Изобретение относится к производству абразивного инструмента на гибкой основе, в частности к производст ву шлифовальной ленты с прерывистым абразивным слоем. Известно устройство для изготовления шлифовальной шкурки с прерыви тым абразивным слоем, содержащее лен топротяжный механизм и узел для нанесения клея на основу, включающий профильный цилиндр, на котором выпол нены равномерно расположенные лыски. Нанесение клеевых выступов на основу осуществляется следующим образом. Лентопротяжным механизмом протя гивается основа. Профильный цилиндр отрегулирован так, что своими цилиндрическими участками плотно прижимается к основе. Линейная скорост поверхности профильного цилиндра синхронизирована со скоростью переме щения основы. При вращении профильный цилиндр захватывает из ванны клей всей наружной поверхностью Зазор между наружной поверхностью профильного цилиндра и основой плавно изменяется от нуля в местах контакта цилиндрических участков профильного цилиндра с основой до максимального значения в середине лыски и затем уменьшается до нуля. Лысками 9ipoфильного цилиндра наносятся на осно ву клеевые отпечатки плавно изменяющейся толщины, а цилиндрическими участками образуются площадки без клея. Плавное изменение толщины клее вого отпечатка от нуля до максимума и эатем снова до нуля исключает возможность образования наплывов клея с рраной пилообразной кромкой, что позволяет изготавливать шлифовальную щкурку для чистового размерного шлифования fll. Недостатком известного устройства является то, что ширина лыски на профильном цилиндре и соответственно клеевого отпечатка при заданной его толщине на основе получается значительной. В результате затрудняется изготовление шлифовальной шкурки с прерывистым абразивным слоем с мелким шагом. Уменьшение диаметра профильного цилиндра хотя и позволяет сократить ширину лыски, но приводит к снижению жесткости профильного цилиндра. Значительная ширина абразивного слоя не позволяет использо.вать полностью возможности преимущес ва шлифовальных шкурок с прерывистым абразивным слоем по сравнению с шлифовальными шкурками со сплошным абразивным слоем. Целью изобрет:.ения является повьш1ение качества шлифовальной ленты с прерывистым абразивным слоем при сохранении высоких эксплуатационных показателей. Поставленная цель достигается тем, что в устройстве для изготовления шлифовальной ленты с прерывистым абразивным слоем, содержащем лентопротяжный механизм и профильный клеенаносящий цилиндр, на последнем выполнены пазы, профиль каждого из которых образован сопрягающимися отрезj ком прямой и вогнутой к оси цилиндра дугой, при этом угол между отрезком прямой и радиусом цилиндра, проходящим через точку сопряжения, равен 90-120°. На фиг. 1 изображена схема предлагаемого устройства для изготовления шлифовальной ленты с прерывистым абразивным слоем; на фиг. 2 - профильный цилиндр. Устройство состоит из лентопротяжного механизма, включающего направляющие ролики 1 и 2. Узел нанесения клея содержит прижимной ци. 3, профильный клеенаносящий цилиндр 4 и клеевую ванну 5. На профильном клеенаносящем цилиндре 4 выполнены пазы 6, равномерйо расположенные по периферии цилиндра. Каждый паз в поперечном сечении имеет профиль, образованньй сопрягающимися отрезком прямой АВ и вогнутой дугой радиуса г. Величина г выбрана из условия , где h - максимальная толщина клеевого слоя, наносимого на основу. Угол oi между отрезком прямой АВ и радиусом профильного цилиндра, проходящим через ТочКу В сопряжения этого отрезка прямой и дугой радиуса г, выбран из условия (3i 90-120° . Нанесение клеевых отпечатков на основу 7 выполняется следующим образом. Основа 7 проходит через направляюие ролики 1 и 2 между прижимным 3 профильным клеенаносящим 4 цилиндами. Профильный цилиндр 4 установлен ак, что при вращении обеспечивается еззазорный контакт его цилиндричесих поверхностей с поверхностью осноы шлифовальной шкурки. Лентопротяжым механизмом перемещается основа 7,
которая приводит,во вращение направляющие ролики 1 и 2 и прижимной цилиндр 3, От прижимного цилиндра 3 через зубчатую передачу вращение передается на профильньй цилиндр 4. Ли нейная скорость поверхности профильного цилиндра синхронизирована со скоростью перемещения основы.
При вращении профильный цилиндр захватывает из Клеевой ванны 5 клей всей наружной поверхностью. При контакте с основой клей, находящийся на цилиндрических участках профильного цилиндра, вьщавливается, а клей, находящийся в пазах, переносится на поверхность основы.
Предложенное устройство может быть применено для изготовления шлифовальной ленты с расположением рельфов как перпендикулярно, так и под углом к продольной оси основы ленты. Соответственно этому пазы на клеенаносящем цилиндре выполнены продольно его оси или по спирали.
Выполнение входной части паза клеенаносящего цилиндра по дуге радиусом г, величина которого не менее 2h, обеспечивает плавное перемещение линии выхода из контакта радиусного участка профиля профильного цилиндра 4 с клеевым отпечатком без образования дефектов от сил поверхностного натяжения клея. Оформление профиля паза радиусом менее двух максимальных толщин клеевого отпечатка приве,дет к увеличению действия сил поверхностного натяжения клея и искажению профиля клеевого отпечатка.
При формировании клеевого отпечатка участком профиля паза, ограниченным прямой АВ, происходит постепенное вьщавливание излишков клея. В k,
связи с тем, что этот участок профиля ограничен прямой, создаются наиболее благоприятные условия для выдавливания излишков клея из зоны клеевого отпечатка без искажения его профиля по высоте. При этом, если угол об более 120, то условия для вьщавливания излишков клея из зоны клеевого отпечатка ухудшаются, что приводит к искажению профиля отпечатка. При угле О. менее 90 увеличивается ширина клеевого отпечатка и снижается эффективность ленты.
Таким образом, плавное изменение
толщины клеевого слоя на входной и выходной его частях исключает образование наплывов клея по высоте клеевого отпечатка, что ведет к повышению качества шлифовальной ленты и обеспечивает возможность изготовления ленты
с прерывистым абразивньЧм слоем для чистового отделочного шлифования.
Вьтолнение пазов клеенаносящего цилиндра предложенного профиля в поПеречном сечении обеспечивает возможность уменьшения ширины клеевого отпечатка, по сравнению с известным устройством.
Сокращение ширины клеевого отпечатка позволяет сократить шаг прерывистого нанесения клеевых отпечатков и соответственно увеличить количество абразивно-клеевых отпечатков и промежутков между ними на единицу
для шлифовальной ленты. Увеличение количества абразивно-клеевых отпечатков на единице длины шлифовальной ленты приводит к увеличению суммарной площади поверхности ленты без.
зерна и клея, что позволяет сократить удельный расход последних при изготовлении шлифовальной ленты.
Таким образом, предложенное устройство обеспечивает по сравнению
с известным повышение качества шлифовальной ленты при сохранении высоких эксплуатационных показателей режущгй способности и стойкости.
Предложенное изобретение позволит
расширить ассортимент вьтускаемых шлифовальных шкурок по зернистости и назначению.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления шлифовальной ленты | 1982 |
|
SU1020219A1 |
| Способ изготовления шлифовальной шкурки с прерывистым абразивным слоем | 1991 |
|
SU1838089A3 |
| Устройство для изготовления абразивных лент | 1978 |
|
SU749650A1 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Установка для изготовления шлифовальных лент | 1973 |
|
SU468773A1 |
| Способ изготовления шлифовальной шкурки | 1987 |
|
SU1435415A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ КЛЕЯ НА КРОМКУ ЛЕНТБ1 | 1970 |
|
SU275783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ШКУРКИ | 1973 |
|
SU376217A1 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |
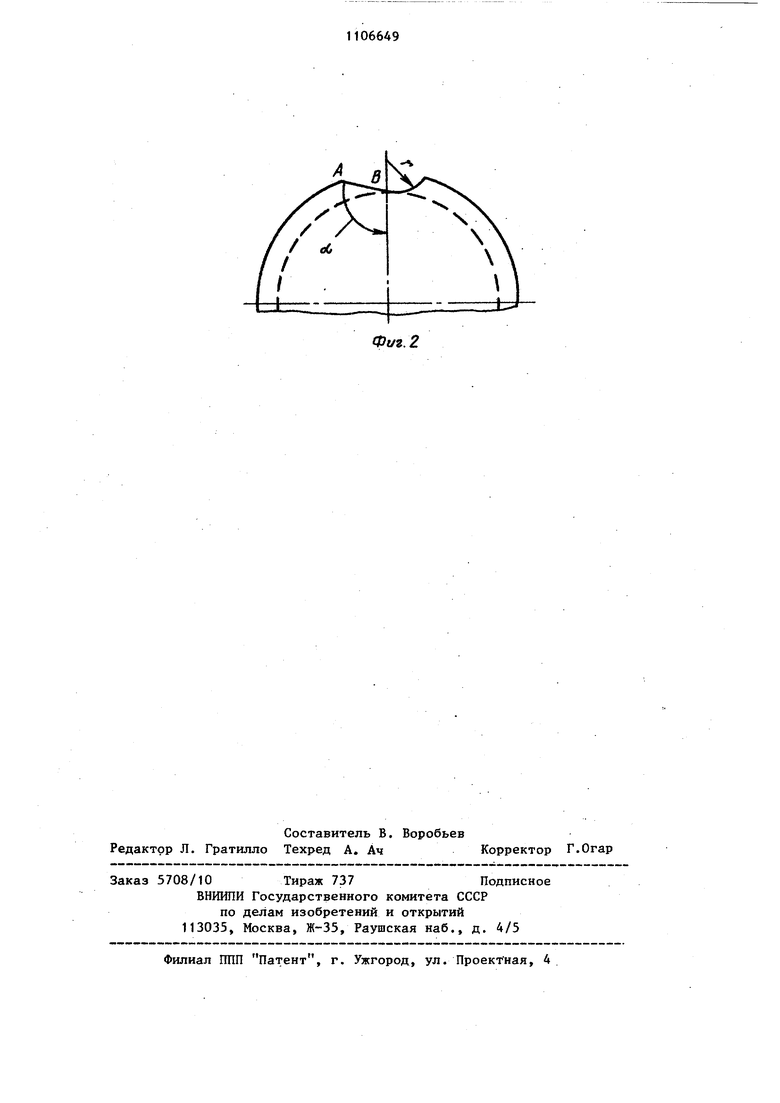
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ЛЕНТЫ с прерывистым абразивным слоем, содержащее лентопротяжный механизм и профильный клеенаносящий цилиндр, отличающее с я тем, что, с целью повьшения качеству ленты, на клеенаносящем цилиндре выполнены пазы, профиль каждого из которых образован отрезком прямой и сопрягаемой с ним вогнутой к оси цилиндра другой, при этом угол между отрезком прямой и радиусом цилиндра, проходящим через точку сопряжения, равен 90 -120 .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СС по заявке № 3417049/25-08, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
