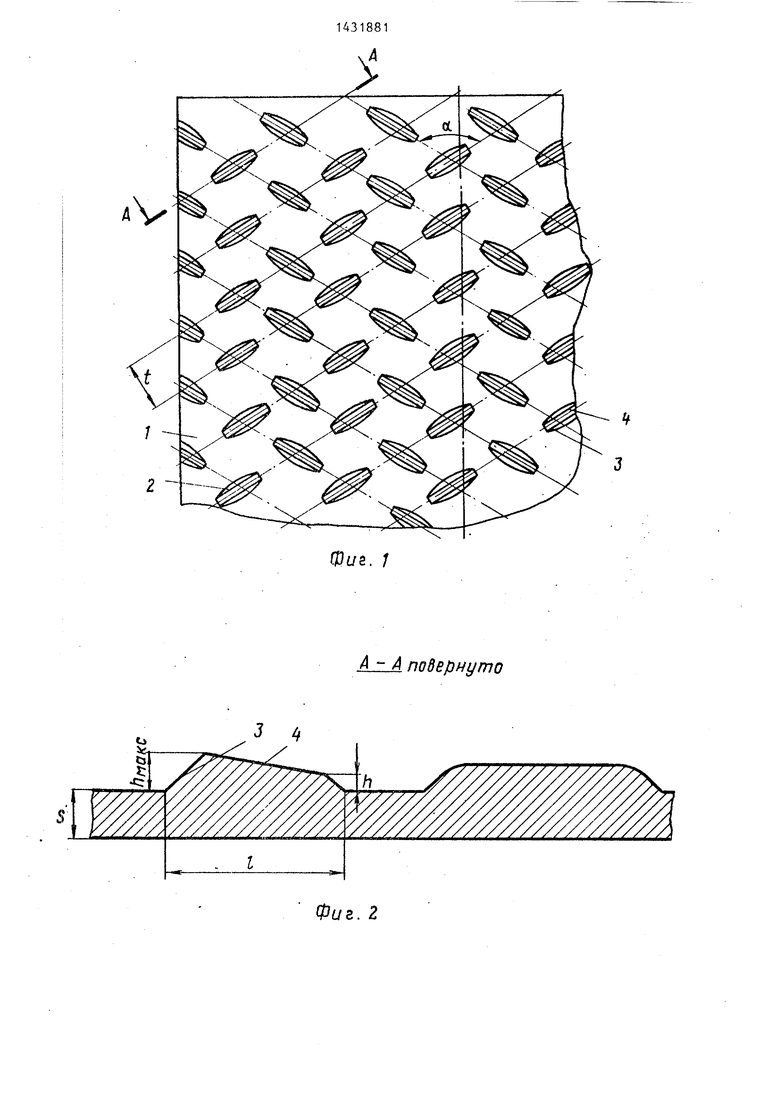
На фиг. 1 изображен лист с чечевичным рифлением, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема к вьшоду формулы для угла (/ , на фиг„ 4 - риф с его пара- |4етрами, поперечное сечение. I Рифпеный лист содержит основание Р, на котором расположены чечевичные {)Ифы 2j имеющие боковые грани 3 с цилиндрическим пояском 4 меж,цу ними, ифы д,пиной 1 имеют максимальную минимально допустимую высо- try (h)« Различно ориентированные ри фы 2 шириной b расположены под углом jsi мелсду продольными осями 5, расстоя Йие между которыми равно t. Угол oi Определяется из соотношения по схеме (на фиг.З).
sin (( oi ) ,
К
ОА
АВ ВО,
АВ + В0(; sin CiT - и)
(из треуголь ОА +
Ь
t
ник а ОМ);
с;
2
осле подставления значения К и . ния уравнения относительно функ- sin (,/,) имее1М
arc Sin да
bi
+ 8bt - (2с+1)
2b
IT arc sin
-xl(2c+l)2 + 8bt - (2c+l)
2b
ти. Минимально допустимая высота рифов h ограничивается постоянной ве- Л1-ГЧЙНОЙ и одинакова для всех толщин оснований.
При прокатке рифленого листа за счет увеличения угла между различно ориентированными чечевичньми лунками на формующем валке достигается увеличение объема металла листа, участвующего в деформадаи, что обеспечивает более полное заполнение формы рифов на листе, повьш1ая технологичность процесса. Например, необходимо определить угол для прокатки полосы с чечевичным рифлением и толщиной основания 2,5 мм. В соответствии с ГОСТ ,8568-77 имеем: b 3,6 24 мм, С 6,2 мм. Шаг t
мм, 1
между риjg5 20 25
30
35
фами при заданных размерах будет t 0,5 (1,8+12+6,2) 10 мм. Тогда
об 180 - arcsin
-31°30 14830.
Сравнительный анализ результатов прокатки при t 90 и oi 148°30 показывает, что при расчете угла по (предлагаемой зависимости количество металла, участвующего в .пластической деформации, увеличивается на 18%, что способствует улучшению отформов- ки рифов.
Повышение эксплуатационных свойст достигается за счет увеличения силы противоскольжения Nnp , величину которой в общем случае можно записать в виде
где
ООЛ1
Nnp f N +C,«-F,
коэффициент тренияi сила нормального давления (например, подошвы обуви) на поверхность рифа; напряжения- смятии на поверхности рифов; площадь контакта.

| название | год | авторы | номер документа |
|---|---|---|---|
| Рифленый лист | 1980 |
|
SU908431A1 |
| Рифленый лист | 1980 |
|
SU942820A1 |
| Рифленый лист | 1979 |
|
SU845889A1 |
| Бич молотильного барабана (его варианты) | 1984 |
|
SU1609463A1 |
| ЛИСТОВОЙ ПРОФИЛЬ С ПРОДОЛЬНЫМИ РЕБРАМИ ЖЕСТКОСТИ | 2015 |
|
RU2609123C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС С ОДНОСТОРОННИМ РИФЛЕНИЕМ | 2010 |
|
RU2445179C2 |
| Гнутый профиль | 1987 |
|
SU1516173A1 |
| Рифленый лист | 1982 |
|
SU1072932A1 |
| Рифленый лист | 1985 |
|
SU1292852A1 |

Изобретение относится к прокатному производству и может быть использовано при производстве листов. На одной из сторон листа вьтолнены чечевицеобразные рифы, форма которых образована боковыми коническими поверхностями, сопряганхцимися цилиндрическим пояском. Продольные оси смежных рифов ориентированы на плоском основании под углом друг к другу, определяемым по зависимости о: Г - arcsin (2c+l)2 + 8bt /2b - - (2С+1), где t - расстояние между продольными осями смежных рифов; 1 - длина продольной оси рифа; b - ширина рифа; с - расстояние между смежными рифами в направлении продольной оси. Кроме того, угол наклона боковых конических поверхностей к основанию составляет 56-77 . Предлагаемая форма рифов позволяет увеличить эксплуатационные свойства листа за счет увеличения площади контакта и тем самым увеличить силы противоскольже- § кия. В результате использования ука- л л занных параметров рифления при про- V// катке обеспечивается более полное заполнение углублений в прокатном валке, что повьшает технологичность процес- са прокатки. 1 з.п. ф-лы, 4 ил. 
той же схемы следует
+ с) га
t
b 2
2
50
0,4-0,6 - безразмерный коэффициент, учитывающий расположение риф, исходя из фрикционных свойств г имеет вид
F h(l
Площадь может быть рая наклон ному сечен оси), а с взаимно пе осям коорд
ота рифов может принимать е и меньшее значение при измеугла tp наклона оснований конубразуюпшх их боковые поверхносгде 1 - д h - в
имеет вид
Площадь контакта в общем случае может быть представлена как некоторая наклонная площадка по максимальному сечению рифа (т.е. по большей оси), а с учетом ее разложенр я на взаимно перпендикулярные площадки по осям координат, площадь контакта
sinoi, + coso, )
где 1 - длина рифля; h - высота рифля;
е6, - угол наклона площадки к
осям (или половина угла между двумя различно ориентированными рифами).
Как следует из уравнений, значение силы противоскольжения тем боль- ше, чем больше площадь контакта, которая в свою очередь, зависит от высоты рифов и угла d, . При значениях угла oi, , равных или близких к нулю, экспериментальные исследования показывают, что высота рифов получается минимальной (металл успевает убежать вдоль линии прокатки) в то же время функция sin od, cos о;, в этом случае также имеет минимальное значение, поэтому сила противоскольжения при этом всегда минимальна. Когда 0, близко или равно 90 (т.е. расположение рифа поперек продольного течения металла) его высота максимальная, но функция sin od, + cosoi, имеет минимальное значение. Поэтому необходима оптимизация угла об и вы- сотя рифа, обеспечивающая максималь- ное значение силы противоскольжения. Так как максимальное значение функции sin (У, + cos ct, при oi, 45 °, а максимальное значение вЫсоты при
30
90 , то оптимальное значение уг- где t - ла oi, в пределах 45-90 . Экспериментально установленное значение высоты при 90° составляет (1,25-1,35) высоты рифа при oi, 45 , Расчеты показывают, что при 35% увеличении высоты оптимальным значением угла будет 70 (при расчете с шагом 5). При этом значении сила противосколь женин на 10,6% больше. Как йоказала опытная прокатка листов с чечевичным рифлением с толщиной основания
0
5
0
5
2,5 мм на стане 2000, в результате использования предлагаемых параметров предлагаемого рифленого листа технологичность прокатки повысилась, а эксплуатационные свойства рифленого листа улучшаются за счет увеличения высоты рифов до 0,8-0,9 мм. При этом расчетные значения силы противоскольжения увеличиваются до 10%,
Формула изобрет.ения
oi it - arcsin
4(2с+1)2 ч- 8bt - (2с+1)
2b
где t -
1 b с
расстояние между продольными осями смежных рифов; длина рифа; ширина рифа;
расстояние между смежными рифами в направлении продольной оси.
Фиг. 1
3
Фив. г
А - А подернуто
Фиг. 4
Редактор С.Патрушева
Составитель В.Васильева
Техред Л.Олийньзч Корректор М.Демчик
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Рифленый лист | 1979 |
|
SU845889A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
