3,
10
10
(Л
11
со ел
4:
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1982 |
|
SU1076187A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU596366A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1528612A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма | 1988 |
|
SU1523373A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
Изобретение относится к переработке пластических масс и может быть использовано для изготовления изделии с внутренней резьбой и поднутрениями. Цель - повышение производительности оборудования. Для этого в пазах трубчатого выталкивателя 6 выполнены подвижные формообразующие стержни 3, 4, которые снабжены с внутренней поверхности копирными пазами 9. В пазах размещены хвостовики тяг 10, установленных на центральном стержне 11, закрепленном на плите выталкивателей. Боковые поверхности 13 формообразующих стержней снабжены газоотводными каналами 14. 1 3. п. ф-лы, 4 ил
9U.2.1
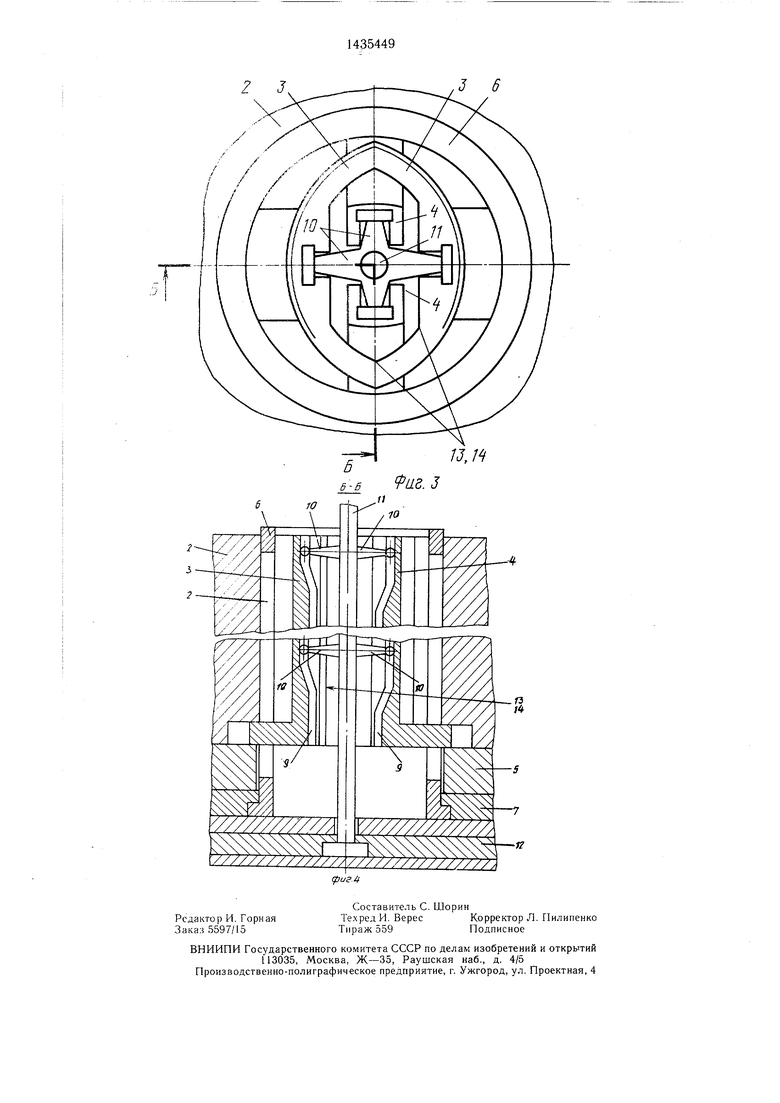
приводным стержнем 11 перемегцается в сторону плиты 2 матриц. Перемещающие тяги 10, попарно и диаметрально установленные на центральном приводном стержне 11, скользя по пазам 9, выполненным на внутренних поверхностях формообразующих стержней 3 и 4, первоначально смещают формообразующие стержни 4, а затем и формообразующие стержни 3 к центральному приводному стержню 11. При этом изделие ос- На фиг. 1 показано формообразующее tO вобождается от формообразующих стержИзобретение относится к переработке металлов и пластических масс и может быть использовано для изготовления из них изделий с внутренней резьбой и поднутрениями, размещенными на стенках отверстий.
Цель изобретения - расширение номенклатуры получаемых изделий и повышение производительности труда при высоком качестве.
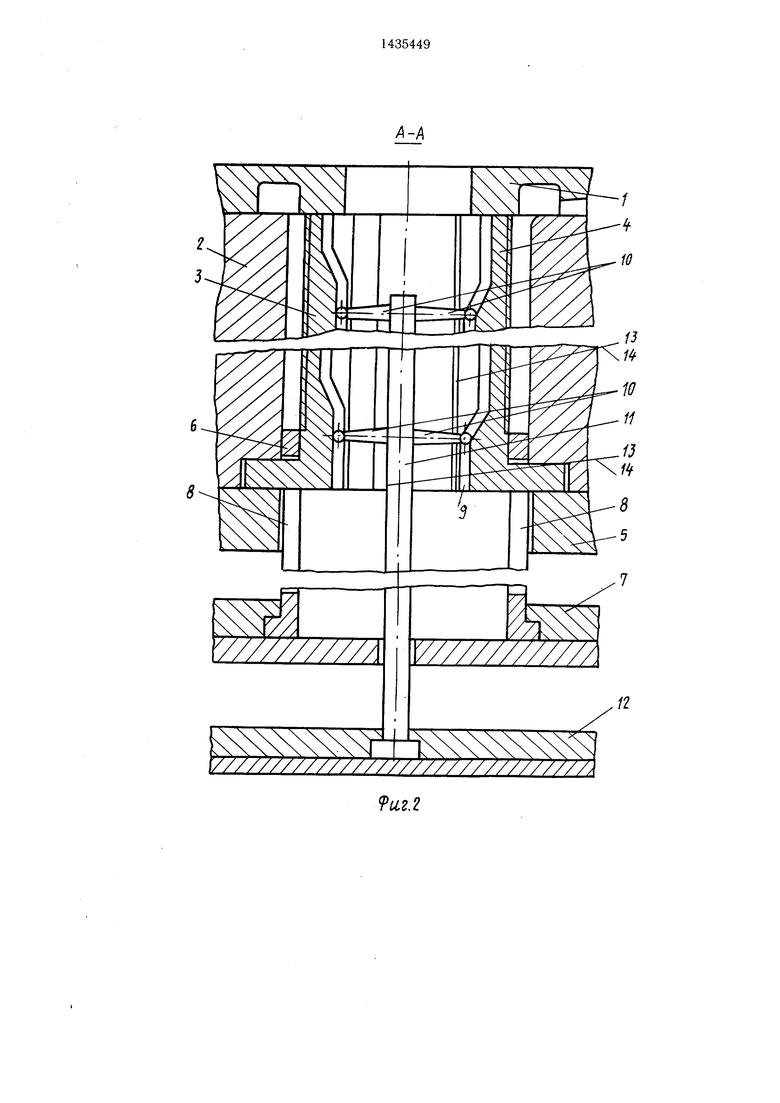
гнездо в подвижной полуформе перед заливкой: фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - формообразующее гнездо в под- 1 ижной полуформе после удаления отливки; на фиг. 4 - разрез Б-Б на фиг. 3.
Литьевая форма содержит неподвижную полуформу 1 и подвижную полуформу, состоящую из плиты 2 матриц с размещенными в пей с возможностью перемещения подвижными формообразующими стерж15
ней 3 и 4. После этого и достижения плитой 12 выталкивателей плиты 7 выталкивателей, в которой закреплен трубчатый выталкиватель 6, происходит выталкивание изделия трубчатым выталкивателем 6, который перемещается в подкладной плите 5 и плите 2 матриц, скользя своими боковыми пазами 8 по формообразующим стержням 3 и 4.
После выталкивания изделия плиты 7
ними 3 и 4. Плита 2 матриц с формообра- 20 2 выталкивателей возвращаются в исзу 01ЦИМ11 стержнями 3 и 4 опирается па подкладную плиту 5. Трубчатый выталкиватель 6 установлен в плите 7 выталкивателей, проходит через подкладную плиту 5, своей рабочей частью размещен в плите 2 матриц и спабжен пазами 8, в которых раз- меплены формообразующие стержни 3 и 4, снабженные с внутренней поверхности фигурными пазами 9. В последних расположены перемещающие тяги 10, которые попарно диаметрально установлены на центральном приводном стержне 11, неподвижно закрепленном во второй плите 12 выталкивателей, формообразующие стержни 3 и 4 выполнены в р.нде попарно и диаметрально располо- же1П1Ых секторных элементов, а на их боковых поверхностей 13 расположены газоотводные каналы 14.
Литьевая форма работает следующим образом.
В сомкнутую литьевую форму подается расплавленный материал, который заполняет полость формы, образованную неподвижной полуформой 1, плитой 2 матриц, формообразующими стержнями 3 и 4 и трубча- ты.м выталкивателем 6.
После требуемой технологической выдержки производится раскрытие формы, и неподвижная полуформа 1 отделяется от подвижной. После раскрытия формы производятся освобождение и выталкивание готового изделия. При этом плита 12 выталкивателей с закрепленным в ней центральным
25
ходное положение, приводя всю форму в рабочее положение. Затем пресс-форму закрывают, и она вновь готова к работе.
Формула изобретения
30
35
45
приводным стержнем 11 перемегцается в сторону плиты 2 матриц. Перемещающие тяги 10, попарно и диаметрально установленные на центральном приводном стержне 11, скользя по пазам 9, выполненным на внутренних поверхностях формообразующих стержней 3 и 4, первоначально смещают формообразующие стержни 4, а затем и формообразующие стержни 3 к центральному приводному стержню 11. При этом изделие ос- O вобождается от формообразующих стерж5
ней 3 и 4. После этого и достижения плитой 12 выталкивателей плиты 7 выталкивателей, в которой закреплен трубчатый выталкиватель 6, происходит выталкивание изделия трубчатым выталкивателем 6, который перемещается в подкладной плите 5 и плите 2 матриц, скользя своими боковыми пазами 8 по формообразующим стержням 3 и 4.
После выталкивания изделия плиты 7
2 выталкивателей возвращаются в ис
ходное положение, приводя всю форму в рабочее положение. Затем пресс-форму закрывают, и она вновь готова к работе.
Формула изобретения
0
5
5
П
9и,г.2
Z J
/
T
J 6
| ИНСТРУМЕНТ ДЛЯ БУРЕНИЯ И РАСШИРЕНИЯ ШПУРОВ | 0 |
|
SU353035A1 |
| Солесос | 1922 |
|
SU29A1 |
