4ib СО N5 О 1C
кэ
Изобретение относится к производству стройматериалов, к устройствам для изготовления листового стекла способом непрерывного проката и может быть использовано для производства листового прокатного стекла заданных размеров по ширине.
Целью изобретения является повышение качества получаемой ленты стек- ла.
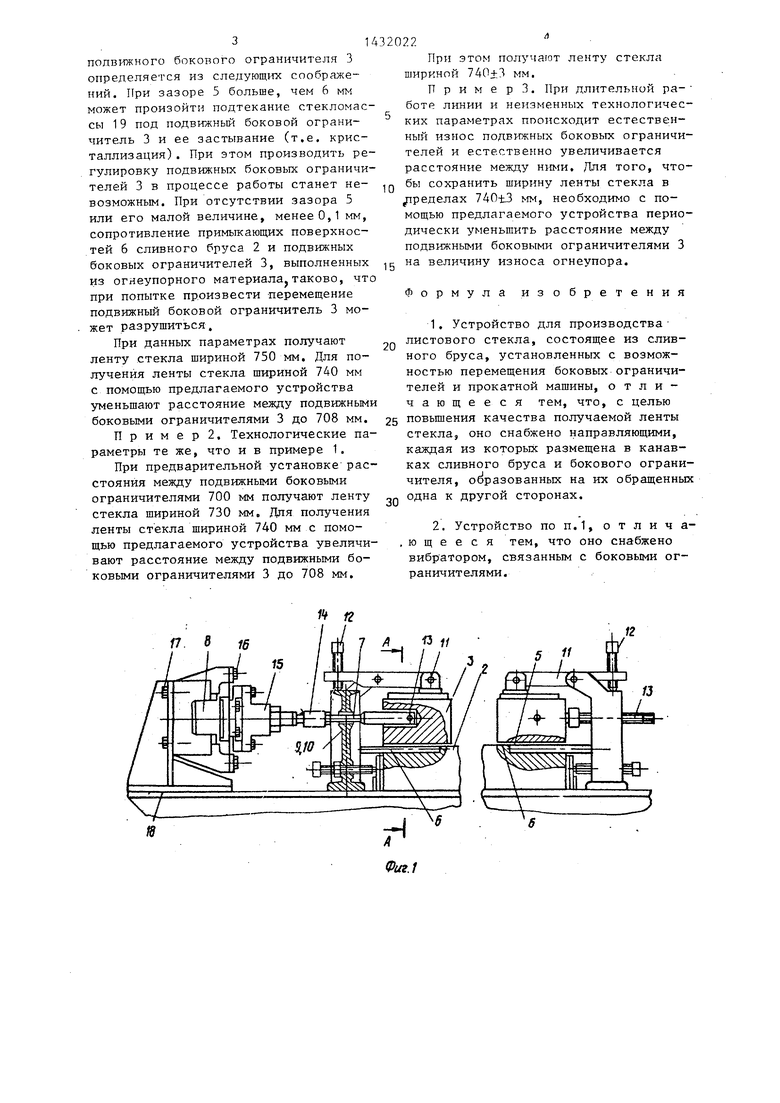
На фиг,1 показано устройство для производства листового стекла, попе- речньй разрез; на фиг.2 - сечение А-А на фиг,1.
Устройство для производства листового стекла состоит из прокатной машины (условно показаны только валы 1 прокатной машины), сливного бруса 2, подвижных боковых ограничителей 3 и направляющих 4, обеспечивающих зазор 5 между примыкающими поверхностями 6 сливного бруса 2 и подвижным боковым ограничителем 3 не менее О,1 мм. Подвижный боковой ограничитель 3 с помо- щью штока 7, установленного предпочтительно по оси симметрии подвижного бокового ограничителя 3, соединен с вибратором 8. Шток 7 проходит по втулке 9 через опору 10, на которой установлен зажим 11 с винтом 12, предназначенным для фиксации бокового ограничителя 3, Шток 7 с одной стороны соединен с помощью фиксатора 13 с подвижным боковым ограничителем 3, с другой стороны при помощи регулировочного винта 14, площадки 15, крепежа 16 соединен с вибратором 8, который установлен на кронштейне 17, закрепленном на станине 18,
Устройство для производства,листового стекла работает следующим образом.
Из стекловаренной печи стекломасса 19, ограниченная подвижными боковыми ограничителями 3, течет по сливному брусу 2 к формующим прокатным валам 1, где прокатывается в ленту и попадает на рольную плиту и рольньш стол (не показаны) Стекломасса.19 при прохождении между прокатными валами формируется в ленту стекла 20.
Изменение ширины ленты стекла 20 зависящее от перепада давления я стекловаренной печи, колебаний температуры выработки, уровня стекломас- сы, скЪростей приводов прокатной машины и других параметров, регулируется в процессе работы.
0
Q
5
5
5
0
5
0
5
0
Расстояние между подвижньгми боковыми ограничителями 3 . вви;ту их износа постоянно увеличивается, что приводит к увелр1чению ширинЕ 1 ленты стекла 20, которое не может быть скомпенсировано изменением параметров процесса.
Перемещение подвижных боковых ограничителей 3 осуществляют следующим путем: освобождают винт 12.. зажима 11, подвижный боковой ограничитель 3, включают вибратор 8, а затем с помощью штока 7 и регулировочного винта 14 перемещают подвижньш боковой ограничитель 3 по направляющим 4 на необходимое расстояние. Выключают вибратор 8, фиксируют подвижный боковой ограничитель 3 с помощью винта 12 и зажима 11 с
Расстояние между подвижными боковыми ограничителями предварительно устанавливается 720 мм.
В качестве вибратора 8 может быть использован любой тип вибратора: механический или электромагнитный и др, Предпочтительньм вариантом является применение, электромагнитного вибратора с частотой вибрации, например, 50 Гц и амплитудой 0,1-1,0 мм.
Применение вибратора 8 вызвано тем, что в месте контакта сливного бруса 2 и подвижного бокового ограничителя 3 со стекломассой 19 образуется корка охлажденной стекломассы. Для того, чтобы ее разрушить и тем самым улучшить условия перемещения подвижных боковых ограничителей 3 прилагают вибрационные воздействия, а затем уже механически перемещают подвижный боковой ограничитель.
При выпуске мерного упрочненного стекла в едином потоке с формированием ширина ленты стекла должна быть 740+3 мм.
Последовательность операций регулировки ширины ленты стекла 20 сохраняется и при отсутствии вибратора 8.
Пример 1, Съем стекломассы 35-40 T/cyTj температура стекломассы в .выработочном .канале 1160°CJ уровень стекломассы на сливном брусе 75-90 мм расстояние между верхним и нижним прокатным валом 5,5 мм; скорость прокатных валов 160-180 м/ч; зазор между слршным брусом 2 и подвижным боковым ограничителем 3-0,5 мм,
Выбор зазора 5 между примыкающими поверхностями 6 сливного бруса 2 и
подвижного бокового ограничителя 3 определяется из следующих соображений. При зазоре 5 больше, чем 6 мм может произойти подтекание стекломассы 19 под подвижный боковой ограничитель 3 и ее застывание (т.е. кристаллизация) . При этом производить регулировку подвижных боковых ограничителей 3 в процессе работы станет невозможным. При отсутствии зазора 5 или его малой величине, менее 0,1 мм, сопротивление примыкающих поверхностей 6 сливного бруса 2 и подвижных боковых ограничителей 3, выполненных из огнеупорного материала таково, что при попытке произвести -перемещение подвшкньш боковой ограничитель 3 может разрушиться.
При данных параметрах получают ленту стекла шириной 750 мм. Для получения ленты стекла шириной 740 мм с помощью предлагаемого устройства уменьшают расстояние между подвижными боковыми ограничителями 3 до 708 мм.
П р и м е р 2. Технологические параметры те же, что и в примере 1.
При предварительной установке расстояния между подвижными боковыми ограничителями 700 мм получают ленту стекла шириной 730 мм. Для получения ленты стекла шириной 740 мм с помощью предлагаемого устройства увеличивают расстояние между подвижными боковыми ограничителями 3 до 708 мм.
32022
При этом получают ленту стекла шириной 740+3 мм.
Примерз. При длительной ра- боте линии и неизменных технологических параметрах ПРОИСХОДИТ естественный износ подвижных боковых ограничителей и естественно увеличивается расстояние между Н1ши. Для того, чтобы сохранить ширину ленты стекла в /1ределах 740-ьЗ мм, необходимо с помощью предлагаемого устройства периодически уменьшить расстояние между подвижными боковыми ограничителями 3 на величину износа огнеупора.
Ш
15
Формула изобретения
20
1. Устройство для производства листового стекла, состоящее из сливного бруса, установленных с возможностью перемещения боковых ограничителей и прокатной машины, отличающееся тем, что, с целью 25 повьш1ения качества получаемой ленты стекла, оно снабжено направляющими, каждая из которых размещена в канавках сливного бруса и бокового ограничителя, оёразованных на их обращенных одна к другой сторонах.
30
2. Устройство ПОП.1, отличающееся тем, что оно снабжено вибратором, связанным с боковыми ограничителями.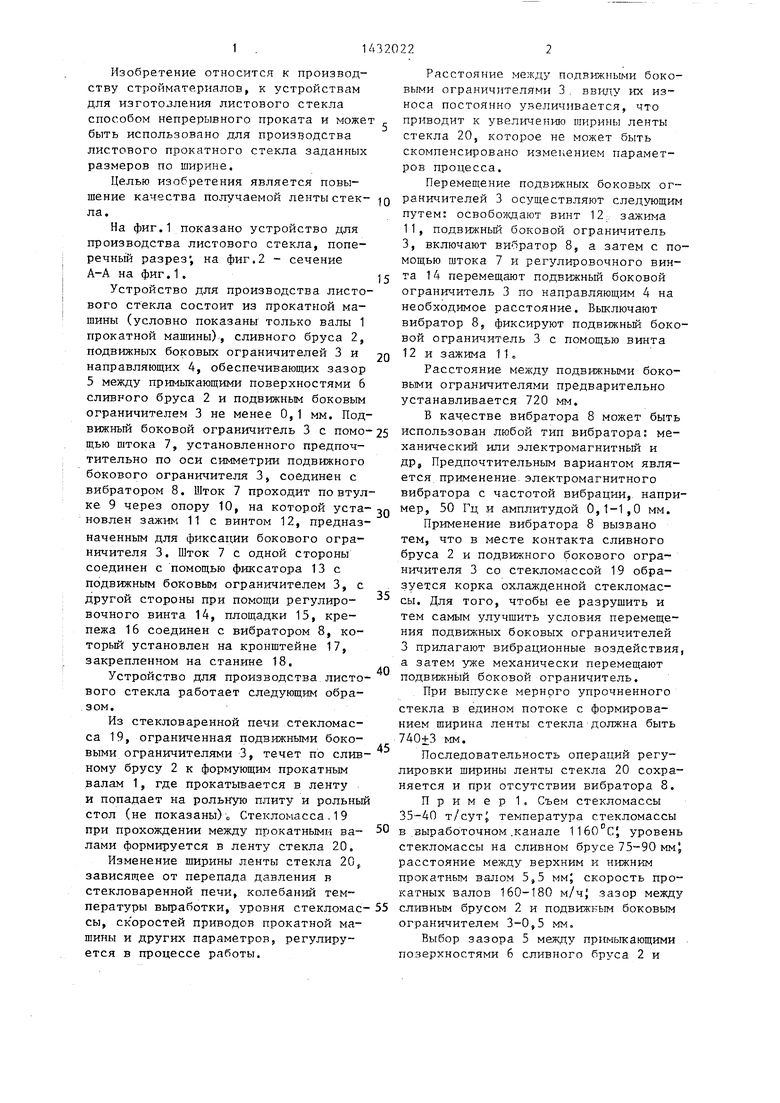
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2036859C1 |
| Устройство для изготовления армированного стекла | 1981 |
|
SU952775A1 |
| Ванная стекловаренная печь | 1981 |
|
SU977410A2 |
| Установка для производства листового стекла | 1985 |
|
SU1293127A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2015 |
|
RU2603115C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| Устройство для формования ленты стекла | 1979 |
|
SU857019A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
Изобретение относится к производству стройматериалов, в частности к устройствам непрерывного проката листового стекла. С целью повышения качества получаемой ленты стекла боковые ограничители снабжены направляющей, обеспечивающей зазор между примыкающими поверхностями сливного бурса и ограничителей не менее 0,1 мм. Это позволяет при длительной работе с неизменными технологическими параметрами сохранять заданную ширину ленты. Пос кольку происходит естественный износ подвижных боковых ограничителей и увеличивается расстояние между ними, можно лишь периодически уменьшать расстояние между подвижными боковыми ограничителями на величину износа огнеупора. 1 з.п. ф-лы, 2 ил. S (Л
12
Фиг..
| СПОСОБ ДЕЗОДОРИРОВАНИЯ КУРИНОГО ПОМЁТА ПРИ КОМПОСТИРОВАНИИ | 2024 |
|
RU2838880C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
