а
( Р Г
Изобретение относится к дуговой сварке в защитных газах, в частности к горелкам для сварки неплавящимся электродом в защитных газах,
Целью изобретения является повьше- ние надежности газовой защиты при . сварке на открытых площадках.
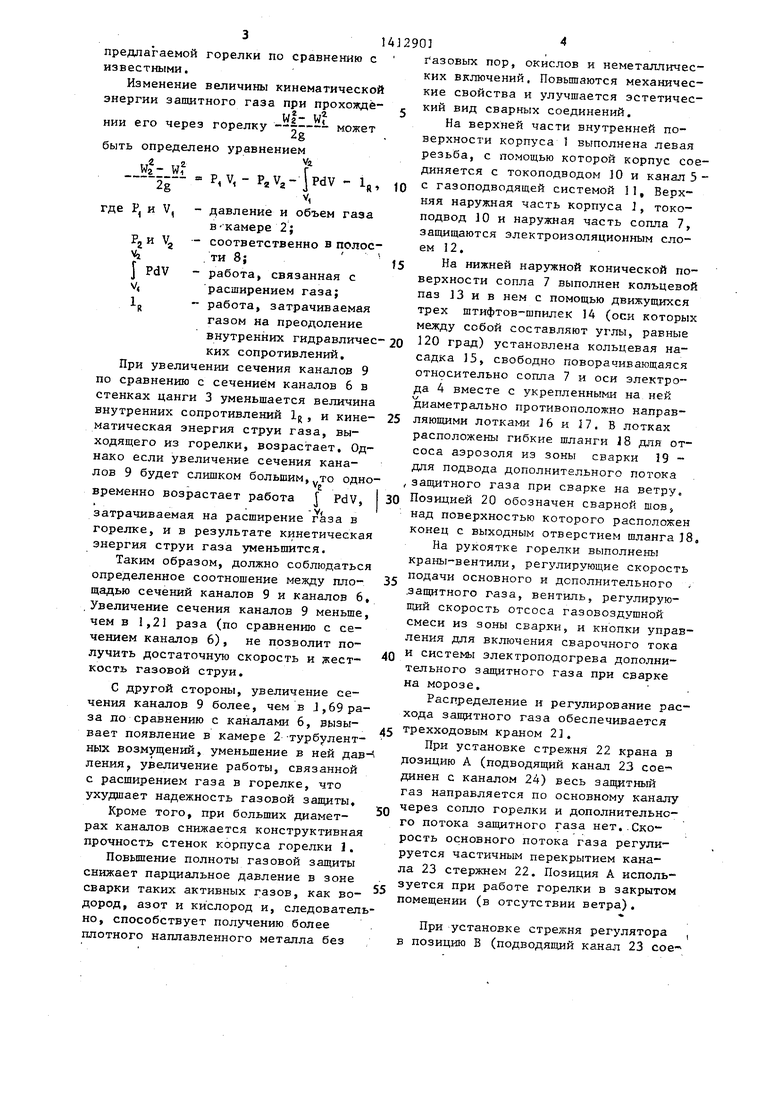
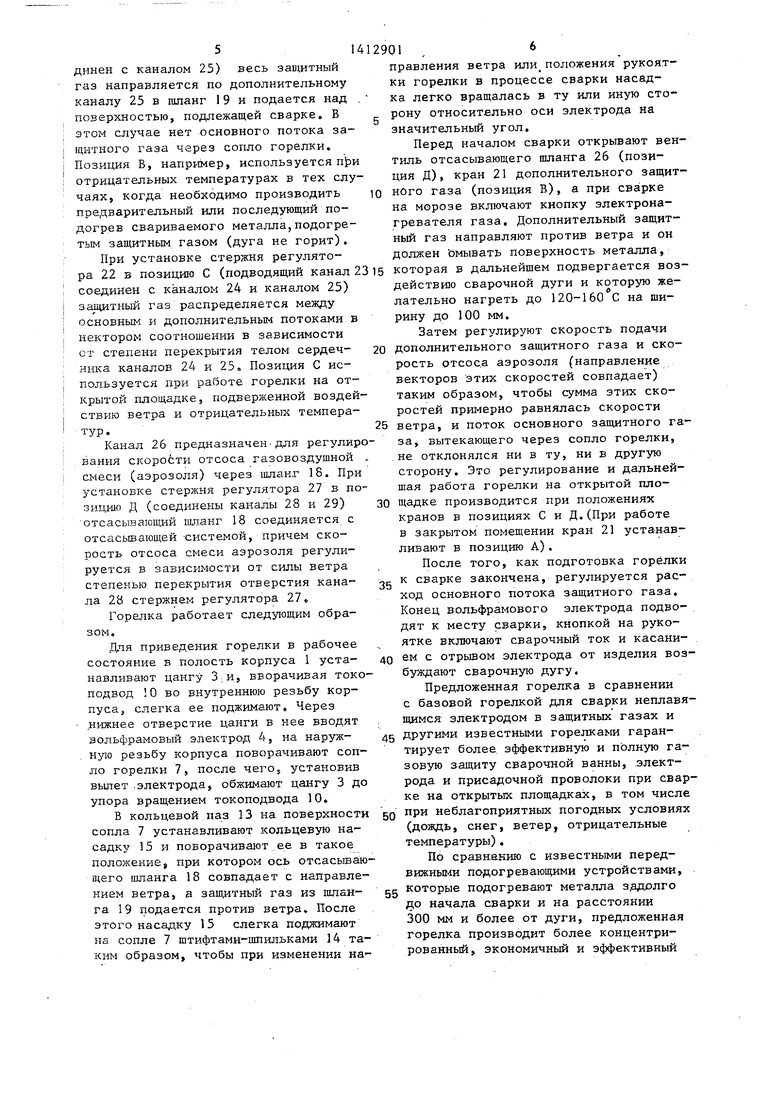
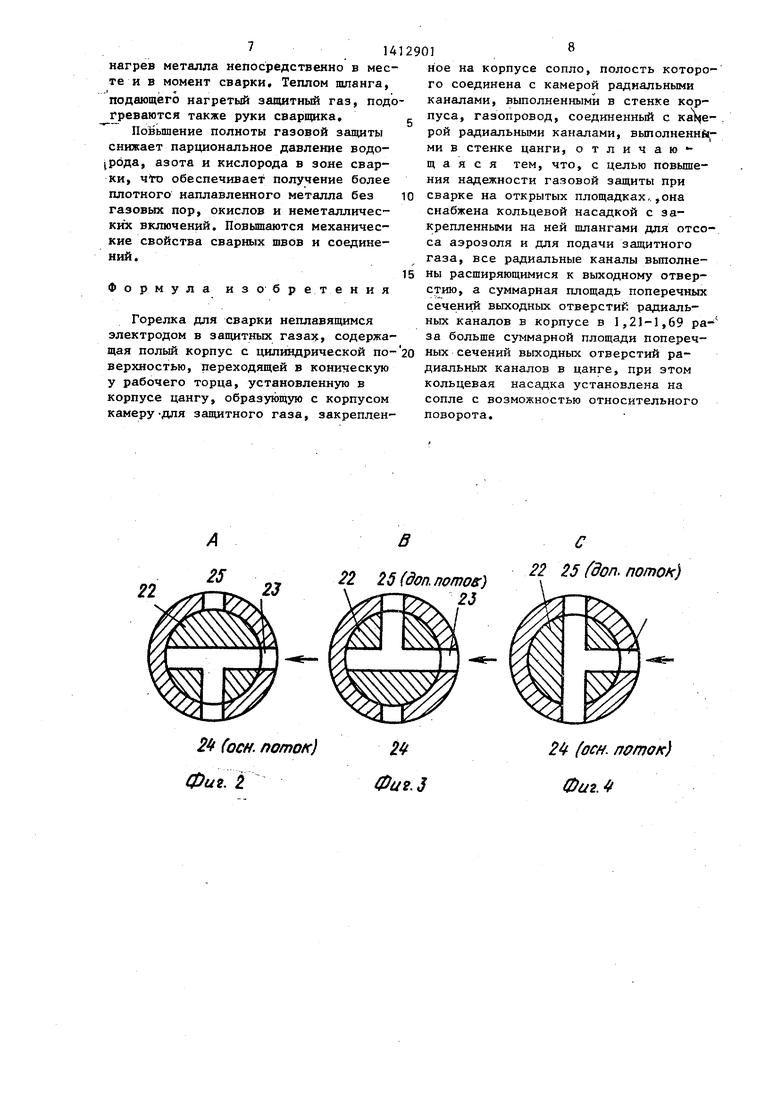
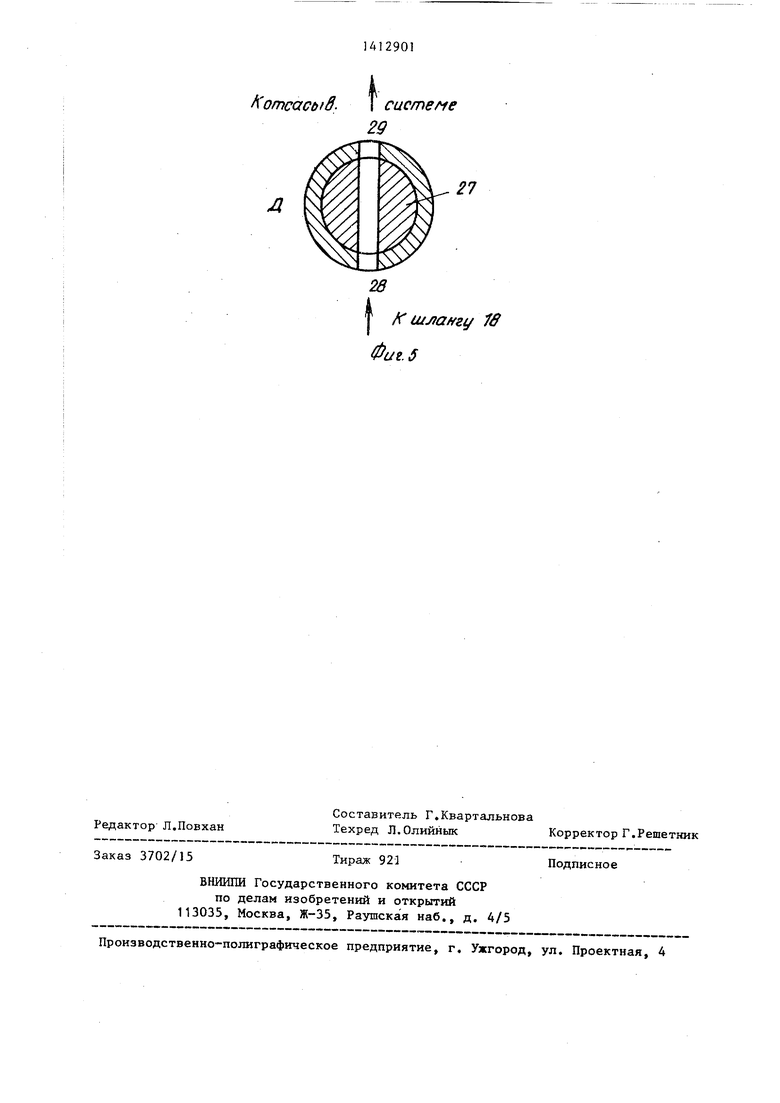
На фиг.1 показана горелка, общий вид; на фиг.2 положение трехходового крана при подаче всего потока за - щитного газа через сопло горелки; на фиг.З - положение трехходового крана при подаче всего потока защитного га- за по дополнительному каналу; на фиг.4 - положение трехходового крана при предварительном подогреве свариваемого изделия; на фиг,5 - схема работы крана, регулирующего скорость отсоса выделений из зоны сварки.
Горелка для сварки в защитных газах содержит целый цилиндрический корпус 1, переходящий со стороны нижнего торца в усеченный конус, установленную в нем с образованием га зовой камеры 2 цангу 3, в коничес- кой части которой закрепляется неплавящийся электрод 4, а в цилиндрической части цанги вьтолнен осевой га зоподвбдящий канал 5 и соединяющие с ним газовую камеру 2 конические ра диальньш кансшы 6, постепенно расширяющиеся в направлении движения газа к выходным отверстиям,
На наружной цилиндрической поверх ности корпуса J выполнена правая резьба.,, .что позволяет навернуть на него сопло 7, а на нижней -части выполнена кольцевая выточка, образующа с внутренней поверхностью сопла коль цевую газовую полость 8, На уровне этой полости в стенках корпуса 1 выполнены конические радиальные каналы 9, соединяющие полость 8 с газовой камерой 2 и постепенно расширяю- щиеся по направлению движения газа к выходным отверстиям. Суммарная площадь поперечных сечений выходных отверстий в корпусе в 1,21-1,69 раза больше суммарной площади попЪречных сечений выходных отверстий радиальных каналов 9 и больше суммарной площади поперечных сечений выходных отверстий радиальных каналов 6,
Осевые линии радиапьных каналов в корпусе и в цанге находятся в разных плоскостях, проходящих через ось головки.
с Q 5 п
5
При расположении, радиальных каналов в корпусе и в цанге в разных плоскостях у вектора скорости газового потока, протекающего в кольцевой камере 2, кроме радиальной составляющей, появляется тангенциалззная (окружная) составляющая. Кроме того, расположение каналов 9 в корпусе и каналов 6 в цанге на разных уровнях по высоте создает у вектора газового потока в камере 2 еще одну вертикальную составляющую,. Наличие этих вертикальной и в особенности тангенциальной составляющей у вектора скорости газа, вытекающего через каналы 6 в цанге, обеспечивает устранение в камере 2 застойных зон и более равномерное заполнение зтой кольцевой полости газом по всей окружности кольца, а следовательно, и более полную защиту конца электрода 4,присадочного прутка и зоны сварки, равномерную со всех сторон.
Коническая форма радиальных кана- . лов 9 и 6 и соотношение суммарных площадей поперечных сечений выходных отверстий, равное 1,21-J,69, заметно снижают турбулентность потока, потери скорости в газовой камере и сопле горелки, повышают жесткость газовой струи, что позволяет без примерения шлангов дополнительного защитного газа и шлангов отсоса производить сварочные работы при ветре до 5 м/с без защитных ветровых устройств. Использование же направленного против ветра потока дополнительного защитного газа и системы отсоса аэрозоля (векторы скоростей кото рых суммируются) обеспечивает качественную защиту при ветре 8-10 м/с и более.
Увеличение диаметра каналов 9 в стенках корпуса на 10-30% по сравнению с д 1аметром каналов 6 в цанге . приводит к дополнительному снижению по сравнению с известными горелками гидравлических сопротивлений, при движении газа в камере 2 и увеличению скорости движения газа в полости сопла 8 в 1,21-1,69 раза, .что соответствует относительному увеличению суммарной площади каналов 9 по срав- нeниюL с суммарной площадью каналов 6,
Это конструктивное изменение позволяет с ущественно повысить жесткость струи защитного газа и надежность защиты зоны сварки при работе
предлагаемой горелки по сравнению с известными.
Изменение величины кинематической энергии защитного газа при прохождёWl- W
2g быть определено уравнением
„г г)
„W. P,v,-P,V,-lpdV- Ц,
НИИ его через горелку
может
где Р, и V,
у,
Vz
I PdV
v« 1„
давление и объем газа в-камере 2;
соответственно в полос- , ти 8;
работа, связанная с расширением газа;
работа, затрачиваемая газом на преодоление внутренних гидравличес ких сопротивлений.
При увеличении сечения каналов 9 по сравнению с сечением каналов 6 в стенках цанги 3 уменьшается величина внутренних сопротивлений Ig, и кинематическая энергия струи газа, выходящего из горелки, возрастает. Однако если увеличение сечения каналов 9 будет слишком большим, то одно
ременно возрастает работа PdV,
-v затрачиваемая на расширение газа в
горелке, и в результате кинетическая энергия струи газа уменьшится.
Таким образом, должно соблюдаться определенное соотношение между площадью сечений каналов 9 и каналов 6, Увеличение сечения каналов 9 меньше, чем в 1,2) раза (по сравнению с сечением каналов 6), не позволит поучить достаточную скорость и жесткость газовой струи,
С другой стороны, увеличение сечения каналов 9 более, чем в J,69 раза по сравнению с каналами 6, вызывает появление в камере 2 -турбулентных возмущений, уменьшение в ней дав- ления, увеличение работы, связанной с расширением газа в горелке, что ухудшает надежность газовой защиты.
Кроме того, при больших диаметрах каналов снижается конструктивная прочность стенок корпуса горелки 1,
Повьшение полноты газовой защиты снижает парциальное давление в зоне сварки таких активных газов, как водород, азот и кислород и, следовательно, способствует получению более плотного наплавленного металла без
0
5
0
5
Глазовых пор, окислов и неметаллических включений. Повьш1аются механические свойства и улучшается эстетический вид сварных соединений.
На верхней части внутренней поверхности корпуса 1 вьгполнена левая резьба, с помощью которой корпус соединяется с токоподводом JO и канал 5 - с газоподводящей системой II, Верхняя наружная часть корпуса 1, токо- подвод JO и наружная часть сопла 7, защищаются электроизоляционным слоем 12,
На нижней наружной конической поверхности сопла 7 выполнен кольцевой паз J3 и в нем с помощью движущихся трех штифтов-шпилек 14 (оси которых между собой составляют углы, равные 120 град) установлена кольцевая насадка 5, свободно поворачивающаяся относительно сопла 7 и оси электрода 4 вместе с укрепленными на ней диаметрально противоположно направляющими лотками 16 и 17, Б лотках расположены гибкие шланги J8 для отсоса аэрозоля из зоны сварки 19 - для подвода дополнительного потока защитного газа при сварке на ветру. Позицией 20 обозначен сварной шов, над поверхностью которого расположен конец с выходным отверстием шланга 18,
На рукоятке горелки выполнены краны-вентили, регулирующие скорость подачи основного и дополнительного .защитного газа, вентиль, регулирующий скорость отсоса газовоздущной смеси из зоны сварки, и кнопки управления для включения сварочного тока и системы электроподогрева дополнительного защитного газа при сварке на морозе.
Распределение и регулирование расхода защитного газа обеспечивается 5 трехходовым краном 2J.
При установке стрежня 22 крана в дозицию А (подводящий канал 23 сое- динен с каналом 24) весь защитный газ направляется по основному каналу через сопло горелки и дополнительного потока защитного газа нет,.Скорость основного потока газа регулируется частичным перекрытием канала 23 стержнем 22. Позиция А используется при работе горелки в закрытом помещении (в отсутствии ветра).
При установке стрежня регулятора , в позицию В (подводяшлй канал 23 сое
0
5
0
0
5
динен с каналом 25) весь защитный газ направляется по дополнительному каналу 25 в шланг 19 и подается над . поверхностью, подлежащей сварке, Б этом случае нет основного потока защитного газа через сопло горелки. Позиция В, напри мер, используется отрицательных температурах в тех случаях, когда необходимо производить предварительный или последующий подогрев свариваемого металла,подогретым защитным газом (дуга не горит), При установке стержня регулято129Q1 ,6
правления ветра нли положения рукоятки горелки в процессе сварки насадка легко вращалась в ту или иную сторону относительно оси электрода на значительный угол.
Перед началом сварки открывают вентиль отсасывающего шланга 26 (позиция Д), кран 21 дополнительного защит- 10 ного газа (позиция В), а при сварке на морозе включают кнопку электронагревателя газа. Дополнительный защитный газ направляют против ветра и он должен омывать поверхность металла,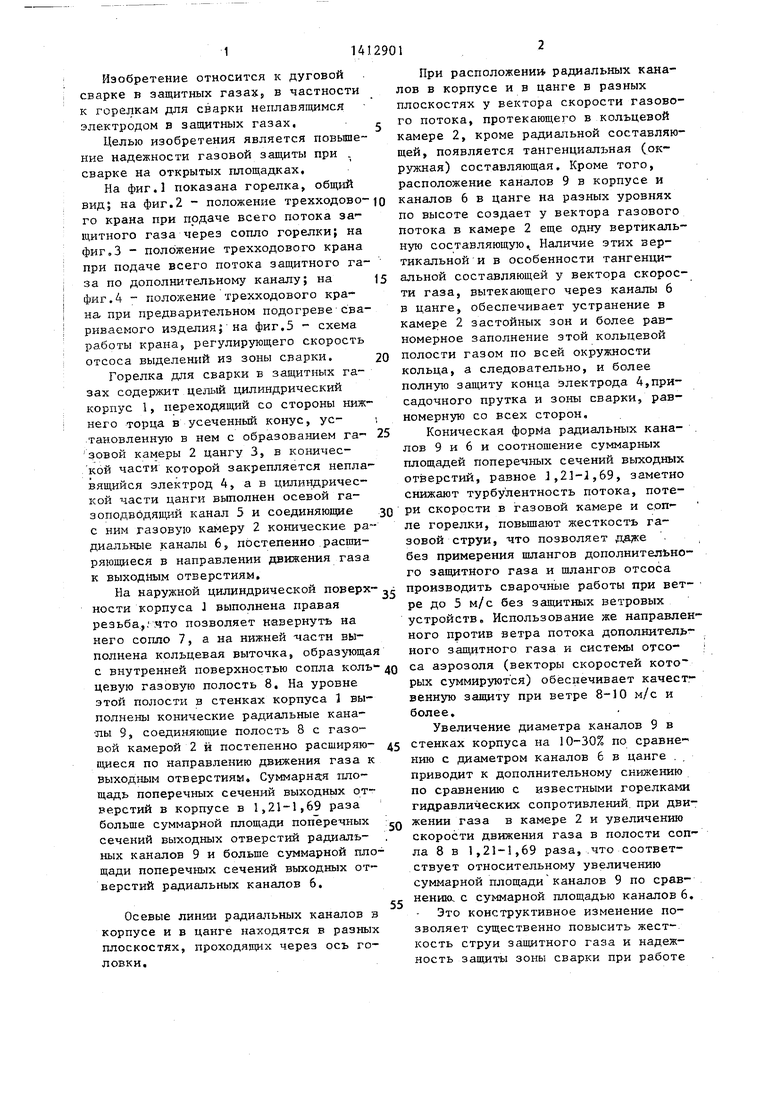
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
| МАЛОГАБАРИТНАЯ ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 2007 |
|
RU2358846C1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
Изобретение относится к дуговой сварке в защитных газах, Цель изобретения - повьшение надежности газовой защиты при сварке на открытых площадках. На наружной поверхности сопла 7 выполнен кольцевой паз 13 и в нем посредством штифтов-шпилек 4 установлена кольцевая насадка 15, свободно поворачивающаяся.относительно сопла 7 и электрода 4 вместе с укрепленными на ней диаметрально противоположно направляющими лотками 16 и 17. В лотках J6 и 17 закреплены гибкие шланги 18 и 9 для отсоса аэрозоля из зоны сварки и для подвода дополнительного потока газа при сварке на ветру соответственно. Защитный газ из шланга 19 подается против ветра. При изменении направления ветра положение насадки J5 легко меняется поворотом ее в ту или другую сторону. 5 ил.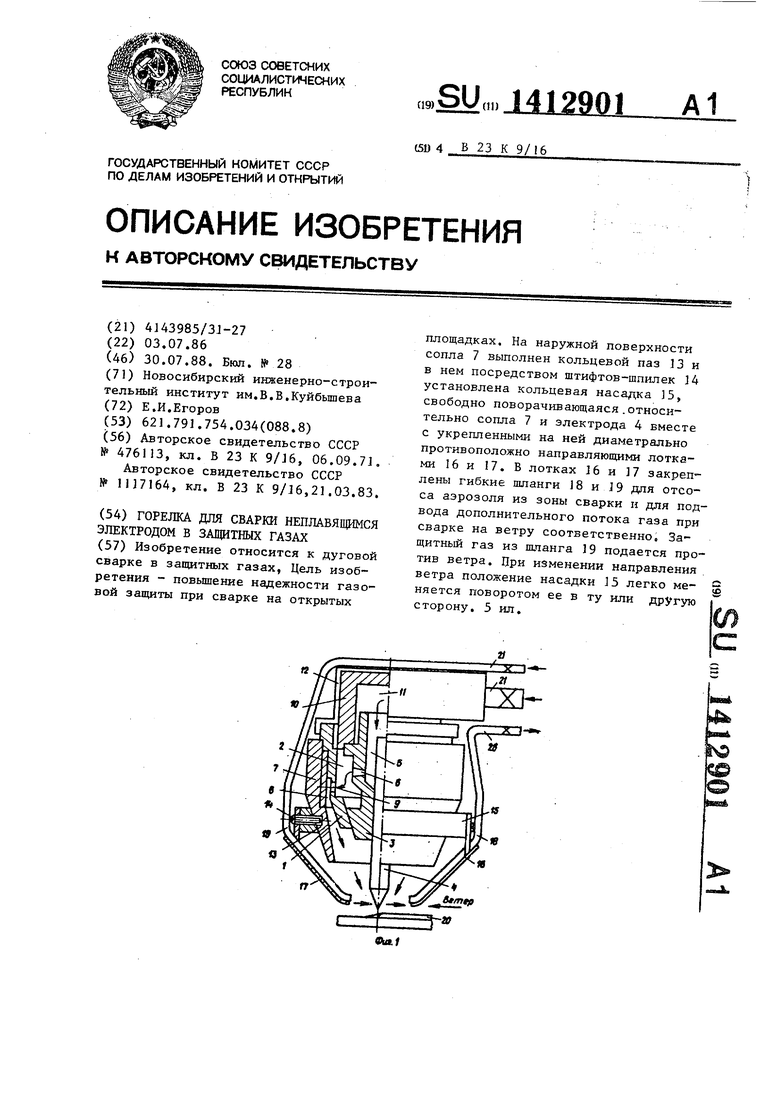
действию сварочной дуги и которую желательно нагреть до 120-160 С на щира 22 в позицию С (подводящий канал 23 15 которая в дальнейшем подвергается воз- соединен с каналом 24 и каналом 25) защитный газ распределяется между
рину до 100 мм.
Затем регулируют скорость подачи 20
основным и дополнительным потоками в нектором соотношении в зависимости от степени перекрытия телом сердечника каналов 24 и 25 Позиция С используется при работе горелки на открытой площадке, подверженной воздействию ветра и отрицательных температур.
Канал 26 предназначен-для регулирования скоробти отсоса газовоздушной . смеси (аэрозоля) через шланг 18, При установке стержня регулятора 27 в позицию Д (соединены каналы 28 и 29) отсасывающий шланг 18 соединяется с отсасьшающей -системой, причем скорость отсоса смеси аэрозоля регулируется в зависимости от силы ветра степенью перекрытия отверстия канала 28 стержнем регулятора 27.
Горелка работает следующим образом,
.Для приведения горелки в рабочее состояние в полость корпуса 1 устанавливают цангу 3;И, вворачивая токо- подвод 0 во внутреннюю резьбу корпуса j слегка ее поджимают. Через нижнее отверстие цанги в нее вводят вольфрамовый .электрод 4, на наруж- . ную резьбу корпуса поворачивают сопло горелки 7, после чего, установив вылет .электрода, обжимают цангу 3 до упора вращением токоподвода 10,
В кольцевой паз 13 на поверхности сопла 7 устанавливают кольцевую насадку 15 и поворачивают .ее в такое положение, при котором ось отсасьша:ю- щего шланга 18 совпадает с направлением ветра, а защитный газ из шланга 19 подается против ветра. После этого насадку 15 слегка поджимают на сопле 7 штифтами-шпильками 34 таким образом, чтобы при изменении надополнительного защитного газа и скорость отсоса аэрозоля (направление векторов этих скоростей совпадает) таким образом, чтобы сумма этих скоростей примерно равнялась скорости
25 ветра, и поток основного защитного газа, вытекающего через сопло горелки, не отклонялся ни в ту, ни в другую сторону. Это регулирование и дальнейшая работа горелки на открытой пло30 щадке производится при положениях кранов в позициях С и Д,(При работе в закрытом помещении кран 21 устанавливают в позицию А),
После того, как подготовка горелки
2g к сварке закончена, регулируется расход основного потока защитного газа. Конец вольфрамового электрода подводят к месту сварки, кнопкой на рукоятке включают сварочный ток и касани40 ем с отрьшом электрода от изделия возбуждают сварочную дугу.
Предложенная горелка в сравнении с базовой горелкой для сварки неплавящимся электродом в защитных газах и
45 другими известными горелками гарантирует более эффективную и полную газовую защиту сварочной ванны, электрода и присадочной проволоки при сварке на открытых площадках, в том числе
gQ при неблагоприятных погодных условиях (дождь, снег, ветер, отрицательные температуры),
По сравннкию с известными передвижными подогревающими устройствами,
gg которые подогревают металла здадалго до начала сварки и на расстоянии 300 мм и более от дуги, предложенная горелка производит более концентрированный, экономичный и эффективный
действию сварочной дуги и которую желательно нагреть до 120-160 С на щикоторая в дальнейшем подвергается воз-
Затем регулируют скорость подачи
дополнительного защитного газа и скорость отсоса аэрозоля (направление векторов этих скоростей совпадает) таким образом, чтобы сумма этих скоростей примерно равнялась скорости
ветра, и поток основного защитного газа, вытекающего через сопло горелки, не отклонялся ни в ту, ни в другую сторону. Это регулирование и дальнейшая работа горелки на открытой площадке производится при положениях кранов в позициях С и Д,(При работе в закрытом помещении кран 21 устанавливают в позицию А),
После того, как подготовка горелки
к сварке закончена, регулируется расход основного потока защитного газа. Конец вольфрамового электрода подводят к месту сварки, кнопкой на рукоятке включают сварочный ток и касанием с отрьшом электрода от изделия возбуждают сварочную дугу.
Предложенная горелка в сравнении с базовой горелкой для сварки неплавящимся электродом в защитных газах и
другими известными горелками гарантирует более эффективную и полную газовую защиту сварочной ванны, электрода и присадочной проволоки при сварке на открытых площадках, в том числе
при неблагоприятных погодных условиях (дождь, снег, ветер, отрицательные температуры),
По сравннкию с известными передвижными подогревающими устройствами,
которые подогревают металла здадалго до начала сварки и на расстоянии 300 мм и более от дуги, предложенная горелка производит более концентрированный, экономичный и эффективный
нагрев металла непосредственно в месте и в момент сварки. Теплом пшанга, подающего нагретый защитный газ, подогреваются также руки сварщика. , Повышение полноты газовой защиты снижает парциональное давление водо- рода, азота и кислорода в зоне сварки, 4to обеспечивает получение более плотного наплавленного металла без газовых пор, окислов и неметаллических включений. Повышаются механические свойства сварных швов и соединений .
Формула изобретения
15 ны расширяющимися к выходному отвер стию, а суммарная площадь поперечных сечений выходных отверстий радиальных каналов в корпусе в 1,21-1,69 р за больше суммарной площади попереч
Горелка для сварки неплавящимся электродом в защитных газах, содержащая полый корпус с цилшздрической по- 20ных сечений выходных отверстий ра- верхностью, переходящей в коническуюдиальных каналов в цанге, при этом у рабочего торца, установленную вкольцевая насадка установлена на корпусе цангу, образующую с корпусомсопле с возможностью относительного камеру-для защитного газа, закреплен-поворота.
В
22 25 (доп. поток} 2J
2 (осн. поток} Фиг. 2
,
ное на корпусе сопло, полость которого соединена с камерой радиальными каналами, выполненными в стенке корпуса, газопровод, соединенный с рой радиальными каналами, вьтолненнй- ми в стенке цанги, отличаю щ а я с я тем, что, с целью повышения надежности газовой защиты при
0 сварке на открытых площадках,., она снабжена кольцевой насадкой с закрепленными на ней шлангами для отсоса аэрозоля и для подачи защитного газа, все радиальные каналы выполне-
5 ны расширяющимися к выходному отверстию, а суммарная площадь поперечных сечений выходных отверстий радиальных каналов в корпусе в 1,21-1,69 ра- за больше суммарной площади попереч0ных сечений выходных отверстий ра- диальных каналов в цанге, при этом кольцевая насадка установлена на сопле с возможностью относительного поворота.
22 25 fdon. потоп}
2 (осн. лоток) Фа2.41
f
отсас1(в: I cucme/ e 29
Д
Редактор Л.Повхан
Составитель Г.Квартальнова Техред Л.Олийнык
Заказ 3702/15
Тираж 923
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
I 29
Корректор Г,Решетник
Подписное
| Горелка для электродуговой сварки в среде защитных газов | 1971 |
|
SU476113A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
