1
Изобретение относится к сварке плавящимся электродом с обеспечением подогрева выvleTa электрода от источника питания сварочной дуги и может быть использовано в различных областях машиностроения.
Известны устройства для подогрева плавящегося электрода перед введением его в сварочную ванну 1.
Эти устройства предусматривают, кроме источников иитания дуги, применение дополнительных устройств для подогрева присадочной проволоки, что усложняет коиструкцию.
Известно также устройство для дуговой сварки плавящимся электродом с предварительным его лодогревом, содержащее источник литания сварочного тока и подсоединенные к нему через сопротивление и токолодводы для подогрева электрода 2.
Недостатком этого устройства является повышенный расход энергии источника питания на подогрев электрода и сложная схема коммутации сварочной цепи.
Целью изобретения является упрощение конструкции устройства, повышение иадежности его работы и сокрашение электрозатрат на предварительный иодогрев вылета электрода.
Это достигается тем, что сопротивление подключено параллельно токопроводам, а расстояние между токопроводами о-пределено
S-R
где / - расстояние
соотношением / .между токопроводами (см), S-ллощадь лоперечного сечения электрода (см-), R - величина сопротивления (ом), р - удельное сопротивление материала электрода (ом-см).
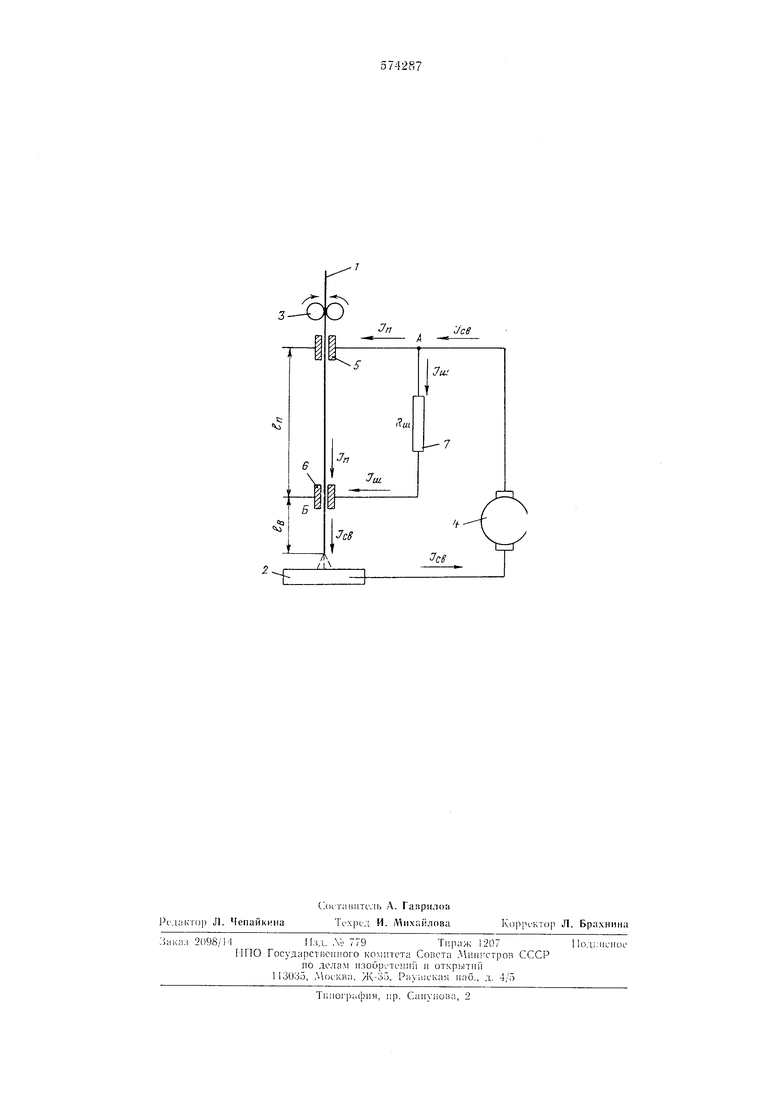
На чертеже изображена схема зстройства для дуговой сварки илавяп:,имся электродом.
Оно содержит электрод 1, изделие 2, подающие ролики 3, источник 4 сварочного тока, верхний токопровод 5, нижний токопровод б, сопротивление 7 (щунт).
Один из полюсов источника 4 сварочного
тока подсоединен к изделию 2. Другой полюс подсоединяется к верхнему токопроводу 5 непосредственно и к нижнему токопроводу 6 через сопротивление 7.
Установка работает следующим образом.
Подающие ролики 3 подают электрод 1 к изделию 2 до тех лор, лока он не коснется его. После возбуждения дуги в ней будет протекать ток сварки, величина которого задается из сообрал еиий получения качественного
сварного соединения.
Ток сварки /ев при подходе к узлу А будет разветвляться. Одна часть его величиной /д (ток подогрева) пойдет к верхнему контакту 5, другая часть-величиной УШ (ток шунта) -
лойдет через шунт 7 на контакт.
3 При этом соблюдается равенство
св -п + -шВ узле Б будет происходить сложение токов /п и /1„.
Предварительный подогрев электродной нроволоки будет нронсходить на участке / (величина подогреваелшго вылета электрода) током величиной /ц.
Величина нодогрева может регу шроиаться как за счет изменения длины участка нодогрева электрода /, так и за счет регулирования величины тока нодогрева /„. Последнее осуществляется путем соответствуюп1,его регулирования величины сопротивления 7 (нпнта).
Так, при еоиротивлении шунта R Q ток иодогрева /п будет равен нулю, нри ,
и J СВ
Предварительный подогрев электрода позволяет повысить качество и производительность сварки, улучшить стабильность горепня дуги.
Преимущества сварки с предварительным подогревом электрода легко реализуются в предлагаемой установке, поскольку она позволяет без труда настраиваться на требуемую величину температуры нодогрева электрода. Следует особо подчеркнуть, что предварительный подогрев электрода в предлагаемой установке достпгается за счет сварочного тока (или его части), т. е. без дополнительной затраты энергии источника.
Поскольку величина температуры лодогрева электрода зависит и от длины / и от сопротивления шунта R, то наибольший эффект будет достигаться прп определенном соотноП1ении этих величин.
Количество тепла, выделяющегося в электроде на длине /, определяется законом Джоуля-Ленца
Q 0,24-/п-/ э
где Q - выделяющееся количество тепла, кал; R:, - сопротивлеиие электрода длиной /, ом; t - время протекания тока подогрева, еек. Сопротивление протеканию тока электрода
где р - удельное сопротивление,
S - площадь поперечного сечения электрода, см.
R-
Обозначив отношение
- {), учитывая,
что , а ( ,
II- скорость поi + -jVji
дачп электрода в см/сек, найдем количество тепла, выделяющегося в едипипе объема электрода за время /. Q
.
q - .
К
)
где l:--/-S - обтзем электрода, длипой / в см. Исследовав зависимость q S(l) на максимум (при заданной величине R), найдем, что наибольшее количеетво тенла, выделяюн;егоея в едннице электрода за время t, будет происходить при длине участка подогрева
S-R
I ,
см
Ф о р м у ,i а и 3 о б р е т е п и я
Устройство для дуговой сварки плавянхимся электродом с предварительно подогретым вылетом электрода, содержантее источник сварочного тока и иодсоединенпые к нему сонротивление и токопроводы для предварительного нодогрева вылета электрода, отлкчающееся тем, что, с пелью унрощени конструкции устройства, повыщения надежност 1 его работы и сокрапдения энергозатрат ня иредварительный иодогрев вылета электрода, сопротивление подключено параллельно токопроводам, а расстояние между токопроводами определено соотношением S-R
где / - длина подогреваемого вылета элек рода в ем;
S - ,плои1,адь поперечного сечепия электр1да, СМ-;
R - величина сопротивления в омах; () - удельное сопротивление материала электрода в ом -см.
Источники информации, нринятые во внимание при экспертизе 1. Авторское свидетельство Хз 395200, кл. В 23К 9/16, 1971.
2. Ющенко К. Л. и др. Скоростная газоэлектрическая сварка нержавеющей стали дополиительно подогреваемой проволокой.- «Автоматическая сварка, 1969, Л 1, с. 45.
Уи:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1973 |
|
SU395200A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| Токоподводящий мундштук | 1977 |
|
SU673399A1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2252847C2 |
| Способ определения сопротивления вылета сварочного электрода | 2015 |
|
RU2634560C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ дуговой сварки неплавящимся электродом | 1983 |
|
SU1166942A1 |
| Способ определения вылета плавящегося электрода и устройство для его осуществления | 1987 |
|
SU1504026A1 |
Б
Jc8
