11171
Изобретение относится к литейному . производству, в частности К автоматизированным пресс-формам для изготовления модельных звеньев методом литья
по выплавляемым моделям с поднутрением. 5
Известна пресс-форма для изготовления легкоплавких моделей, содержащая ПОДВИЖНУЮ полуформу с укрепленными на ней стержнями с эластичными сердечниками и неподвижную полуформу О с силовым приводом Cl1
Недостатком данной пресс-формы является небольшой срок службы эластичных сердечников из-за потери начальных геометрических размеров профиля 15 сердечников. .
Наиболее близким к изобретению по технической сущности и достигаемому результату является пресс-форма для изготовлениявьтлавляемых моделей 20 с поднутрением, содержащая подвижную полуформу с матрицей, несущей плитой и стержнями с эластичными сердечниками и неподвижную полуформу с матрицей и опорной плитой с втулками 2J, 25
Недостаток известной пресс-формы разрушение внутренних кромок моделей из-за занятости эластичных сердечников в результате их малой стойкости, а- также сложность их наладки, подгон-зо ки элементов стержней и контроля размеров профиля эластичных сердечников,
что в свою очередь сказывается на снижении надежности работы и качестве получаемыхмодельных звеньев. 35
Целью изобретения является повышение надежности пресс-формы в работе за счет регулирования размеров профиля эластичных сердечников.
Для достижения поставленной цели пресс-форма для изготовления выплавляемых моделей с поднутрением, содержащая подвижную полуформу с матрицей, несущей плитой и стержнями с 45 эластичньми сердечниками, неподвижную полуформу с матрицей и опорной плитой с втулками, снабжена клиновыми ползушками с регулировочными винтами, установленными в боковых тор- 50 цах несущей плиты, а стержни с эластичньами сердечниками подпружинены и контактируют с клиновыми ползушкайи.
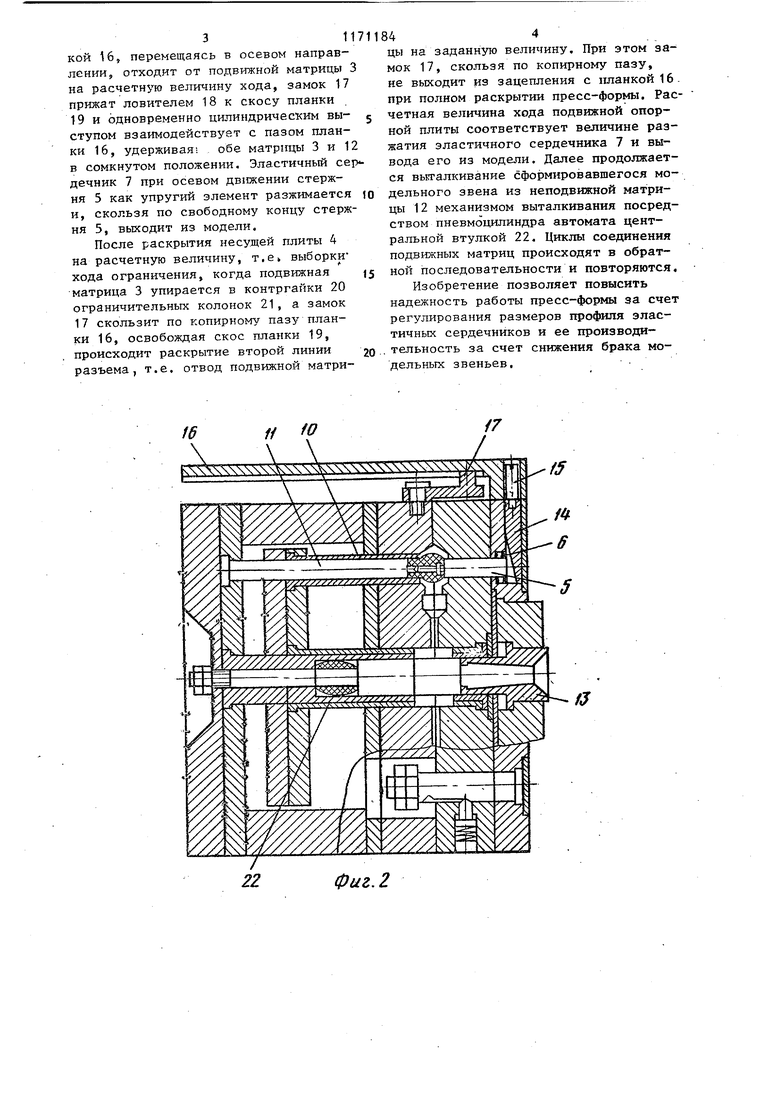
На фиг. 1 представлена пресс-фор- 55 ма, общий вид, в раскрытом положении; на фиг, 2 - то же, в закрытом положении; на фиг, 3 - то же, вид сверху.
842
Пресс-форма содержит две полуформы подвижную 1 и неподвижную 2, Подвижная полуформа содержит матрицу 3 с формообразующей полостью, несущую плиту 4 со стержнем 5 и пружиной 6, При этом стержень 5 выполнен двухступенчатым с выступающим наконечником, на котором расположен эластичный сердечник 7, оформляющий внутреннюю полость модели 8. Сердечники 7 в нормальном состоянии выполнены бочкообразной формы и изготовляются из эластичного материала. Неподвижная полуформа содержит несущую плиту 9 с закрепленными на ней втулко.й выталкивателя 10 и стержнем 11, снабженного ограничительными буртами, а также матрицу 12. Внутреннее отверстие стержня 11 сопряжено с диаметром меньшей ступени стержня 5, а количество их устанавливается по числу гнезд в пресс-форме. На плите 4 установлена центрирующая втулка 13 с отверстием для запрессовки модельной массы в полость формы. Приспособление, регулирующее усилие сжатия эластичного сердечника 7, установлено в несущей плите 4 и выполнено в виде клиновой ползушки 14, при этом стержень 5 с эластичным сердечником 7 установлен-подпружиненно в осевом направлении относительно несущей плиты 4 с возможностью контактирования с клином ползушки 14.
Пресс-форма работает следующим образом.
Перед запрессовкой модельной массы в формообразующую полость прессформа находится в сомкнутом состоянии. Эластичные сердечники 7 сжаты стержнями 5 и 11с усилием, достаточным для придания им заданной конфигурации. Для получения необходимого профиля поднутрения и контроля его непосредственно на литьевом автомате в хвостовой части стержня 5 установлена клиновая ползушка 14с возможностью поступа.тельного движения посредством вращения регулировочного винта 15. Для плотного контакта ползущки 14 и стержня 5 установлена пружина 6. Контроль необходимого профиля осуществляется эталонным щаблоном.
После запрессовки модельной массы в полость формы, осуществляемой через отверстие втулки 13, и последующего ее отверждения начинается раскрытие пресс-формы. При этом подвижная несущая плита 4 с удлиненной ппан
31171
кой 16, перемещаясь в осевом направлении, отходит от подвижной матрицы 3 на расчетную величину хода, замок 17 прижат ловителем 18 к скосу планки 19 и одновременно цилиндрическим вы- g ступом взаимодействует с пазом планки 16, удерживая; обе матрицы 3 и 12 в сомкнутом положении. Эластичный сер дечник 7 при осевом движении стержня 5 как упругий элемент разжимается ю и, скользя по свободному концу стержня 5, выходит из модели,
После раскрытия несущей плиты 4 на расчетную величину, т.е выборки хода ограничения, когда подвижная 5 матрица 3 упирается в контргайки 20 ограничительных колонок 21, а замок 17 скользит по копирному пазу планки 16, освобождая скос планки 19, происходит раскрытие второй линии 20 разъема, т.е. отвод подвижной матри844
цы на заданную величину. При этом замок 17, скользя по копирному пазу, не выходит из зацепления с планкой 16при полном раскрытии пресс-формы. Расчетная величина хода подвижной опорной плиты соответствует величине разжатия эластичного сердечника 7 и вывода его из модели. Далее продолжается выталкивание сформировавшегося модельного звена из неподвижной матрицы 12 механизмом выталкивания посредством пневмоцилиндра автомата центральной втулкой 22. Циклы соединения подвижных матриц происходят в обратной последовательности и повторяются.
Изобретение позволяет повысить надежность работы пресс-формы за счет регулирования размеров профиля эластичных сердечников и ее производительность за счет снижения брака модельных звеньев.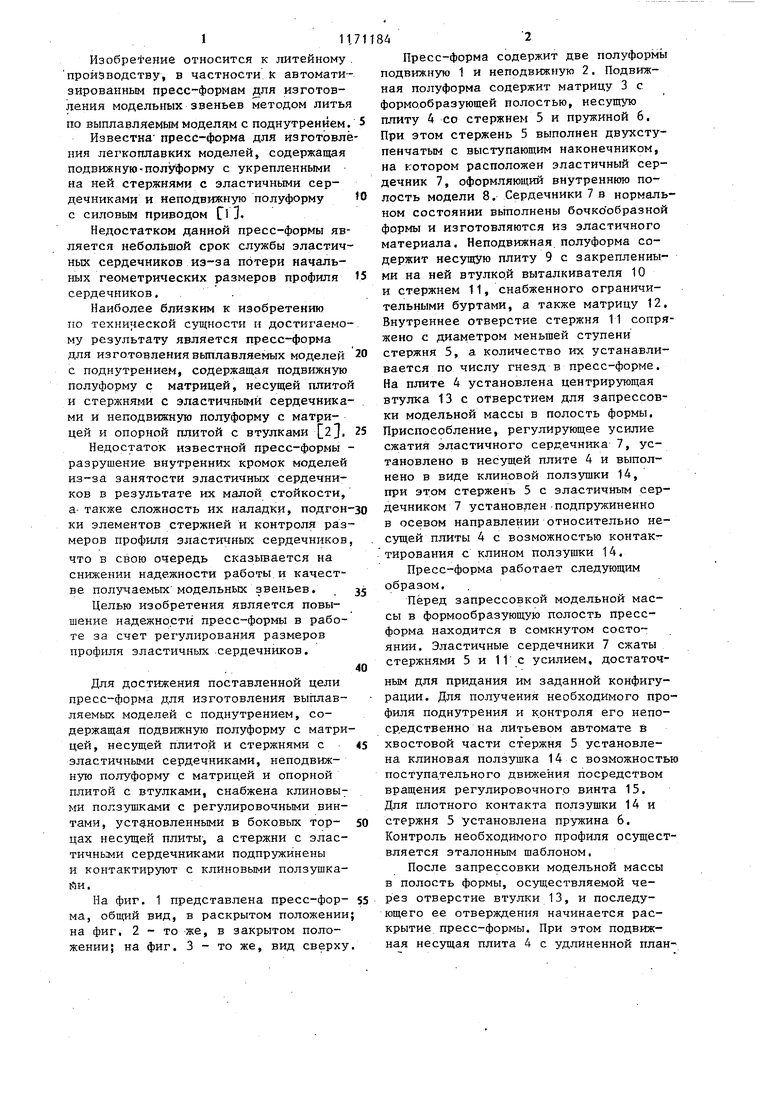
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления моделей с поднутрениями | 1976 |
|
SU772705A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1158280A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1980 |
|
SU876262A1 |
| Пресс-форма для литья по выплавляемым моделям | 1982 |
|
SU1057166A1 |
| Пресс-форма для изготовления многоплавких моделей с поднутреннием | 1980 |
|
SU973213A2 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма | 1976 |
|
SU718214A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ С ПОДНУТРЕНИЕМ, содержащая подвижную полуформу с матрицей, несущей плитой и стержня-, ми с эластичными сердечниками, неподвижную полумуфту с матрицей и опорной плитой с втулками, от-личающая с я тем, что, с целью повышения ее надежности в работе путем регулирования размеров профиля эластичных сердечников, она снабжена клиновьми ползушками с регулировочными винтами, установленными в боковых торцах несущей плиты, а стержни с эластичными сердечниками подпружинены и контактируют с клиновыми ползушками. taa. 00 й
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1980 |
|
SU876262A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
