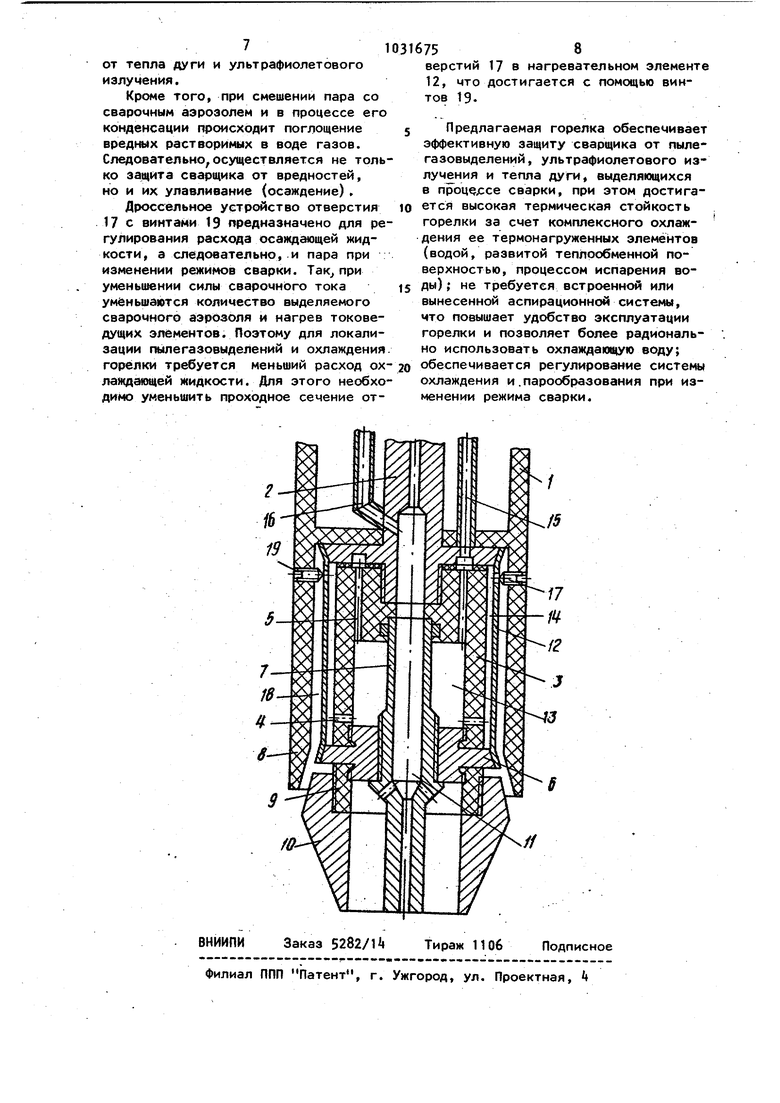
Изобретение относится к оборудов нию для полуавтоматической или авто матической сварки. Известна горелка для плаэменнодуговой резки с разомкнутой системо охлаждения. Горелка содержит электрод, сопло, радиатор с ребрами и наконечник с основным и дополнитель ным отверстиями. При этом ребра на радиаторе выполнены со стороны, примыкающей к соплу, и образуют с поверхностью последнего каналы для про I хода охлаждающей среды, а дополнительные отверстия в наконечнике выполнены на максимальном удалении от основного отверстия. При резке охлаждающую газообразную среду, например воздух, пропускают через каналы,, образованные реб .рами радиатора и наружной поверхнос тью сопла. Часть воздуха через отверстие в наконечнике попадает в зону резки, а часть через дополнительные отверстия в наконечнике истекает за пределы горелки, предварительно обдувая наружную поверхность радиатора. Изменением расстояния между наконечником и нижней частью радиатора можно регулировать количество воздуха через отверстия в наконечни lP Однако конструкция горелки не предусматривает отсос пылегазовыделений с целью оздоровления условий труда сварщиков, так как применение воздуха в разомкнутой .системе охлаждения чрезмерно затрудняет использование какого-либо аспирационного уст ройства. В зоне резки образуются вих ри, которые не только способствуют распространению газопылевыделений по Помещению и в зоне дыхания, но и е случае применения такого охлаждения в горелках для сварки в среде защитных газов срывают газовую защиту зоны сварки, ухудшая качество сварного шва. В качестве охлаждающей среды пред усматривается применение воздуха, но так как TenjfbeMKOcTb воздуха невелика, то эффективное охлаждение теплонагруженных деталей горелки требует большого расхода его. Применение в качестве охлаждающей .среды других газов возможно, но неце лесообразно, так как стоимость такого охлаждения возрастает. Известна горелка для сварки и наплавки в среде водяного пара, содержащая корпус, мундштук с токоведущими элементами и каналом для подачи сварочной проволоки в зону сварки, канал и сопло для подачи защитного газа (водяного пара) , подаваемого под избыточным давлением 0,05 кгс/см и применяемого в качестве защитного газа. , Пар в сопло горелки может пода- . ваться как от паропровода, так и от стационарного преобразователя, входящего в комплект горелки в виде отдельного вынесенного устройства. Го-: релка работает с парообразователями, конструкции которых выполнены в виде металлических сосудов, частично заполненных водой, с встроенными электрическими нагревающими элементами. Вода в парообразователе нагревается, вскипает и в виде пара через гибкий шланг подается в канал корпуса горелки и далее в сопло.В процессе сварки в зону дуги через сопло подачи защитно го газа подается водяной пар, в результате чего осуществляется защита сварного шва от вредных компонентов С2. Горелка обладает рядом недостатков: сварка в среде водяного пара применима только для самых неответственных швов или для наплавочных работ, производимых на сварочных токах; применение специальных парообразователей обуславливает неудобства в работе, особенно на нестационарных рабочих местах; применение пара из цеховой магистрали увеличивает длину сложныхкоммуникаций, повышает расход пара вследствие утечек. Кроме того, далеко не во всех цехах теплоносителем в системе отопления является, пар, часто применяется вода, что ограничивает область применения данной горелки. Горелка не имеет системы охлаждеия, что ограничивает область ее приенения и уменьшает срок службы. При сварке в среде водяного пара начительная его часть расходуется ерационально, так как, поступая в зону дуги, пар разлагается под действием высоких температур. Остальная часть пара участвует в других важных процессах - коагуляции и седиментаии (осаждении). Аэрозоль пара коагулирует с мелкодисперсным сварочным аэрозолем при одновременно проис ходящем процессе седиментации (осаждения) прокоагулировавшего аэрозоля Такой процесс мог бы быть полезным с точки зрения локализации сварочного аэрозоля в зоне сварки, если бы он протекал интенсивно. В целом такой процесс зациты сварщиков от сварочных газопылевыделений кмеет ря преимуществ по сравнению с другими способами, например с аспирацией, и эти полезные процессы целесообразно было бы всячески интенсифицировать. Тем не менее, в известной горелке задача защиты сварщиков от газопылевыделений не ставится и практически не решается. Процессы коагуляции и седиментации недостаточно эффективны Незначительность эффекта локализации сварочных газопылевыделений обусловлена процессами разложения пара сварочной дугой, недостаточным количест вом пара, участвующим в процессе локализации, большой кинетической энер гией газопылевыделений в фактически паровой зоне и малым временем их взаимодействия, невыгодными температурными режимами взаимодействия паро вой среды и факела газопылевыделений несовпадением направлений распростра нения отработанного пара и факела газопылевыделений. Следует отметить, что и имеющиеся возможности растворения в среде пара основных газов, входящих в состав газопылевыделений, таких как HF, не реализуются в известной горелке по тем же причинам, что и процессы локализации аэрозоля. Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой, является горелка для дуговой сварки в защитных газах, содержащая корпус с закрепленным на нем наружным соплом, образующим с внутренним соплом для подачи защитного газа кольцевой канал для отсоса газо пылевыделений зоны сварки. Внутреннее сопло охватывает токоподводящий мундштук с каналом для направления плавящегося электрода. Горелка имеет систему охлаждения с трубкой для под вода воды, расположенной в рукоятке. В рукоятке выполнена камера, сое диненная с одной стороны с вытяжным устройством, а с другой стороны с кольцевым каналом для отсоса газопылевыделений через пазы, выполненные на боковой поверхности корпуса. В корпусе выполнены также каналы, соединяющие канал для направления плавящегося электрода с камерой в рукояткеСЗОднако в горелке встроенная аспирационная система сама по себе не обеспечивает очистку воздуха от пылегазовыделений и предполагает использование фильтрующих устройств, требу1«цих специального обслуживания и побудителей вакуума. Отсос потока газопылевыделений увеличивает влияние на сваряцика других вредных факторов. К таким факторам следует отнести увеличение содержания особо вредного газа - озонав зоне дыхания. Повышенное содержание озона обусловлено тем, что при удалении в процессе аспирации газопылевыделений снижаются экранирующие свойства прилегающих к сварочной зоне слоев воздуха и интенсифицируется воздействие на них и человека ультрафиолетового излучения. Вследствие этого под действием ультрафиолетового излучения повышенной интенсивности возрастает ионизация прилегающих к сварочной дуге слоев воздуха и, как следствие,-озона в зоне дуги и зоне дыхания. Цель изобретения - повышение эффективности защиты сварщика от газопылевыделений, ультрафиолетового излучения и тепла дуги, повышение степени использования охлаждающей воды и упрсщение сварочного оборудования. Поставленная цель достигается тем, что горелка для дуговой сварки в защитных газах, содержащая корпус с закрепленным на нем наружным соплом, внутреннее сопло для подачи защитного газа, охватывающее токоподводящий мундштук с каналом для направления плавящегося электрода, а также систему охлаждения с трубкой для подвода охлаждающей воды, снабжена установленным на мундштуке с электрическим контактом и образующим кольцевой канал с,наружным соплом трубчатым нагревательным элементом с отверстиями, сообщащимися с кольцевым каналом, и изолир тощей втулкой, расположенной внутри нагревательного элемента и образующей с ним полость для нагрева воды,-а с наружной поверхностью мундштука - камеру охлаждения, $1 сообщающуюся с камерой для нагрева воды и с трубкой для подвода охлаждающей воды. 8 горелке нагревательный элемент может быть выполнен сгемным, В нагревательном элементе отверстия выполнены дросселирующими. На чертеже показана горелка, продольный разрез Горелка состоит из корпуса 1, в котором зафиксирован токопровод 2. На резьбовой выступ токопровода 2 навинчена изолирующая втулка 3 с каналами и S, S которой зафиксирован токопроводящий диск 6, надетый на мундштук 7. На корпусе 1 закреплено наружное сопло 8. На токопроводящем диске 6 установлено изолирующее коль цо 9. на котором закреплено внутреннее сопло 10 для подачи защитного газа, мундштук 7 выполнен с каналом 11 для направления .плавящегося , электрода. Горелка снабжена трубчатым нагревательным элементом 12, закрепленным на выступе токопровода 2 и выступе диска 6, что обеспечивает надежный электрический контакт с мундштуком 7. Изолирующая втулка 3 образует с наружной поверхностью мундштука 7 Камеру 13 охлаждения, а с нагревательным элементом 12 - полост ь Н для подогрева воды. Камера 13 охлаждения сообщается с полост ью 1 для подогрева воды через каналы h, а через каналы 5 - с трубкой 15 для подвода охлаждающей воды. Защитный газ подается в горелку по трубке 16. В нагревательном элементе 12 выполнены отверстия 17, сообщающиеся с кольцеаым каналом 18, образован ным внутренней поверхностью наружного сопла 8 и наружной поверхностью нагревательного элемента 12. Отверстия 17 выполнены дросселирующими за счет винтов 19I. Горелка работает следующим образом. В процессе сварки электродная про волока через мундштук 7 и защитный по каналу 11 подаются в зону дуги. Электрический ток подается к ; мундштуку 7 по цепи токопровод 2 нагревательный элемент 12 - токопроводящий диск 6 - мундштук 7. Сопло 1Й подачи углекислого газа и мундштук 7 при сварке интенсивно нагреваются. Наиболее термонагруженным элементом является мундштук 7 ввиду 5 того, что он нагревается как теплом дуги, так и проходящим через него сварочным током. Охлаждающая вода подводится к мундштуку 7 по трубке 15 и по каналам 5 в изолирующей втулке 3 и попадает в камеру 13 охлаждения, охлаждает мундштук 7 и, осуществив теплосъем, попадает по каналу 4 в полость Н для подогрева воды. Нагревательный элемент 12 выполнен с таким электрическим.сопротивлением, что при прохождении через него сварочного тока он выделяет тепло, достаточное для испарения охлаждающей жидкости. Образовавшаяся при этом жидкостно-паровая смесь через дроссельные отверстия 17 поступает в кольцевой канал 18 и соплом 8 направляется в зону сварки. В канале 18 происходит дальнейшее испарение жидкости и нагрев образовавшегося пара.. Из сопла 8 пар выходит под некоторым избыточным давлением. В процессе работы горелки на наг- ревательном элементе 12 возможно образование накипи. Для обеспечения удобства эксплуатации горелки нагревательный элемент 12 выполнен съемным. Это позволяет заменить нагреват ельный элемент на новый, а старый очистить от накипи одним из известных способов. Истекающий из сопла 8 пар образует паровой конус, который защищает сварщика от воздействия на него тепла дуги и ультрафиолетового излучения. Экранирующий сварочную дугу пар смешивается с аэрозолем, образующимся при сварке. По мере удаления от дуги температура среды резко падает, что способствует конденсации пара. При этом центрами конденсации являются взвешеннь1е частички сварочного аэрозоля, происходит его коагуляция. В процессе коагуляции пароаэрозольной смеси ее частички возрастают в размерах и массе и представляют собой водяные . капли с захваченными взвешенными частичками сварочного аэрозоля. ПрО | коагулировавшая водоаэрозольная смесь; осаждается вблизи рабочего места (на полу, различных ограждающих поверхностях) , не попадая в зону дыхания. Таким образом, обеспечивается не только защита органов дыхания сварщика от газопылевыделений, но и защита
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для электродуговой сварки в защитных газах | 1978 |
|
SU766784A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1975 |
|
SU558766A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
1. ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАрКИ В ЗА8 ИТНЫХ ГАЗАХ, содержащая корпус с закрепленным на нем наружным соплом, внутреннее сопло для подачи защитного газа, охватывающее токопрдводящйй мундштук с каналом для направления плавящегося электрода, а также систему охлаждения с трубкой ., для подвода охлаждающей воды, о т л и чаю щ а я с я тем, что, с целью повышения эффективности защиты саагщика от газогмлевыделений, ультрафиолетового излучения и тепла дуги повышения cteneHK использования охлаждающей воды и упрощения сварочного оборудования, горелка снабжена установленным на мундштуке с электрическим контактом и образующим кольцевой канал с наружным соплом трубчатым нагревательным элементом с отверстиями, соо&цающимися с кольцевым каналом, и изолирующей втулкой, расположенной внутри нагревательного элемента и образующей с ним полост ь для нагрева воды, а с наружной по5 верхностью мундштука - камеру охлаждения, сообщающуюся с камерой для нагрева воды и с трубкой для подвода охлаждающей воды. : S 2. Горелка по п. 1, о т л и чающая с я тем, что нагревательный элемент выполнен схемным. ; 3 Горелка по пп. 1 и 2, о т л ича ющ а я с я тем, что отверстия 00 в нагревательном элементе выполнены дросселирующими. Од Nl сл