Область техники
Изобретение относится к промышленности строительных материалов, в частности к устройствам для производства стекла непрерывным методом.
Уровень техники
Из уровня техники известен способ эксплуатации производственной линии непрерывного проката для производства листового стекла. Линия включает ванную печь, прокатную машину, печь для отжига стекла, полярископ, механизм для отбортовки, механизм для отломки, рольганг с ускорителем, рольганг торцового укладчика, торцовый укладчик, тельфер с присосной рамой и стол резчика. При непрерывном способе проката стекломасса, сваренная в ванной печи, через специальный желоб (сливной лоток) поступает в прокатные вальцы и в виде непрерывной ленты - в туннельную отжигательную печь. При односторонней обработке листов стекла лента, выходящая из печи, разрезается на отдельные листы. При двусторонней обработке лента подается на конвейер неразрезанной (см. Л.М.Бутт Технология стекла, гос. изд. Литературы по строительству, архитектуре и строительным материалам, Москва, 1960 г., стр.251-256).
Данным способом непрерывного проката вырабатывают прозрачное листовое стекло, идущее на шлифовку и полировку. Непрерывный прокат - высокопроизводительный способ производства. Одна машина шириной 3 м способна выработать до 250 т стекломассы в сутки. Однако этот способ имеет и недостатки: им вырабатывают стекло толщиной более 4-5 мм; кроме того, стекло, полученное методом непрерывного проката, требует шлифовки и полировки. Чтобы уменьшить затраты на обработку и потери стекла, стремятся получить ленту как можно более равномерной толщины и с возможно более гладкой поверхностью. При хорошем качестве проката с каждой стороны листов снимают при шлифовке всего 0,3-0,5 мм стекла.
В конце 50-х годов английской фирмой "Пилкингтон бразерс Лимитед" был разработан новый способ получения полированного стекла методом формования ленты стекла на расплаве олова, получившего название флоат-процесса (плавающего стекла). Новый способ оказался настолько перспективным, экономически рентабельным и технически совершенным, что он за короткое время (10-15 лет) полностью заменил механические конвейеры по обработке стекла и стал доминирующим в мире (Н.М.Павлушкин Химическая технология стекла и ситаллов, Москва, стройиздат, 1983 г., стр.233-234).
Принцип формования заключается в том, что строго дозируемое количество стекломассы из выработочной части стекловаренной печи по сливному лотку стекает на зеркальную поверхность расплавленного олова и, растекаясь по нему, превращается в ленту равновесной толщины. Отформованная лента стекла далее продвигается по поверхности олова, постепенно охлаждается (до 600°С) и передается в печь отжига.
Наиболее близким аналогом предлагаемого технического решения является способ эксплуатации поточной непрерывной линии для производства строительного полированного стекла, известный из "ПРОИЗВОДСТВО СТЕКЛА", В.В.Тарбеев и др., ФГУИПП "Нижполиграф", Нижний Новгород, 2002, стр.136-138. Известный способ включает загрузку шихты в ванную стекловаренную печь через загрузочный карман, плавку шихты в варочном бассейне за счет подачи газа через камерные горелки и его сжигания в варочном бассейне ванной стекловаренной печи с образованием стекломассы, которую гомогенизируют с одновременным снижением температуры перед подачей во флоат-ванну.
Из стекловаренной печи через питающий канал стекломасса поступает во флоат-ванну, где преобразуется в ленту стекла и по подъемным валам с другого конца ванны поступает в печь отжига и далее на рольганг. Движущаяся лента проходит визуальный контроль по порокам и контроль отжига. Затем на участке поперечной резки лента разделяется на заготовки, поступающие на участок резки. По специальной программе листы стекла автоматически подаются с рольганга на резные столы, где раскраиваются на заготовки-полуфабрикаты и устанавливаются автоматически на пирамиды, которые затем автопогрузчиками транспортируются на склад. Бракованные заготовки, бой сбрасываются в бункера либо в специальные контейнеры для боя. Производительность всего оборудования поточной линии определяется варочной способностью стекловаренной печи.
Из недостатков можно отметить, что нерасплавленная шихта в варочном бассейне стекловаренной печи распространяется в сторону по направлению к его боковым стенкам, накапливается у последних, забивает проход как для поступления шихты в варочный бассейн, так и выходное отверстие из него, причем взаимодействие шихты с футеровкой печи приводит к ее разрушению и тем самым сокращается срок службы стекловаренной печи, что, в свою очередь, приводит к уменьшению производительности линии; кроме того, в данном техническом решении не предусмотрена возможность управления циркуляционными потоками стекломассы в продольном и поперечном сечении ванной стекловаренной печи, что не позволяет обеспечить однородность стекломассы по температуре и химическому составу при поступлении в выработочный канал стекловаренной печи, а так же не позволяет отодвигать шихту от боковых стенок стекловаренной печи.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение возможности управления температурными полями, а также продольными и поперечными конвекционными потоками стекломассы в стекловаренной печи, и регулирования распределения шихты по площади стекловаренной печи, стабилизация положения границ шихты на необходимом расстоянии от боковых стен, обеспечение однородности стекломассы в основном за счет химического, а также термического усреднения.
Решение поставленной задачи позволит улучшить качество и увеличить количество вырабатываемой продукции, а также продлить срок службы линии для производства листового полированного стекла.
Поставленная задача решается тем, что в способе эксплуатации линии для производства листового полированного стекла, включающем загрузку шихты в ванную стекловаренную печь через загрузочный карман, плавку шихты в варочном бассейне за счет подачи газа через камерные горелки и его сжигания в варочном бассейне ванной стекловаренной печи с образованием стекломассы, которую гомогенизируют с одновременным снижением температуры перед подачей во флоат-ванну, согласно изобретению подачу газа осуществляют через камерные горелки с суммарным расходом природного газа от 25000 м3/ч до 29000 м3/ч, причем гомогенизацию и снижение температуры стекломассы осуществляют за счет ее охлаждения погружным осевым элементом и двумя водоохлаждаемыми элементами перпендикулярными к торцу стенки загрузочного кармана, размещенными в непосредственной близости от боковых стенок стекловаренной печи с общим суммарным расходом воды 1050-1100 л/мин.
В результате повышается качество строительного стекла и увеличивается срок службы линии, причем экспериментально было установлено, что выбранные вышеуказанные диапазоны обеспечивают улучшение однородности стекломассы и защиту футеровки стекловаренной печи.
Краткое описание чертежей
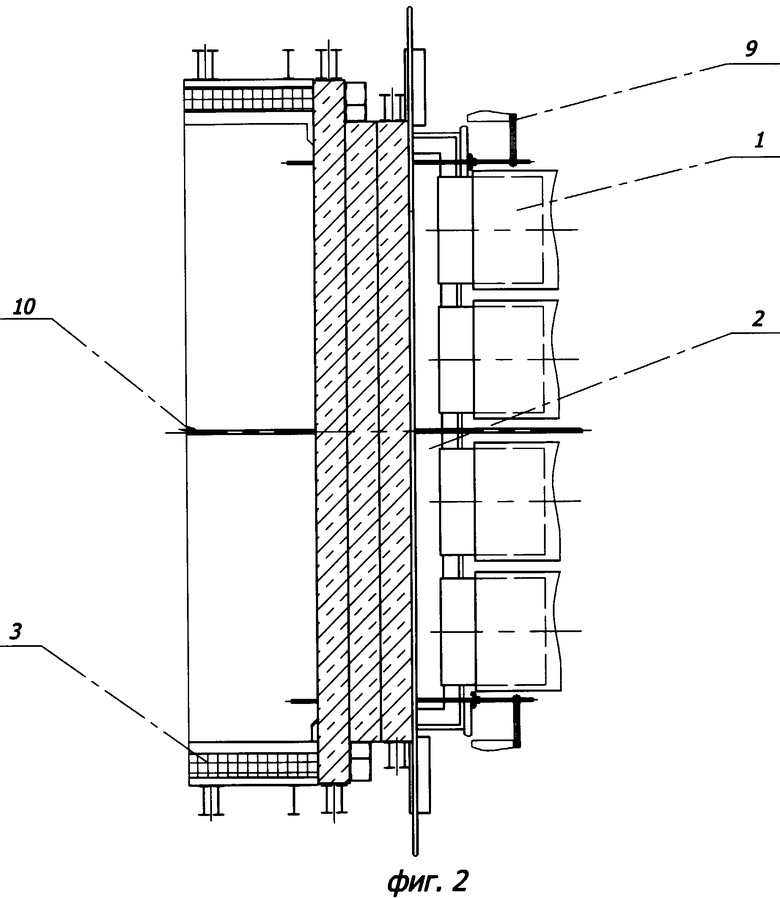
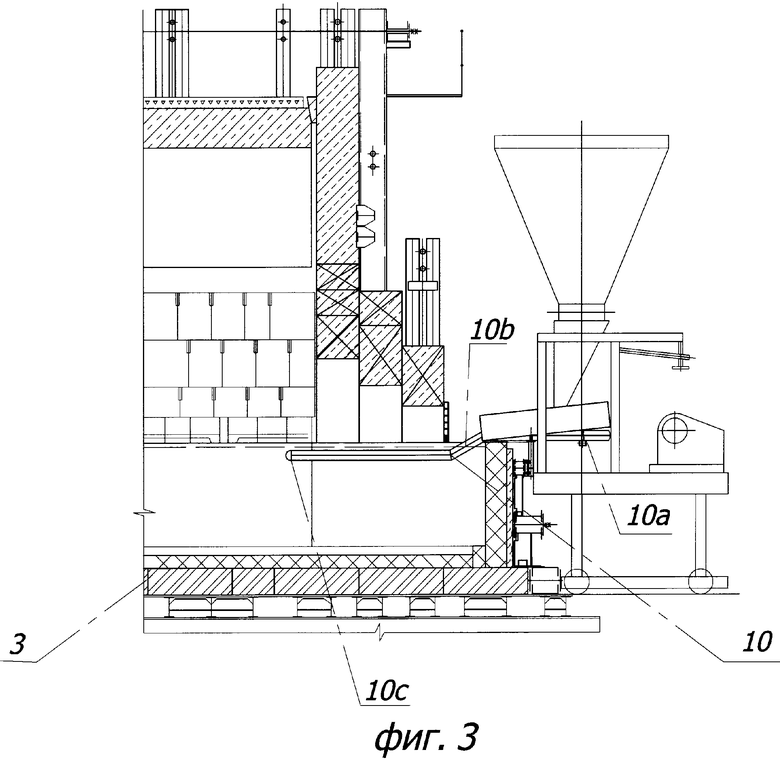
Техническое решение поясняется чертежами, где на фиг.1 изображен план линии для производства листового полированного стекла, на фиг.2 изображен вид сверху ванной стекловаренной печи, на фиг.3 - продольное сечение ванной стекловаренной печи, на фиг.4 - продольное сечение ванной стекловаренной печи с циркуляционными потоками стекломассы.
Линия по производству листового полированного стекла включат в себя: (см. фиг.1) 1 - загрузчики шихты (4 шт.), 2 - загрузочный карман, 3 - ванную стекловаренную печь, 4 - арочный холодильник, 5 - выработочный канал, 6 - горелки (6 пар), 7 - регенераторы (6 пар), 8 - флоат-ванну, 9 - рестриктор (бортовой холодильник) 1 пара, 10 - погружной осевой элемент (осевой холодильник), 11 - механизм утонения ленты стекла, 12 - шлаковую камеру, 13 - печь отжига, 14 - сканер, 15 - опускную секцию, 16 - бункер стеклобоя, 17 - командоаппарат резки ленты, 18 - балку продольной резки (2 шт.), 19 - рольганг, 20 - поперечную резку (2 шт.), 21 - вал отломки, 22 - секцию бортотлома, 23 - опускную секцию, 24 - дробилку, 25 - ротатор, 26 - установку обдува стекла, 27 - установку нанесения порошка, 28 - укладчик вертикальный (2 шт.), 29 - укладчик горизонтальный (2 шт.), 30 - секцию бортотлома, 31 - установку обдува стекла, 32 - установку нанесения порошка, 33 - стол перереза, 34 - укладчик, 35 - стол перереза.
Ванная стекловаренная печь 3 включает в себя (см. фиг.2) загрузочный карман - 2, четыре загрузчика шихты - 1 непрерывного режима работы, погружной осевой элемент - 10, содержащий крепежную 10а и холодильную 10с секции, соединенные переходной секцией 10b (см. фиг.3), и размещен вдоль продольной оси ванной стекловаренной печи перпендикулярно к торцовой стенке загрузочного кармана 2 между загрузчиками шихты 1, рестрикторы - 9, выполненные перпендикулярными к торцу стенки загрузочного кармана 2 в непосредственной близости от боковых стен ванной стекловаренной печи 3.
Пример реализации изобретения
Изобретение было реализовано при значениях параметров, указанных в таблице.
Как показали испытания, при расходе природного газа (м3/ч) при диапазоне от 25000 до 29000 и суммарном расходе воды от 1050 до 1100 л/мин обеспечивается однородность стекломассы и стабилизация положения границ шихты на необходимом расстоянии от боковых стен. При суммарном расходе природного газа менее 25000 м3/ч затрудняется прогрев стекломассы и ее гомогенизация. При расходе природного газа выше 29000 м3/ч затрудняется регулирование циркуляционных потоков стекломассы. Требуемый для охлаждения стекломассы расход воды при превышении расхода в 1100 л/мин приводят к образованию вблизи холодильных элементов застойных зон, что ведет к нарушению однородности стекломассы. Уменьшение расхода воды ниже 1050 л/мин не позволяет гарантированно перемещать шихту, плавающую на поверхности стекломассы на требуемое расстояние от боковых стен ванной стекловаренной печи.
Технический результат изобретения достигается с использованием совокупности признаков, включая диапазоны параметров, указанных в формуле изобретения.
Осуществление изобретения
Способ эксплуатации линии для производства листового полированного стекла осуществляется следующим образом.
Шихта загружается в ванную стекловаренную печь 3 с помощью загрузчиков 1 стольного типа и непрерывного режима работы с производительностью каждого из них от 2,5 т/ч до 20 т/ч, причем ход стола загрузчика составляет от 0,14 м до 0,24 м, а число оборотов от 1,5 до 4,5 об/мин. Шихта плавится в варочном бассейне ванной стекловаренной печи 3 за счет подачи газа через камерные горелки 6 с суммарным расходом природного газа от 25000 м3/ч до 29000 м3/ч и с суммарным расходом вентиляторного воздуха от 3450 м3/ч до 24150 м3/ч. Тепловая производительность 1-ой горелки 6 лежит в диапазоне от 0,32 Гкал/ч до 2,8 Гкал/ч. Шихта плавится, образовывая стекломассу 36.
Стекломасса 36 непрерывно движется под действием выработки и тепловой конвекции. Снижая температуру стекломассы вдоль продольной оси ванной стекловаренной печи 3 ниже температур, установившихся у боковых стен, погружной осевой элемент (осевой холодильник) 10 и рестрикторы (бортовой холодильник) 9 перераспределяют циркуляционные потоки стекломассы 36, направляя их от боковых стен ванной стекловаренной печи 3 к продольной оси - центру ванной стекловаренной печи 3, на фиг.4 показаны циркуляционные потоки стекломассы 36 в продольном сечении ванной стекловаренной печи 3. Шихта, плавающая на поверхности стекломассы 36, перемещается этими потоками на требуемое расстояние от боковых стен ванной стекловаренной печи 3 к ее центру.
После выработочного канала 5 стекломасса 36 поступает во флоат-ванну 8. Строго дозированное количество стекломассы 36 стекает на зеркальную поверхность расплавленного олова и, растекаясь по нему, превращается в ленту равновесной толщины. Отформованная лента стекла далее продвигается по поверхности олова, постепенно охлаждается (до 600°С) и передается в печь отжига 13. Движущаяся лента стекла проходит 8 тепловых зон и выходит охлажденной до 60°С с внутренним напряжением в пределах допустимых норм.
После печи отжига 13 лента стекла поступает на рольганг кольцевых операций 19, и сканер 14 определяет пороки в стекле и выдает задание по порезке ленты стекла на листы. Лента стекла проходит под балками продольной 18 и поперечной резки 20, при этом наносятся резы на стекле продольный и поперечный. Вал отлома 21 отламывает надрезанный лист, и он на ускорительном рольганге поступает в секцию бортотлома 22, где опускными роликами отламываются надрезанные борта. При некачественном отломе листа стекло с пороками отправляется в дробилку 24 опускной секцией 23 и превращается в стеклобой. Лист стекла размера (2250×3210) разворачивается на ротаторе 25 на 90° и направляется по рольгангу на укладчики с предварительным обдувом листов с помощью установки обдува стекла 26 и напылением защитного порошка с помощью установки нанесения порошка 27. Съем стекла производится на четырех укладчиках: два вертикальных 28 и два горизонтальных 29, лист стекла размера (3210×6000) не разворачивается на ротаторе 25 и борта не отламываются. Отламывание бортов листа стекла происходит на отдельной дополнительной секции бортотлома 30. Лист стекла с предварительным обдувом листов с помощью установки обдува стекла 31 и напыление защитного порошка с помощью установки нанесения порошка 32 поступает на укладчик стекла 34. При определении местных пороков в листе стекла он отправляется на стол перереза 33 для стекла (2250×3210) и на стол перереза 35 для стекла (3210×6000) для отделения стекла высокого качества от низкокачественного.
Применение изобретения позволяет увеличить срок службы стекловаренной печи, улучшить качество вырабатываемой продукции, увеличить выработку стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2007 |
|
RU2338700C1 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ ПЕЧИ | 2003 |
|
RU2250198C2 |
| Ванная стекловаренная печь | 1981 |
|
SU996339A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ И ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ СТЕКЛОВАРЕНИЯ В ВАННЫХ ПЕЧАХ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ФЛОАТ-МЕТОДОМ | 2012 |
|
RU2509061C2 |
| Ванная стекловаренная печь | 1991 |
|
SU1813747A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| Ванная стекловаренная печь | 1989 |
|
SU1694486A1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
| Способ обогрева стекловаренной ванной печи | 1988 |
|
SU1604756A1 |

Изобретение относится к промышленности строительных материалов, в частности к устройствам для производства стекла непрерывным методом. При эксплуатации линии для производства листового полированного стекла подачу шихты осуществляют четырьмя стольными загрузчиками производительностью каждого из них от 2,5 т/ч до 20 т/ч. Ход стола загрузчика составляет от 0,14 м до 0,24 м, а число оборотов от 1,5 до 4,5 об/мин. Подачу газа осуществляют через камерные горелки с суммарным расходом природного газа от 25000 м3/ч до 29000 м3/ч и суммарным расходом вентиляторного воздуха от 3450 м3/ч до 24150 м3/ч. Тепловая производительность 1-ой горелки лежит в диапазоне от 0,32 Гкал/ч до 2,8 Гкал/ч. Гомогенизацию и снижение температуры стекломассы осуществляют за счет ее охлаждения погружным осевым элементом и рестрикторами с общим суммарным расходом воды 1050-1100 л/мин. Изобретение обеспечивает улучшение качества и увеличение службы линии для производства листового полированного стекла. 1 табл., 4 ил.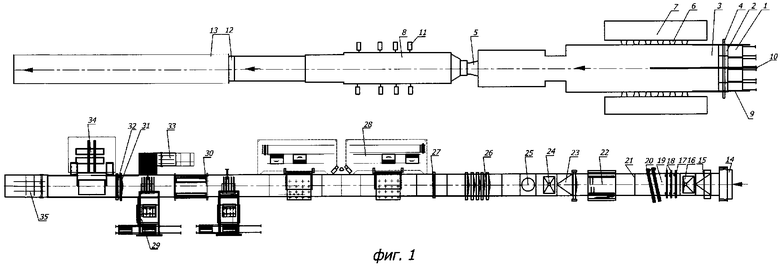
Способ эксплуатации линии для производства листового полированного стекла, включающий загрузку шихты в ванную стекловаренную печь через загрузочный карман, плавку шихты в варочном бассейне за счет подачи газа через камерные горелки и его сжигания в варочном бассейне ванной стекловаренной печи с образованием стекломассы, которую гомогенизируют с одновременным снижением температуры перед подачей во флоат-ванну, отличающийся тем, что подачу газа осуществляют через камерные горелки с суммарным расходом природного газа от 25000 до 29000 м3/ч, причем гомогенизацию и снижение температуры стекломассы осуществляют за счет ее охлаждения погружным осевым элементом и двумя водоохлаждаемыми элементами перпендикулярными к торцу стенки загрузочного кармана, размещенными в непосредственной близости от боковых стенок стекловаренной печи с общим суммарным расходом воды 1050-1100 л/мин.
| ТАРБЕЕВ В.В | |||
| и др | |||
| Производство стекла | |||
| - Нижний Новгород: Нижполиграф, 2002, с.136-138 | |||
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2186741C2 |
| US 3630705 A, 28.12.1971 | |||
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| Устройство для определения стрелы провеса контактного провода | 1986 |
|
SU1313743A1 |

