Изобретение относятся к технологии машиностроения и приборостроения и может найти применение при прецизионной обработке отверстий в изделиях из металлов, кристаллов и органических твердых материалов.
Цель изобретения - повьшение точности и качества за счет уменьшения некруглости, перекоса и конусности отверстия, улучшения микрогеометрии и,упрочнения поверхности отверстия, снятия остаточных напряжений в объеме втулки, повышения виброустойчивос- ти и вибропрочности обработкиS улучшения центрирования обрабатывающего инструмента и снижения нелинейных искажений и шума при обработке.
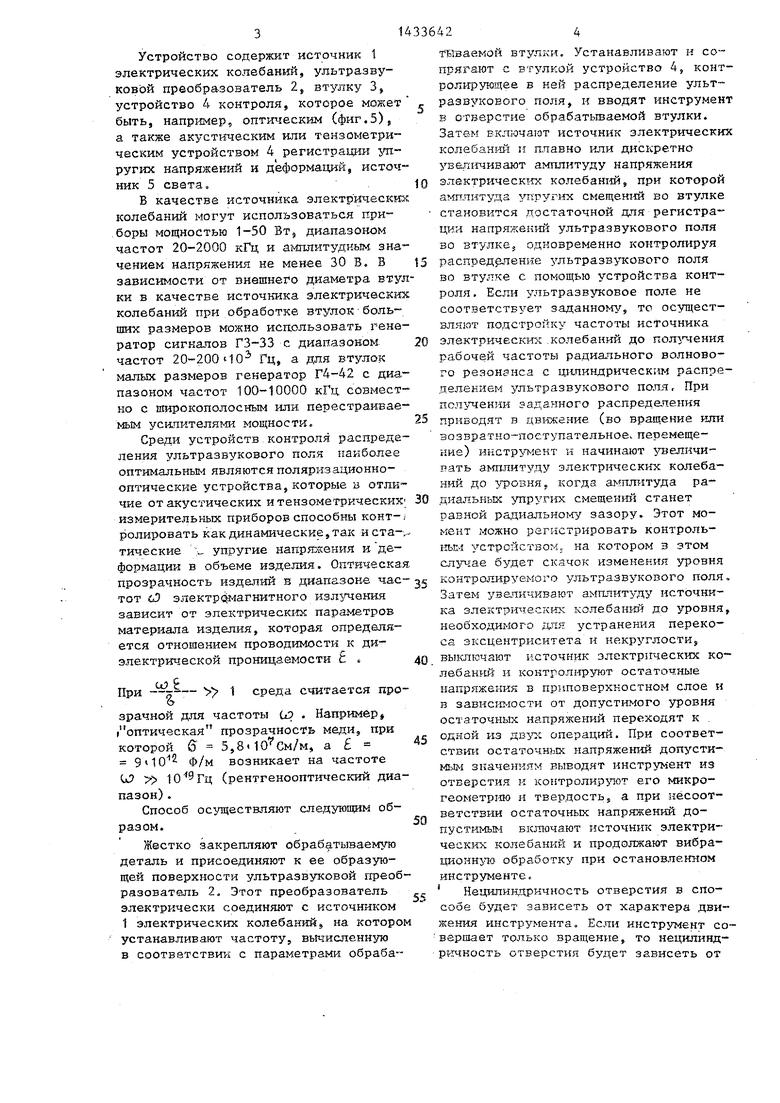
Пространственное распределение ультразвукового поля на частотах радиального волнового резонанса имеет цилиндрическую симметрию с осями сим-- метрии « , 2-го, 4-го, 8-го порядков и т.д. и идеально согласовано с цилиндрической геометрией отверстия. Этим обеспечивается центрирование инструмента относительно оси симметрии втулки и устраняются геометрические погрешности отверстия, обусловленные некруглостью, конусностью и перекосом. Наличие минимума потенциальной энергии ультразвукового поля на оси симметрии и равенства нулю недиагональных компонент тензоров упругих напряжений и деформаций обеспечивает необходимые и достаточные условия виброустойчивости обработки.
Непериодичностью значений резонансных частот на радиальньсс модах обеспечивается подавление высших гармоник ультразвукового поля в источнике ультразвуковых колебаний. Вследствие этого частотный спектр во втулке имеет непериодическое распределение Бесселя, которое рассогласовано с периодическим спектром Фурье. В результате ультразвуковое поле ка частотах радиального волнового резонанса имеет пренебрежда о.малые нелинейные искажения, что является условиями отсутствия других типов колебаний, снижаюпц х вибропрочность обрабатываемой детали и инструмента и сохранения динамической устойчивости. В результате согласования р,спределе- ния и коэффициента концентрации ультразвукового поля с диаметром отверстия достигается эффективное вибрационное взаимодействие поверхностей
вала и инструмента, при котором происходит жесткое контактирование по всей образующей поверхности, в результате чего может быть реализован режим нелинейного закона Гука без снижения виброустойчивости. Этим достигается эффективньй ударный наклеп, при котором улучшается микрогеометрия поверхности отверстия и осуществляется упрочнение поверхности и приповерхностного слоя 5 происходит снятие остаточных напряжений в объеме втулки.
Ударное контактирование на частотах радиального акустического резонанса приводит к импульсной модуляции спектра , возникающего при механической и вибрационной обработке, в результате чего уровень пп/ма снижается обратно пропорционально величине ut/T/;,
Следовательно, в данном способе при наличии ультразвукового поля происходит импульсная модуляция спектра шума, создаваемая дискретным контактированием поверхностей вала и отверстия. Следовательно, спектр шума практически долукен оставаться неизмен
5
0
5
0
5
стоянной составляющей периодш-1еской последовательности импульсов с периодом Tf и длительностью, t, т.е. уровень шума, обусловленный относительным движеьшем поверхностей инст- Ьуме.нта и отверстия, должен снижаться пропорционально величине At/Trj,.
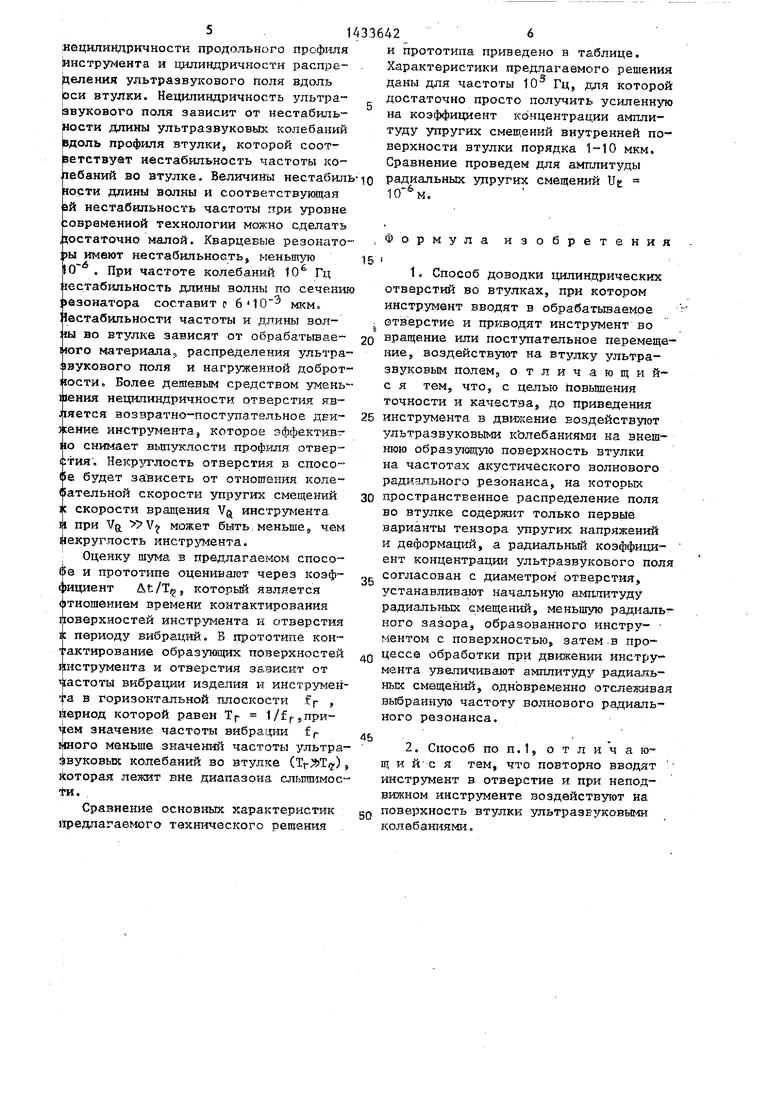
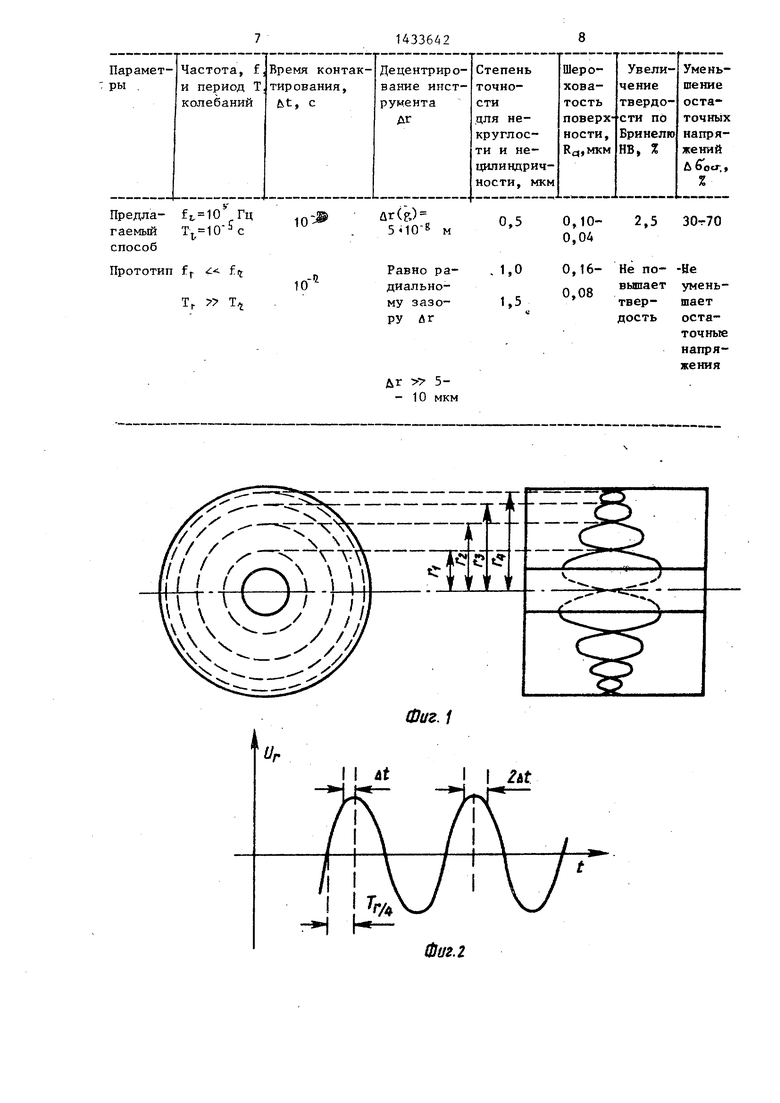
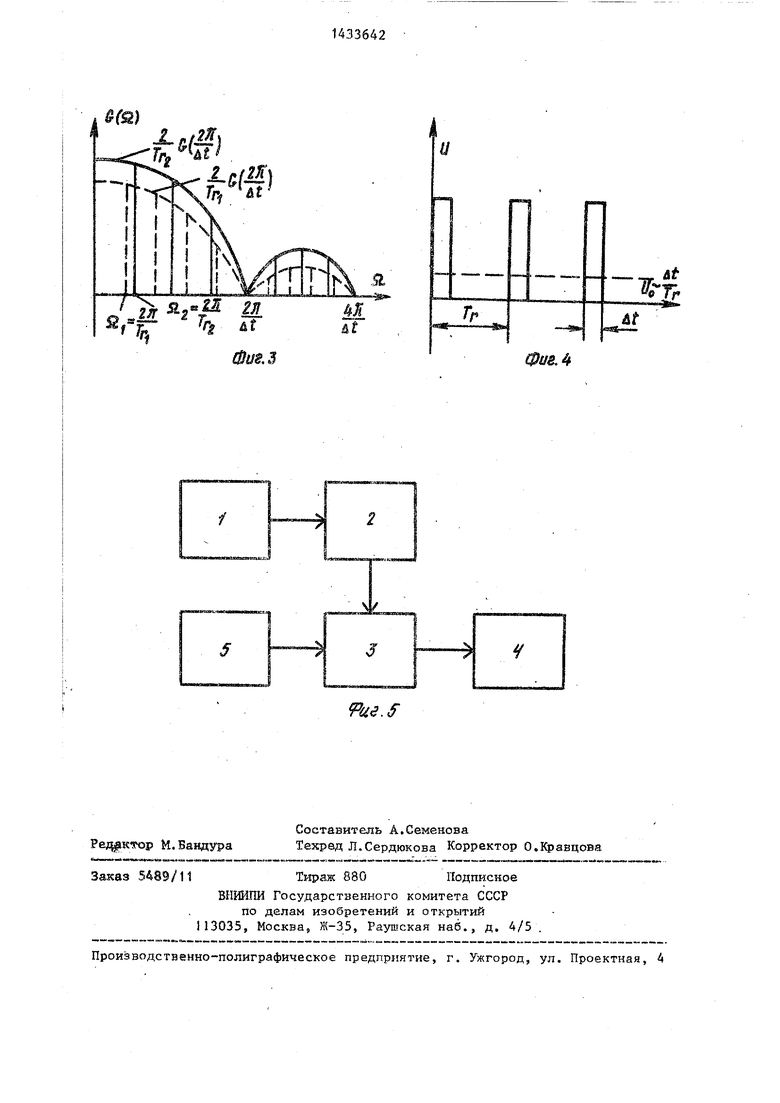
На фкг. 1 показано пространственное распределение ультразвукового поля на частотах акустического волнового резонансаJ на фиг. 2 -- временная форма сигнала ультразвукового поля во втулке с периодом колебаний Те, с помогдью которого осуществляется процесс обработки отверстия в моменты времени ji|t| на фиг. 3 - спектральная диаграмма последовательности импульсов д-пительностью At и периодом Т (спектральная диаграмма показывает, что уровень и сггектр шумов зависят от периода ультразвуковых колебаний); на фиг. 4 - временная диаграмма последовательности импульсов дд1итвльностью t и периодом Tg (временная диаграмма показьшает зависимость постоянной составлякщей от длительности юдаульсов ) „ на фиг о 5 - схема устройства для реализации способа.
Устройство содержит источник 1 электрических колебаний, ультразвуковой преобразователь 2 втулку 3, устройство 4 контроля, которое может быть, например, оптическим (фиг,5), а также акустическим или тензометри- ческим устройством 4 регистрации упругих напряжений и деформаций, источник 5 свата,
В качестве источника электрических колебаний могут использоваться при- .боры мощностью 1-50 Вт диапазоном частот 20-2000 кГц и амплитудным значением напряжения не менее 30 В. В зависимости от внешнего диаметра втулки в качестве источника электрических колебаний при обработке втулок-больших размеров можно исп.ользовать генератор сигналов ГЗ-33 с диапазоном частот 20-200 ИО- Гц, а для втулок малых размеров генератор Г4-42 с диапазоном частот 100-10000 кГц. совместно с широкополосным или перестраиваемым ycилитeля m мощности.
Среди устройств.контроля распределения ультразвукового поля наиболее оптимальным являются поляризационно- оптические устройства, которые в отличие от акустических итензометркческих измерительных приборов способны конт-; ролировать как динамические, так иста-, тические v упругие напряжения и деформации в объеме изделия. Оптическая прозрачность изделий в диапазоне час- тот б5 электр(; магнитного излучения зависит от электрических параметров материала изделия, которая определяется отношением проводимости к диэлектрической проницаемости .
из&
I
зрачной для частоты lo . Например (оптическая прозрачность меди, при которой Q 5,8 IO GM/М, а Ф/м возникает на частоте (jj - 109 Гц (рентгенооптический диапазон) .
Способ осуществляют следующим образом.
Жестко закрепляют обрабатываемую деталь и присоединяют к ее образующей поверхности ультразвуковой гфеоб- разователь 2, Этот преобразователь электрически соединяют с источником 1 электрических колебаний, на котором устанавливают частоту, вычисленную в соответствии с параметрами обрабаПри
1 среда считается про
4
втулки. Устанавливают и со10
152025
30 35 40.
5
45
5
прягшот с втулкой устройство 4, контролирующее в ней распределение ультразвукового поля, к вводят {инструмент в отверстие обрабатываемой втулки. Затем включают источник электрических колебаний м плавно кли дискретно увагпгчивают амплитуду напряжения электрическ -1х колебаний, при которой амплитуда tpyrHx смещений во втулке становится достаточной для регистра ции напряжений ультразвукового поля во втулка3 одновременно контролируя распред ченне ультразвукового поля во втулке с помощью устройства контроля. Если ультразвуковое поле не соответствует заданном , то осуществляют подстройку частоты источника электрическ1-1к .колебаний до рабочей частоты радиального волнового резонанса с ци.пиндриче.ским распределением ультразвукового поля г При получении заданного распределения приводят в дв1-окение (во вращение или возвратно-поетупательновх перемещение) инстрлт ент н начинают увеличи- пать а.тлитуду электрических колебаний до уровня, когда а 5шп1туда радиальных упругих смещеншЧ станет равной радиальному зазору. Этот момент можно регистрировать контроль- ньм УСТРОЙСТВОМ; на котором з этом случае будет скачок изменения уровня контролируемого ультразвукового поля. Затем увеличивают амплитуду источника электрическик колебаний до уровня, необходимого дагя устранения перекоса эксцентриситета и некруглости, выключают источник электрических колебаний и контролируют остаточные напряжения в приповерхностном слое и в завист-юсти от допустимого уровня остаточных напряжений переходят к . одной из операций. При соответствии остаточных; напряжений допустимым значениям выводят инструмент из отверст.ия и контролир гТот его микрогеометрию н твердость, а при несоответствии остаточных напряжений до- пустимьм включают источник электрических колебаний и продолжают вибра- ционн- ао обработку при остановленном инструменте.
Нец1-тнндрнчность отверстия в способе будет зависеть от характера движения инструмента. Если инструмент совершает только вращение, то нецилинд- pi-гчность отверстия будет зависеть от
яецштиндричности продольного профиля Инструмента и цилиндричностн распределения ультразвукового поля вдоль Оси втулки. Нецилиндричность ультразвукового поля зависит от нестабиль- ости длины ультразвуковых колебаний доль профиля втулки, которой соот- ;етству9Т нестабильность частоты кои прототипа приведено в таблице. Характеристики предлагаемого решения даны для частоты 10 Гц, ;а;ля которой достаточно просто получить усиленную на коэффициент концентрации амплитуду упругих смещений внутренней поверхности втулки порядка 1-10 мкм. Сравнение проведем для амплитуды
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
| Способ сборки подвижного соединения типа вал-втулка | 1989 |
|
SU1682111A1 |
| Способ испытаний кавитационной эрозии | 2020 |
|
RU2739145C1 |
| Ультразвуковой пьезоэлектрический преобразователь | 2021 |
|
RU2776043C1 |
| КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 1995 |
|
RU2097149C1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2005 |
|
RU2284228C1 |
| МНОГОЦИЛИНДРОВЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2187667C2 |
| СПОСОБ УПРАВЛЕНИЯ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2068763C1 |
Изобретение относится к технологии машиностроения, предназначено для прецизионной ; обработки цилиндрических отверстий в металлах, кристаллах, органических твердых материалах, особенно перспективно для изделий большой длины и с малыми диаметрами. Цель изобретения - повьшение точности и качества за счет з еньшения некруглости, перекоса и конусности отверстия, улучшения микрогеометрии и упрочнения поверхности отверстия, снятие остаточных напряжений в объеме втулки, повышение виброустойчивости и вибропрочности обработки, улучшение центрирования инструмента, уменьшение нелинейных искажений и акустического шума. Для этого возбуждают ультразвуковое поле во втулке на частотах акустического волнового резонанса, на которых оси симметрии поля и втулки совпадают. амплитуде упругих смев1ений, равной или большей минимального радиального зазора, концентрично деформируемая поверхность отверстия контактирует с инструментом, в результате чего происходит обработка отверстия. 1 з.п.ф-лы, 5 ил., 1 табл. (Л
ебаний во втулке. Величины нестабшть-ю радиальных упругих смещений tfg iocTH длины волны и соответствующая
и нестабильность частоты при уровне современной технологии можно сделать достаточно малой. Кварцевые резонато|Ы имеют нестабильность, меньшую
ормула изобрете
0 . При частоте колебаний 10 Гц естабильность длины волны по сечению аэонатора составите 6«10 мкм. Нестабильности частоты и длины вол- ш во втулке зависят от обрабатывае- юго материала, распределения ультра- вукового поля и нагруженной доброт- юсти. Более дешевым средством умень-- юния нецилиндричности отверстия яв- 1яется возвратно-поступательное дви- ;ение инстрз ента j которое зффектив- 1О снимает вьтуклости профиля отвер- :тия, Некруглость отверстия в спосо- ie будет за висеть от отношения коле- ательной скорости упругих смещений
скорости вращения V инструмента jji при Va V может быть, меньше5 чем екруглость HHCTpjiMeHTa. Оценку s предлагаемом спосо фе и прототипе оценивают через коэффициент &t/T,g, который является Отношением времени контактирования 111оверхностей инстрз т ента и отверстия к периоду вибраций. В прототипе контактирование образующих поверхностей инструмента и отверстия зависит от | астоты вибрации изделия и инструмен- фа в горизонтальной плоскости f(- , фериод которой равен Т(- i/f.ffUpm- значение частоты вибрации fr ijiHoro меньше значений частоты ультра- : вуковьк колебаний во втулке (), з оторая лежит вне диапазона сльпяимос-- и.
Сравнение основных характеристик Предлагаемого технического решения
15
20 вращение или постзшательное пер ние, воздействуют на втулку ул звуковым полем, отличающ с я тем, что, с целью повышени точности и качества до привед
25 инструмента в двиясение воздейст ультразвуковыми кЪлебаниями на нюю образующую поверхность втул на частотах акустического волно радиального резонанса, на котор
30 пространственное распределение во втулке содержит только первы варианты тензора упругих напряж и деформаций, а радиальный коэф ент концентрации ультразвуково согласован с диаметром отверсти устанавливают начальную амплсит радиальных смещений, меньшую р ного зазора, образованного инс ментом с поверхностью, затем.в
Q цесс© обработки при движенг ги и мента зшеличивают амплитудjr рад ных смещений, одновременно отсл выбранную частоту волнового рад ного резонанса.
35
4Ь
50
радиал
ормула изобретения
вращение или постзшательное перемещение, воздействуют на втулку ультразвуковым полем, отличающий- с я тем, что, с целью повышения точности и качества до приведения
инструмента в двиясение воздействуют ультразвуковыми кЪлебаниями на внешнюю образующую поверхность втулки на частотах акустического волнового радиального резонанса, на которых
пространственное распределение поля во втулке содержит только первые варианты тензора упругих напряжений и деформаций, а радиальный коэффициент концентрации ультразвукового поля согласован с диаметром отверстия, устанавливают начальную амплситуду радиальных смещений, меньшую радиального зазора, образованного инстру- - ментом с поверхностью, затем.в процесс© обработки при движенг ги инструмента зшеличивают амплитудjr радиальных смещений, одновременно отслеживая выбранную частоту волнового радиального резонанса.
4Ь
50
Гц
f,- fit
т, т
10
10
г 5
г(р,) 510-8 м
Равно радиальному зазору Лг
0.5
1,0 1.5
0,10- 0,04
0,16- 0,08
2,5 30т70
Не по- -Не вышает умень- твер- шает дость остаточныенапряжения
дг 5- - 10 мкм
Фиг. 1
I fat
Фаг. 2
rs)
Хя/
Ф
. ч- щ- f-g &
Фи§, 3
и
.SI
At
Ж-Гг.
Гг
Фаз, 4
.
| Авторское свидетельство СССР № 431967, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
