Изобретение относится к производству абразивного инструмента на гибкой основе, в частности к производству шлифовальной шкурки.
Цель изобретения - повышение качества шлифовальной шкурки путем повышения адгезии клея к основе.
На фиг, 1 указана схема реализации способа для изготовления мелко- зернистой бумажной шлифовальной шкурки; на фиг, 2 - то же, для изготовления крупнозернистой тканевой шлифовальной шкурки.
По схеме на фиг, 1 основу 1 шшфовальной шкурки протягивают со скоростью между опорным 2 и клеена- носящим 3 t линдpaми. Последний устанавливают в ванну 4 с клеевой композицией. Линейная скорость клеена- носящего цилиндра 3 превышает скорость движения основы 1.
Клеенаносящий цилиндр 3 устанавливают относительно основы 1 с зазором, обеспечивающим необходимую толщину клеевого слоя для закрепления шлифовального материала.
При вращении цилиндра 3 осуществляют нанесение слоя клея необходимой толщины и одновременно втирание его в основу за счет рассогласования скоростей цилиндра 3 и основы 1. Затем на основу с клеевой композицией, наносят шлифовальный материал и подвергают термической обра- ботке,
По схеме на фиг. 2 основу 1 протягивают со скоростью v между двумя парами п 1линдров: опорным 5 и клеена- носящим 6 для втирания клеевой KOMno3Hции в основу и опорным 7 и клеенаносящим 8 для нанесения основного слоя клея.
Клеенаносящий цилиндр 8 устанавливают с зазором относительно основы 1, обеспечивающим необходимую толщин у слоя наносимого клея. Линейная скорость поверхности клеенаносящего цилиндра 8 равна скорости пepeмett eния основы 1.
Линейная скорость V цилиндра 6 превьш1ает скорость движения основы,
Клеенаносящий цилиндр 6 выполнен из эластичного материала и установлен с небольшим натягом относительно основы,
В процессе работы Клеенаносящий цилиндр захватывает наружной поверхностью клей из клеевой ванны 4. За счет рассогласования скоростей происходит проскальзывание поперхности клеенаносящего цилиндра из поверхнос основы и осуществляется процесс втирания клея в основу. Эффектнвност1 втирания тем больше, чем больп1е рассогласование скоростей (превышение линейной скорости клеенаносящего цилиндра относительно скорости перемещения основы). Максимальная величина рассогласования скоростей ограничивается -началом разб - ызгивания клея поверхностью клее; - ;осящего цилиндра и зависит от вида вязкости клея, а такж других технологических параметров и подбирается экспериментально .
Пример 1. Изготавливали бумажную шлифовальную шкурку характеристики 1C 1000 X 50П2 6-П МР ГОСТ 6А56-82 по схеме, изображенной на фиг. 1. Скорость V, перемещения основы составляла 35 м/мин, линейная скорость клеенаносящего цилиндра 3-55 м/мин.
Для сравнения была изготовлена бумажная шлифовальная шкурка той же характеристики по известному способу Образцы шлифовальных шкурок испытаны на определение износостойкости, результаты испытаний сведены в табл. 1.
Пример 2. Изготавливали тканевую шлифовал ьную шкурку характеристики 2830«50 У214ААО-И МА ГОСТ 5009-82 по схеме, изображенной на фиг. 2.
Скорость V, перемещения основы составляла 35 м/мин, линейная скорость Vj клеенаносящего цилиндра 6 - 50 м/мин.
Для сравнения была изготовлена тканевая шлифовальная шкурка той же характеристики по известному способу
Полученные образцы шлифовальных шкурок испытаны на стержневом приборе для определения показателя прочности закрепления зерен. Результаты испытаний приведены в табл. 2.
Как видно из табл. 1 средняя величина показателя износостойкости бумажной шлифовальной шкурки, изготовленной предлагаемым способом, возросла по сравнению со шкуркой, изготовленной по известному способу с 3,0 до 5,9, т.е. в 1,97 раза.
Как видно из табл. 2 средняя величина показателя прочности закрепления абразивных зерен тканевой шли31
фовалыюй шкурки, изготнленной предлагаемым способом, по сравнению со шкуркой, изготоплениоГт по известному способу, возросла с А,5 до 7,3, т.е. в 1,62 раза, а разброс показателя прочности закрепления абразивных зерен снизился с 1,6 до 0,8, т.е. в 2 раза.
В результате втирания клея в ос- нову обеспечивается хорошее смачивание поверхности основы клеем и проникновение его в поры основы. Это приводит к обеспечению высокой прочности сцепления абразивно-клеевого слоя с поверхностью основы и, следовательно, к повышению эксплуатационных показателей шлифовальной шкурки. Втирание клея в основу выполняют либо непосредственно перед нане- сением на основу клея слоем необходимой толщины, либо одновременно с нанесением на основу клея слоем необходимой толщины.
Для из1 отовления мелкозернистой бумажной шлифовальной шкурки толщина слоя клея требуется незначительная и поэтому здесь втирание клея в основу можно совместить с нанесением
клея на основу. Для изготовления крупнозернистой тканевой илифовал - ной пжурки толщина слоя клея требуется большая и поэтому рекомендуется вначале осуществить втирание клея в основу, а затем - нанесение на основу слоя клея необходимой толщины. Для всех остальных случаев решение о последовательности выполнения операции принимают на основании опытных данных в зависимости от назначения, вида и зернистости изготавливаемой шлифовальной шкурки.
Формула изобретения i
Способ Изготовления шлифовал,ной шкурки, при котором вращающимся кле- енаносящим ци;п1ндром на двилсушуюся основу наносят слой клеевой композиции и закрепляют на нем шлифовальны материал, отличаю т и и с я тем, что, с целью повышения качества шкурки путем повышения адгезии клея к основе, при нанесении клеевой композиции на основу скорости перс- мешения основы и вращения клеенано- сящего цилиндра рассогласовывают.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ГИБКОЙ ОСНОВЕ | 1994 |
|
RU2071909C1 |
| Способ изготовления шлифовальной шкурки с прерывистым абразивным слоем | 1991 |
|
SU1838089A3 |
| Устройство для изготовления шлифовальной ленты | 1983 |
|
SU1106649A1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Способ изготовления шлифовальной шкурки | 1983 |
|
SU1155436A1 |
| Устройство для изготовления шлифовальной ленты | 1982 |
|
SU1020219A1 |
| Способ изготовления шлифовальной шкурки | 1989 |
|
SU1715566A1 |
| Композиция для аппретирования тканевой основы шлифовальной шкурки | 1980 |
|
SU1049590A1 |
| Способ удаления абразива с основы шлифовальной шкурки | 1984 |
|
SU1272155A1 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |

Изобретение относится к производству абразивного инструмента на гибкой основе, а именно к производству шлифовальной шкурки, и позволяет повысить качество шлифовальной шкурки. При изготовлении шкурки наносят слой клеевой композиции клеенаносящим цилиндром на движущуюся основу и закрепляют в нем шлифовальный материал. Втирание клеевой композиции в основу производят рассогласованием линейной скорости клеенаносящего цилиндра и скорости движения основы. В результате этого обеспечивается хорошее смачивание поверхности основы клеем и проникновение его в поры основы, что приводит к обеспечению гвысокой прочности сцепления абразивно-клеевого слоя с поверхностью основы, 2 ил., 2 табл.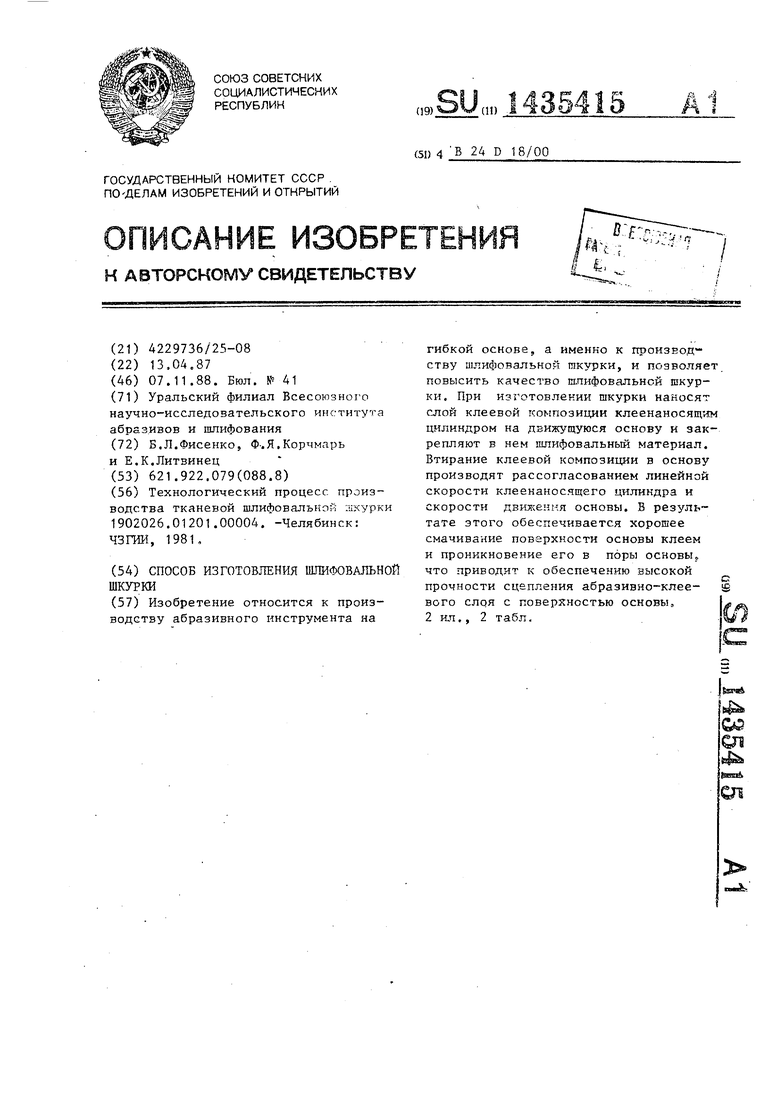
Шлифовальная Показатель износостойкостт1 по опыту Способ шкурка
12 I 3 i Среднее
значение
Предлагаемый 1C 1000 х 50 5,8 5,3 6,6 5,9 15А 6П МА
Известный ГОСТ 6456-82 3,0 3,2 2,8 3,0
45 IТ а б л и ц а 2
.1р.-
ШлУ1фовальная Показатель прочности закрепления абразивных
Способ шкурказерен по опыту
I
12 3 Среднее Разброс
значение значения
2 830 X 50 У1
14А 40-И-МА
ГОСТ 5009-82
7,0 5,2
7,3 4,5
0,8 1,6
| Технологический процесс производства тканевой шлифовальной шкурки 1902026.01201.00004 | |||
| -Челябинск: ЧЗГИИ, 1981, |
