5
13
10
f3 /
12
4
00 00 00
6
5
fj
Изобретение относится к производству железобетонных конструкций, например пролетных строений мостов с вн тренними пустотами.
Цель изобретения - обеспечение удобства в эксплуатации, уменьшение трудоемкости и повышение качества изделий.
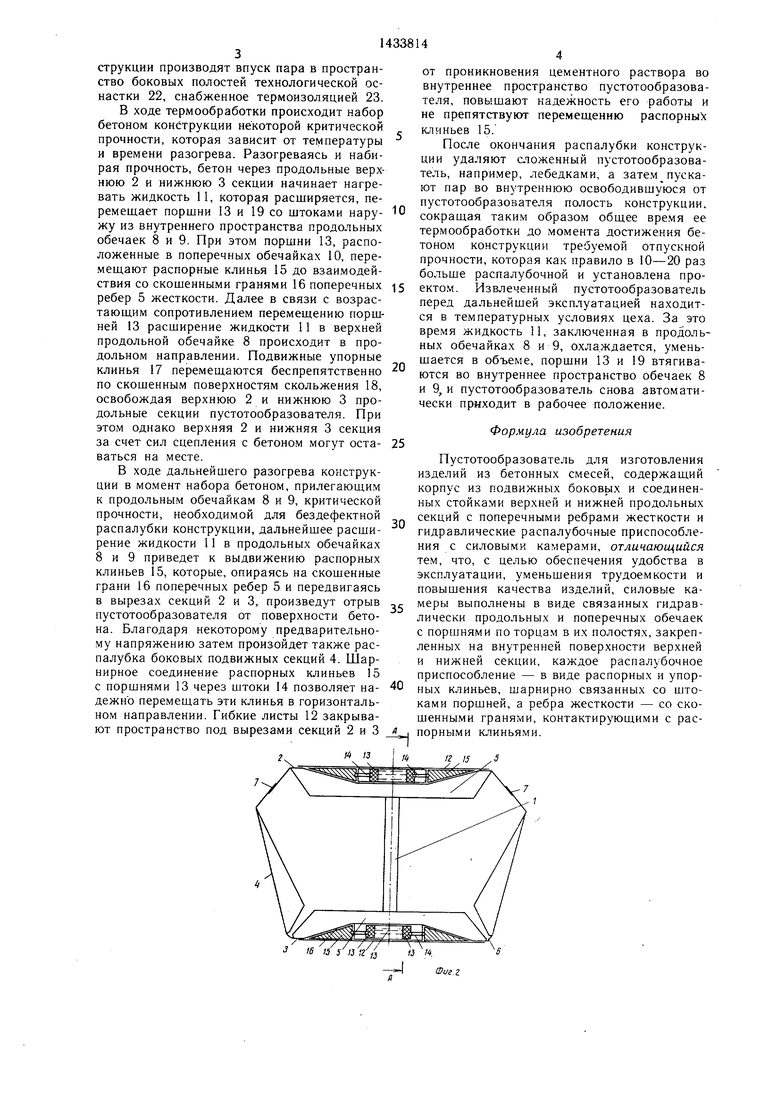
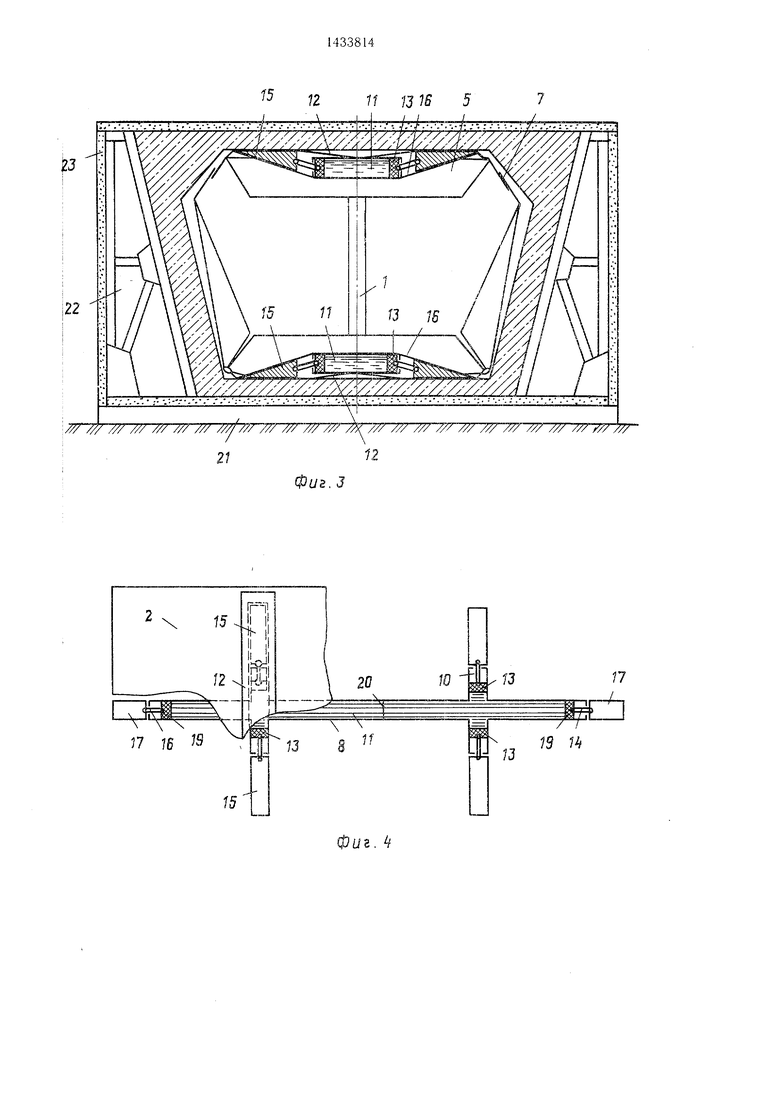
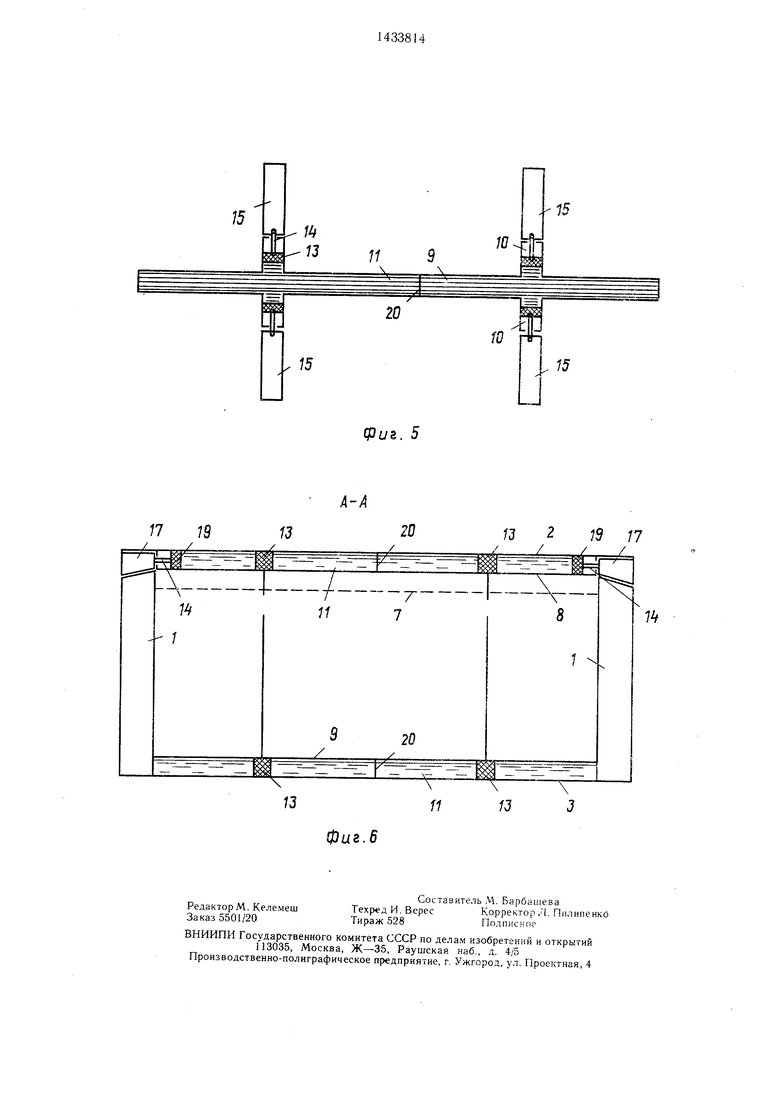
На фиг. 1 изображен общий вид пусто- тообразователя, аксонометрия; на фиг. 2 - пустотообразователь поперечный разрез до распалубки; на фиг. 3 - то же, после рас; палубки; на фиг. 4 - верхняя продольная обечайка; на фиг. 5 - нижняя продольная
I обечайка; на фиг. 6 - сечение А-А на
фиг. 2.
10
Гибкие листы 12 по пери к верхней 2 и нижней циям. Внутри поперечны новлены поршни 13, кото мощью штоков 14 соеди клиньями 15, контактиру ными гранями 16 ребер положенными против вы и нижней 3 продольных 1 установлены подвижн 17, которые имеют общие шенные поверхности 18 вижные упорные клинья ками 14 с поршнями 19. лены на противоположн
Складывающийся пустотообразователь 15 продольной обечайки 8.
; для изготовления железобетонной конструк- ции содержит Kopriyc из соединенных стойка- ; ми 1 верхней 2 и нижней 3 продольных сек- : ций И ПОДВИЖНЫХ боковых секций 4. Продольные секции 2 и 3 снабжены по- ; перечны.ми ребрами 5 жесткости, которые приварены к указанным секциям. Каждая боковая секция 4 соединена с нижней поверхностью продольной секции 3 листовым шарниром 6, который представляет собой «выточку в ребрах боковых секций 4 и поперечных ребрах 5 жесткости нижней про- : дольной секции 3 пустотообразователя. Стой- : ки 1 установлены вертикально на противопо- ; ложных концах пустотообразователя и жестко закреплены на нижней продольной сек- : ции 3.
20
25
30
Для длинно.мерных рыми являются железоб балки пролетных строен ны перепады температу исключить его влияние струкций, в трубах по о новлены глухие поперечн
Устройство работает с
Пустотообразователь собирают из двух полови ней. Для этого отводят с боковые секции 4 наруж верхнюю секцию 2 на стоек 1. Затем освобожд ковые секции 4, которы упругости в листовых ш щаются по направлению пустотообразователя до ной верхней секцией 2. разуется плотное, упруг разъемное соединение 7.
Верхняя 2 и нижняя 3 продольные секции объединены упругим раз ьемным соединением 7, которое представляет собой плотно прижатые и наложенные друг на друга «внахлест края верхних продольных сек- 35 ций 2 и боковых подвижных секций 4. Пустотообразователь снабжен г идразлическим распалубочным приспособлением с силовыми камерами в виде гидравлически связанных продольных верхней 8 и нижней 9 обе- дО вольные секции чаек и поперечных обечаек 10. Количество по-При нормальной температуре (при темПустотообразователь с самого начала собирают из двух половин - верхней и нижней. Для этого отводят с некоторым усилием боковые секции 4 наружу и сверху ставят верхнюю секцию 2 на упорные клинья 17 стоек 1. Затем освобождают подвижные боковые секции 4, которые благодаря своей упругости в листовых шарнирах 6 перемещаются по направлению к вертикальной оси пустотообразователя до встречи с продольной верхней секцией 2. Таким образом, образуется плотное, упругое и вместе с тем разъемное соединение 7.
С этого момента пустотообразователь который фактически состоит из двух половин, в ходе ег о эксплуатации не разбирают. Пере- мегцаются вверх- -вниз одна относительно другой лишь его верхняя 2 и нижняя 3 проперечных обечаек 10 и расстояние .между ними зависит от профиля конструкции, степени равномерности обогрева по ее длине, вида смазки и других факторов.
Продольные верхняя 8 и нижняя 9 обечайки жестко приварены к внутренней поверхности соответственно верхней 2 и нижней 3 продольных секций. Обечайки 8 к 9 заполнены жидкостью 11 с большим коэффициентом объемного расширения.
Поперечные обечайки 10 приварены в вырезах ребер 5 жесткости. Верхняя 2 и нижняя 3 продольные секции содержат вырезы прямоугольной формы, против которых рас- чюложены поперечные обечайки 10. Вырезы в обечайках со стороны бетона конструкции 55 закрыты гибкими листами 12, например из резины для повышения герметичности внутреннего пространства пустотообразователя.
пературе цеха) находящаяся в трубах жидкость 11 зани.мает минимальный объем, порш ни 13 и 19 втянуты в проектное положение, которое определяет габаритные размеры пу45 стотообразователя, а также проектное положение продольных секций 2 и 3 и размеры внутреннего пространства конструкции. Вер хняя продольная секция 2, занимая верхнее проектное положение, раздвигает при
.„ этом подвижные боковые секции 4, которые приобретают некоторое напряжение. Устанавливают таким образом пустотообразователь в технологическую оснастку с помощью например, специальных консольных траверс, направляющих и т.д. Затем производят бетонирование конструкции. Технологический пост для изготовления железобетонной конструкции установлен на станине 21. После некоторой предварительной выдержки кон
Гибкие листы 12 по периметру прикреплены к верхней 2 и нижней 3 продольным секциям. Внутри поперечных обечаек 10 установлены поршни 13, которые шарнирно с помощью штоков 14 соединены с распорными клиньями 15, контактируюи;ими со скошенными гранями 16 ребер 5 жесткости и расположенными против вырезов в верхней 2 и нижней 3 продольных секций. На стойках 1 установлены подвижные упорные клинья 17, которые имеют общие со стойками 1 скошенные поверхности 18 скольжения. Подвижные упорные клинья 17 соединены што-- ками 14 с поршнями 19. Последние установлены на противоположных концах верхней
0
5
0
5 О вольные секции При нормальной температуре (при темДля длинно.мерных конструкций, которыми являются железобетонные пустотные балки пролетных строений, весь.ма вероятны перепады температур по длине. Чтобы исключить его влияние на распалубку конструкций, в трубах по оси симметрии установлены глухие поперечные перегородки 20.
Устройство работает следующим образом.
Пустотообразователь с самого начала собирают из двух половин - верхней и нижней. Для этого отводят с некоторым усилием боковые секции 4 наружу и сверху ставят верхнюю секцию 2 на упорные клинья 17 стоек 1. Затем освобождают подвижные боковые секции 4, которые благодаря своей упругости в листовых шарнирах 6 перемещаются по направлению к вертикальной оси пустотообразователя до встречи с продольной верхней секцией 2. Таким образом, образуется плотное, упругое и вместе с тем разъемное соединение 7.
С этого момента пустотообразователь, который фактически состоит из двух половин, в ходе ег о эксплуатации не разбирают. Пере- мегцаются вверх- -вниз одна относительно другой лишь его верхняя 2 и нижняя 3 про35дО вольные секции При нормальной температуре (при тем55
пературе цеха) находящаяся в трубах жидкость 11 зани.мает минимальный объем, поршни 13 и 19 втянуты в проектное положение, которое определяет габаритные размеры пу45 стотообразователя, а также проектное положение продольных секций 2 и 3 и размеры внутреннего пространства конструкции. Верхняя продольная секция 2, занимая верхнее проектное положение, раздвигает при
.„ этом подвижные боковые секции 4, которые приобретают некоторое напряжение. Устанавливают таким образом пустотообразователь в технологическую оснастку с помощью например, специальных консольных траверс, направляющих и т.д. Затем производят бетонирование конструкции. Технологический пост для изготовления железобетонной конструкции установлен на станине 21. После некоторой предварительной выдержки конструкции производят впуск пара в пространство боковых полостей технологической оснастки 22, снабженное термоизоляцией 23. В ходе термообработки происходит набор бетоном конструкции некоторой критической прочности, которая зависит от температуры и времени разогрева. Разогреваясь и набирая прочность, бетон через продольные верхнюю 2 и нижнюю 3 секции начинает нагревать жидкость 11, которая расширяется, пест проникновения цементного раствора во внутреннее пространство пустотообразова- теля, повышают надежность его работы и не препятствуют перемещению распорных клиньев 15.
После окончания распалубки конструкции удаляют сложенный пустотообразова- тель, например, лебедками, а зате.м пускают пар во внутреннюю освободившуюся от пустотообразователя полость конструкции.
ремешает поршни 13 и 19 со штоками нару- 10 сокраш.ая таким образом обшее вре.мя ее
20
25
жу из внутреннего пространства продольных обечаек 8 и 9. При этом поршни 13, расположенные в поперечных обечайках 10, перемешают распорные клинья 15 до взаимодействия со скошенными гранями 16 поперечных 5 ребер 5 жесткости. Далее в связи с возрас- таюшим сопротивлением перемешению поршней 13 расширение жидкости 11 в верхней продольной обечайке 8 происходит в продольном направлении. Подвижные упорные клинья 17 перемешаются беспрепятственно по скошенным поверхностям скольжения 18, освобождая верхнюю 2 и нижнюю 3 продольные секции пустотообразователя. При этом однако верхняя 2 и нижняя 3 секция за счет сил сцепления с бетоно.м могут оставаться на .месте.
В ходе дальнейшего разогрева конструкции в момент набора бетоном, прилегающим к продольным обечайкам 8 и 9, критической прочности, необходимой для бездефектной распалубки конструкции, дальнейшее расширение жидкости 11 в продольных обечайках 8 и 9 приведет к выдвижению распорных клиньев 15, которые, опираясь на скошенные грани 16 поперечных ребер 5 и передвигаясь в вырезах секций 2 и 3, произведут отрыв пустотообразователя от поверхности бетона. Благодаря некоторому предварительному напряжению затем произойдет также распалубка боковых подвижных секций 4. Шарнирное соединение распорных клиньев 15 с поршнями 13 через штоки 14 позволяет надежно перемешать эти клинья в горизонтальном направлении. Гибкие листы 12 закрывают пространство под вырезами секций 2 и 3
30
35
40
термообработки до момента достижения бетоном конструкции требуемой отпускной прочности, которая как правило в 10-20 раз больше распалубочной и установлена проектом. Извлеченный пустотообразователь перед дальнейшей эксплуатацией находится в температурных условиях цеха. За это время жидкость 11, заключенная в продоль ных обечайках 8 и 9, охлаждается, уменьшается в объеме, поршни 13 и 19 втягиваются во внутреннее пространство обечаек 8 и 9, и пустотообразователь снова автоматически приходит в рабочее положение.
Формула изобретения
Пустотообразователь для изготовления изделий из бетонных смесей, содержаший корпус из подвижных боковь1х и соединенных стойками верхней и нижней продольных секций с поперечными ребрами жесткости и гидравлические распалубочные приспособления с силовыми камерами, отличающийся тем, что, с целью обеспечения удобства в эксплуатации, уменьшения трудоемкости и повышения качества изделий, силовые камеры выполнены в виде связанных гидравлически продольных и поперечных обечаек с поршнями по торцам в их полостях, закрепленных на внутренней поверхности верхней и нижней секции, каждое распалубочное приспособление - в виде распорных и упорных клиньев, шарнирно связанных со штоками поршней, а ребра жесткости - со скошенными гранями, контактирующими с распорными клиньями.
IB S 5 13 к
ст проникновения цементного раствора во внутреннее пространство пустотообразова- теля, повышают надежность его работы и не препятствуют перемещению распорных клиньев 15.
После окончания распалубки конструкции удаляют сложенный пустотообразова- тель, например, лебедками, а зате.м пускают пар во внутреннюю освободившуюся от пустотообразователя полость конструкции.
сокраш.ая таким образом обшее вре.мя ее
0 сокраш.ая таким образом обшее вре.мя ее
0
5
5
0
5
0
термообработки до момента достижения бетоном конструкции требуемой отпускной прочности, которая как правило в 10-20 раз больше распалубочной и установлена проектом. Извлеченный пустотообразователь перед дальнейшей эксплуатацией находится в температурных условиях цеха. За это время жидкость 11, заключенная в продольных обечайках 8 и 9, охлаждается, уменьшается в объеме, поршни 13 и 19 втягиваются во внутреннее пространство обечаек 8 и 9, и пустотообразователь снова автоматически приходит в рабочее положение.
Формула изобретения
Пустотообразователь для изготовления изделий из бетонных смесей, содержаший корпус из подвижных боковь1х и соединенных стойками верхней и нижней продольных секций с поперечными ребрами жесткости и гидравлические распалубочные приспособления с силовыми камерами, отличающийся тем, что, с целью обеспечения удобства в эксплуатации, уменьшения трудоемкости и повышения качества изделий, силовые камеры выполнены в виде связанных гидравлически продольных и поперечных обечаек с поршнями по торцам в их полостях, закрепленных на внутренней поверхности верхней и нижней секции, каждое распалубочное приспособление - в виде распорных и упорных клиньев, шарнирно связанных со штоками поршней, а ребра жесткости - со скошенными гранями, контактирующими с распорными клиньями.
л
« W,
Фие.г
/7/ ///////// //7/7/ ///7/Л // /7/ /// ////77 // /7//77 77/
Фиг.З
хх/ /7/ /// /// /// /// /// /// 7//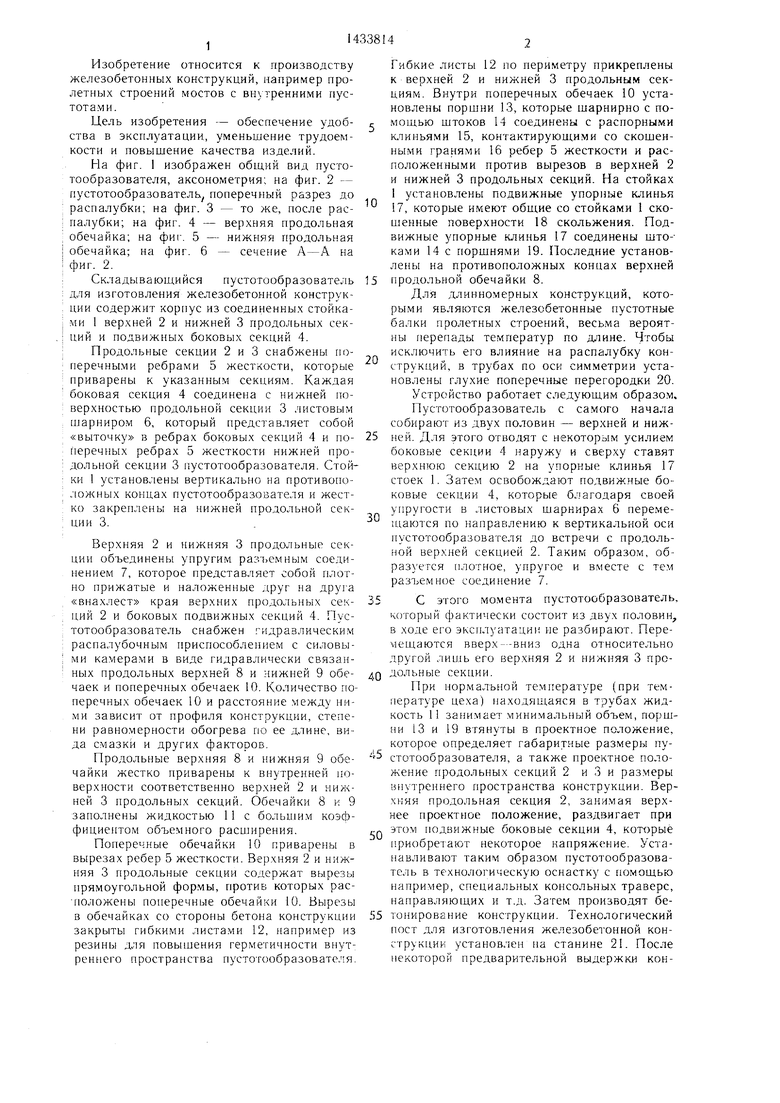
| название | год | авторы | номер документа |
|---|---|---|---|
| Пустотообразователь | 1990 |
|
SU1787784A1 |
| Пустотообразователь | 1987 |
|
SU1738667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2043922C1 |
| Пустотообразователь | 1985 |
|
SU1357235A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014224C1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И КОЛОННА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2288839C1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования лестничного блока | 1982 |
|
SU1079447A1 |
Изобретение относится к изготовлению бетонных и железобетонных изделий с П5(сто- тами и обеспечивает удобство эксплуатации. уменьшение трудоемкости и повышение качества изделий. Это достигается тем, что пустотообразователь включает корпус из подвижных боковых 4 и соединенных стойками 1 верхней 2 и нижней 3 продольных секций. Продольные секции снабжены поперечными ребрами жесткости 5. Пустотообразователь снабжен гидравлическими распалу- бочными приспособлениями с силовыми камерами в виде продольных верхней 8 и нижней 9 обечаек и поперечных обечаек 10, связанных гидравлически. В полости обечаек по их торца.м расположены поршни 13, шарнир- но с помопдью штоков 14 связанные с распорными клиньями 15, контактируюшими со скошенными гранями 16 поперечных ребер жесткости 5. На стойках 1 установлены упорные клинья 17, соединенные штоками 14 с поршнями 19. 6 ил. to сл
Фиг.
15
15
15
11
10
т
20
15
(ри. 5
| Штильман Е | |||
| И | |||
| Березовский В | |||
| И | |||
| Пролетные строения мостов из пустотных плит | |||
| М.: Транспорт, 1972, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Патент США № 3213512, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
