00 СП СО 00
Фиг. 2
Изобретение относится к машино- строенгао,, а именно к средствам контроля кршематических передач.
Цель изобретения -.обеспечение возможности.контроля винтовой пары металлорежущего станка на рабочих режимах в производственных условиях.
На фиг.1 изображена структурная схема устройства для реализации предлагаемого способа; на фиг.2 - то же, другое исполнение; на фиг.З - расположение, элементов винтовой передачи при прямом ходе; на фиг.4 - то же, при реверсе направления вращения та; на фиг.5 - то же, при выборе радиального зазора при реверсе направления вращения -винта; на фиг,6 - график изменения взаимного положения гайки относительно винтовой поверхности винта при прямом ходе и при реверсе направления вращения винта.
Устройство для реализации способа (фиг,1) содержит измеритель, в качестве которого используют датчик 1 линейных перемещений, который закреплен на гайке 2 и ориентирован з осевой плоскости винта 3 в радиальном на- npa.BneiiHH так, что часть торца датчика располагается над выступом, а часть - над впадиной винтовой поверхкости. Датчик I подключен к входу блока 4 измерения, к выходу которого подключен блок 5 регистрации результатов измерений.
В качестве блока 4 измерений применяют приборы для .измерения-линей- гаш перемещений, оснащенные неконтактными вихретоковыми и.пи емкостными датчиками,, например приборы моделн ВВ-10Н, модели БИ-1, модели Вибротест,, или приборы, имеющие аналогичные технические характеристики. В качестве блока 5 регистрации применяют приб оры быстродействующие самопишущие для записи временных характеристик, например приборы модели Н3021, или приборы, именщие аналогичные технические харастеристики.
В устройстве для реализации способа (фиг.2) в качестве измерителя используют контактный датчик 1 линейных перемещений, который закреплен на гайке 2 и ориентирован в осевой плоскости винта 3 параллельно его оси так, что щуп 6- датчика 1 контактирует с винтовой поверхностью винта 3. Выход датчика 1 подключен к входу блока 4 измерения, к выходу ко0
5
0
5
0
5
0
5
0
5
торого подключен блок 5 регистрации результатов измерений.
В качестве блока 4 измерения устройства (фиг.2) применяют прибор для измерения линейных перемещений, оснащенный контактным индуктивным датчиком, например электронную измерительную систему модели 217 или модели 214, или аналогичнь1е приборы. В качестве блока 5 регистрации применяют такие же приборы, как и в рассмотренном устройстве (фиг.1).
Способ осуществляют следующим образом.
В процессе работы станка в случае наличия зазоров в винтовой передаче при реверсе направления вращения винта происходит изменение в осевом направлении положения винтовой поверхности винта относительно корпуса гайки ,
При этом для устройства (фиг.1) при изменении положения винтовой поверхности винта 3 относительно корпуса гайки соответстве1шо изменяется площадь перекрытия торцовой поверхностью датчика выступа винтовой поверхности винта 3, в результате чего изменяется электрический сигнал датчика 1 и соответственно показания блока 4 измерения.
Дпя устройства (фиг.2) при изменении положения винтовой поверхности винта 3 относительно корпуса гайки 2 щуп 6 датчика 1 взаимодействует с винтовой поверхностью винта 3 и соответственно перемещается, в результате чего изменяется электрический сигнал датчика- 1 и соответственно показания блока 4 измерения.
Процесс измерения с помощью рассмотренного устройства может быть условно разделен на три этапа: измерение при прямом ходе; измерение при выборке зазора при реверсе; измерение при обратном ходе.
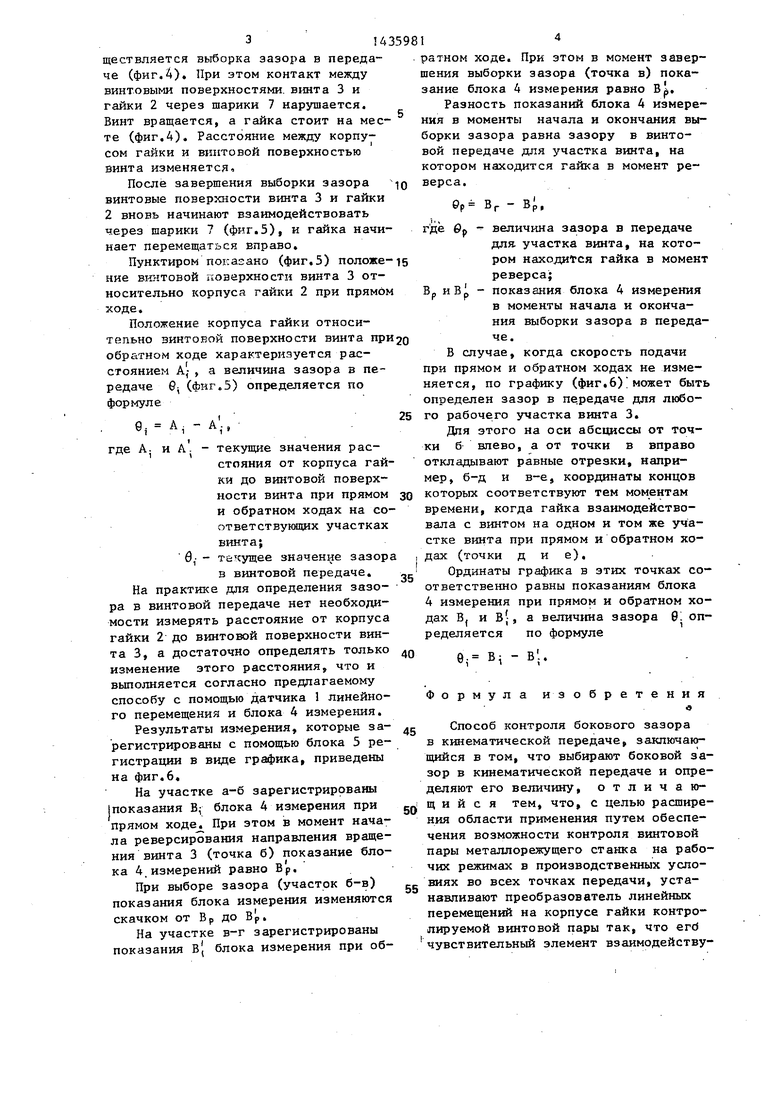
При прямом ходе (винт 3 вращается по часовой стре.лке) левая винтовая поверхность винта 3 взаимодействует с правой винтовой поверхностью гайки 2 через шарики 7 (фиг,3), в результате чего гайка перемещается влево.
Положение корпуса гайки относительно винтовой поверхности винта в осевой плоскости характеризуется расстоянием А,.
При реверсировании направления вращения винта 3 первоначально осуществляется выборка зазора в передаче (фиг.4). При этом контакт между винтовыми поверхностями, винта 3 и гайки 2 через шарики 7 нарушается. Винт вращается, а гайка стоит на месте (фиг.4). Расстояние между корпусом гайки и винтовой поверхностью винта изменяется.
После завершения выборки зазора винтовые поверхности винта 3 и гайки 2 вновь начинают взаимодействовать через шарики 7 (фиг.5), и гайка начинает перемещаться вправо.
Пунктиром показано (фиг.5) положе ние вшгтовой поверхности винта 3 относительно корпуса гайки 2 при прямо ходе.
Положение корпуса гайки относи- тепьно винтовой поверхности винта щ)И обратном ходе характеризуется расстоянием А;, а величина зазора в передаче 6 (фнг.5) определяется по формуле
, 9, А,-А;,
где А. и А. - текущие значения расстояния от корпуса гайки до винтовой поверхности винта при прямом и обратном ходах на со ответствукнцих участках винта;
9,- - текущее значение зазор в винтовой передаче. На практике для определения зазора в винтовой передаче нет необходимости измерять расстояние от корпуса гайки 2 до винтовой поверхности винта 3, а достаточно определять только изменение этого расстояния, что и вьшолняется согласно предпагаемому способу с помощью датчика 1 линейного перемещения и блока 4 измерения.
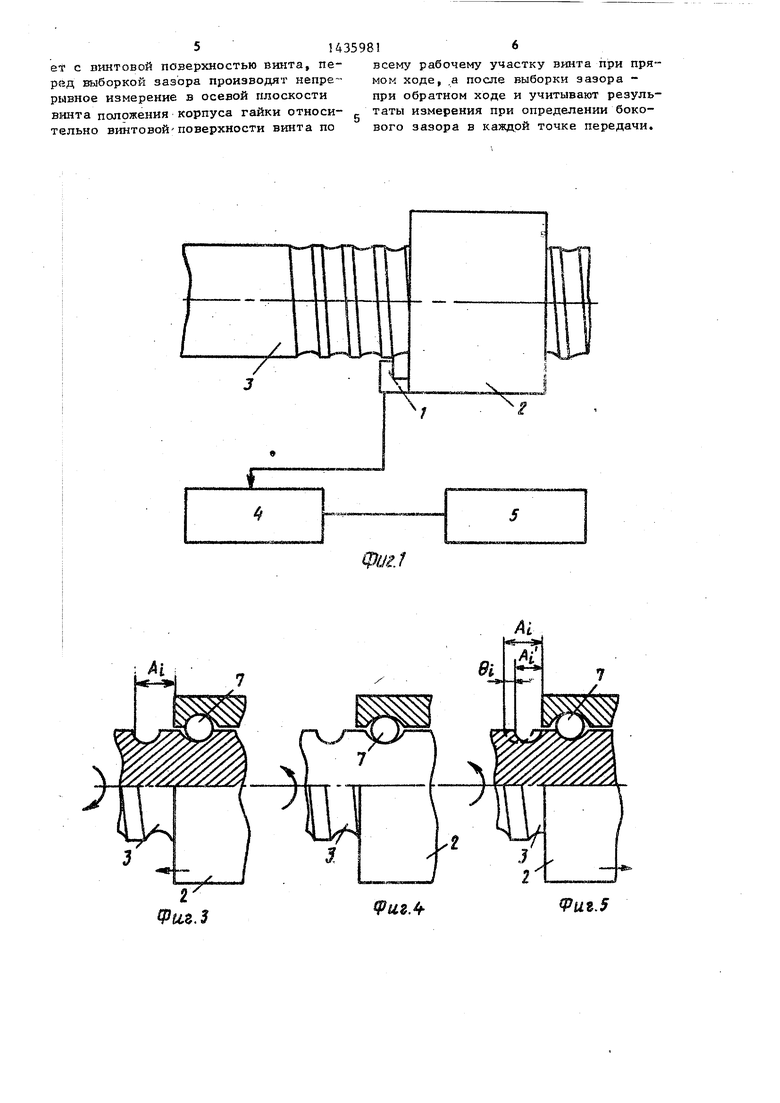
Результаты измерения, которые за- регистрированы с помощью блока 5 регистрации в виде графика, приведены на фиг.6,
На участке а-б зарегистрированы показания В; блока А измерения при прямом ходе. При этом в момент начала реверсирования направления вращения винта 3 (точка б) показание блока 4.измерений равно Вр.
При выборе зазора (участок б-в) показания блока измерения изменяются скачком от Вр до Вр,
На участке в-г зарегистрированы показания в| блока измерения при обратном ходе. При этом в момент завершения выборки зазора (точка в) показание блока 4 измерения равно ВА,
Разность показаний блока 4 измерения в моменты начала и окончания выборки зазора равна зазору в винтовой передаче для участка винта, на котором находится гайка в момент реверса,
Ор Вг - Вр,
riie 0р - величина зазора в передаче для участка винта, на котором находится гайка в момент реверса;
Вр иВр - показания блока 4 измерения в моменты начала и окончания выборки зазора в передаче.
В случае, когда скорость подачи при прямом и обратном ходах не изменяется, по графику (фиг,6) может быть определен зазор в передаче для любого рабочего участка винта 3.
Дпя этого на оси абсциссы от точки б влево, а от точки в вправо откладывают равные отрезки, например, б-д и в-е, координаты концов которых соответствуют тем моментам времени, когда гайка взаимодействовала с винтом на одном и том же участке винта при прямом и обратном ходах (точки д и е).
Ординаты графика в этих точках соответственно равны показаниям блока 4 измерения при прямом и обратном ходах Bj и в , а велич1ша зазора 0; определяется по формуле
0- В - В ..
Формула изобретения
в
Способ контроля бокового зазора в кинематической передаче, заключающийся в том, что выбирают боковой зазор в кинематической передаче и определяют его величину, отличающийся тем, что, с целью расширения области применения путем обеспечения возможности контроля винтовой пары металлорежущего станка на рабочих режимах в производственных условиях во всех точках передачи, устанавливают преобразователь линейных перемещений на корпусе гайки контролируемой винтовой пары так, что erd чувствительный элемент взаимодейству5 43598
et с винтовой поверхностью винта, пе- всему рабочему участку винта при пря-- выборкой зазора производят непре- мом ходе, .а после выборки эазора - рывное измерение в осевой плоскостипри обратном ходе и учитывают резульBffliTa положения корпуса гайки относи- таты измерения при определении боко- ™л1но овой поверхности винта по вого зазора в каждой точке передачи.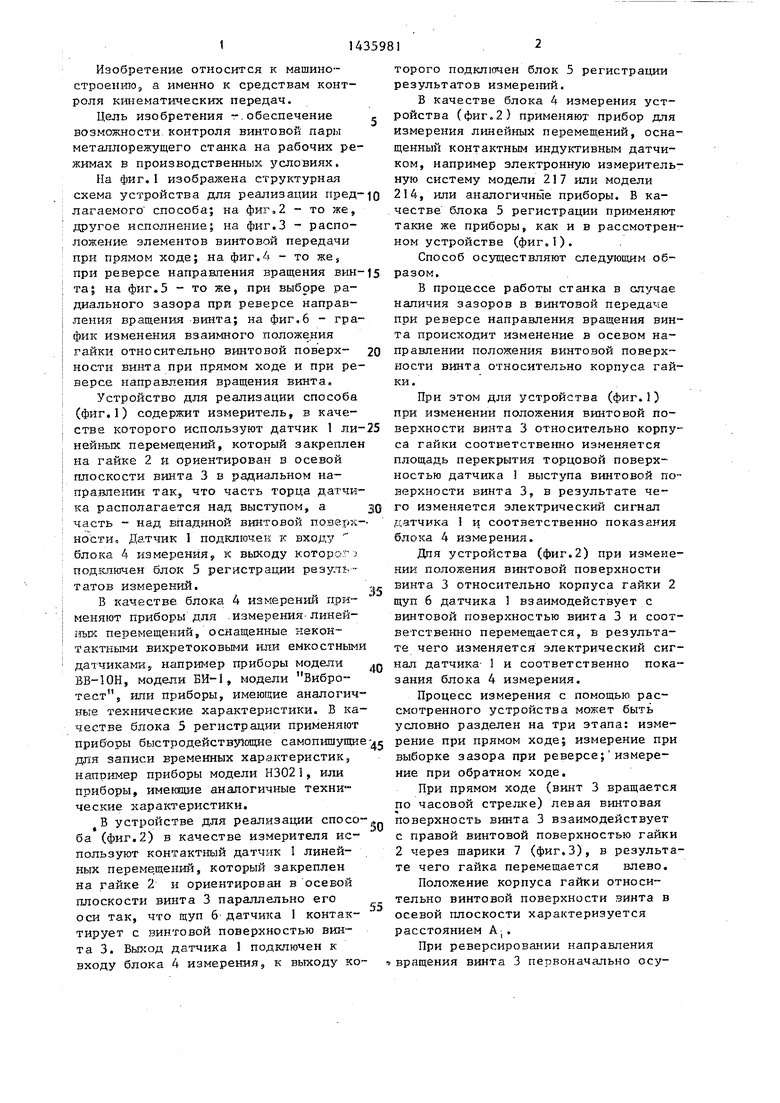
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для испытаний передач винт-гайка качения | 2016 |
|
RU2624412C1 |
| Устройство для измерения положения рабочего органа станка | 1980 |
|
SU891229A2 |
| МАШИНА СИЛОВОСПРОИЗВОДЯЩАЯ ПЕРВОГО РАЗРЯДА С ДИАПАЗОНОМ ХРАНЕНИЯ И ПЕРЕДАЧИ ЕДИНИЦЫ ОТ 1 кН ДО 1000 кН С ПРЕДЕЛОМ ДОПУСКАЕМЫХ ЗНАЧЕНИЙ ДОВЕРИТЕЛЬНЫХ ГРАНИЦ ОТНОСИТЕЛЬНОЙ СУММАРНОЙ ПОГРЕШНОСТИ 0,02% | 2018 |
|
RU2687296C1 |
| МИКРОБАРОГРАФ | 1992 |
|
RU2029933C1 |
| Устройство для проверки чувствительности оптико-абсорбционного анализатора | 1977 |
|
SU729492A1 |
| Устройство для точного останова | 1984 |
|
SU1223215A1 |
| Прибор для контроля механизмов подачи станков | 1981 |
|
SU986612A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТРЕМОРА ПАЛЬЦЕВ РУК | 2011 |
|
RU2479253C2 |
| РЫЧАЖНОЕ УСТРОЙСТВО ДЛЯ ДОСТАВКИ ПРИБОРОВ И ОБОРУДОВАНИЯ В ГОРИЗОНТАЛЬНЫЕ СКВАЖИНЫ И ЕГО УЗЕЛ ФИКСАЦИИ | 2020 |
|
RU2742922C1 |
Изобретение относится к машиностроению, а именно к средствам контроля кинематических передач. Цель изобретения - обеспечение возможности контроля винтовой пары металлорежущего станка на рабочих режимах в производственных условиях. Это достигается тем, что в качестве измерителя используют датчик 1 линейных перемещений, подключенный к блоку 4 измерения и блоку 5 регистрации. При перемещении гайки 2 осуществляют непрерывное измерение изменения ее положения относительно винта 3 при прямом ходе и при реверсе направления вращения винта 3. По разности показаний датчика 1 при прямом ходе и при реверсе направления вращения винта 3 судят о величине зазора в винтовой передаче. 6 ил.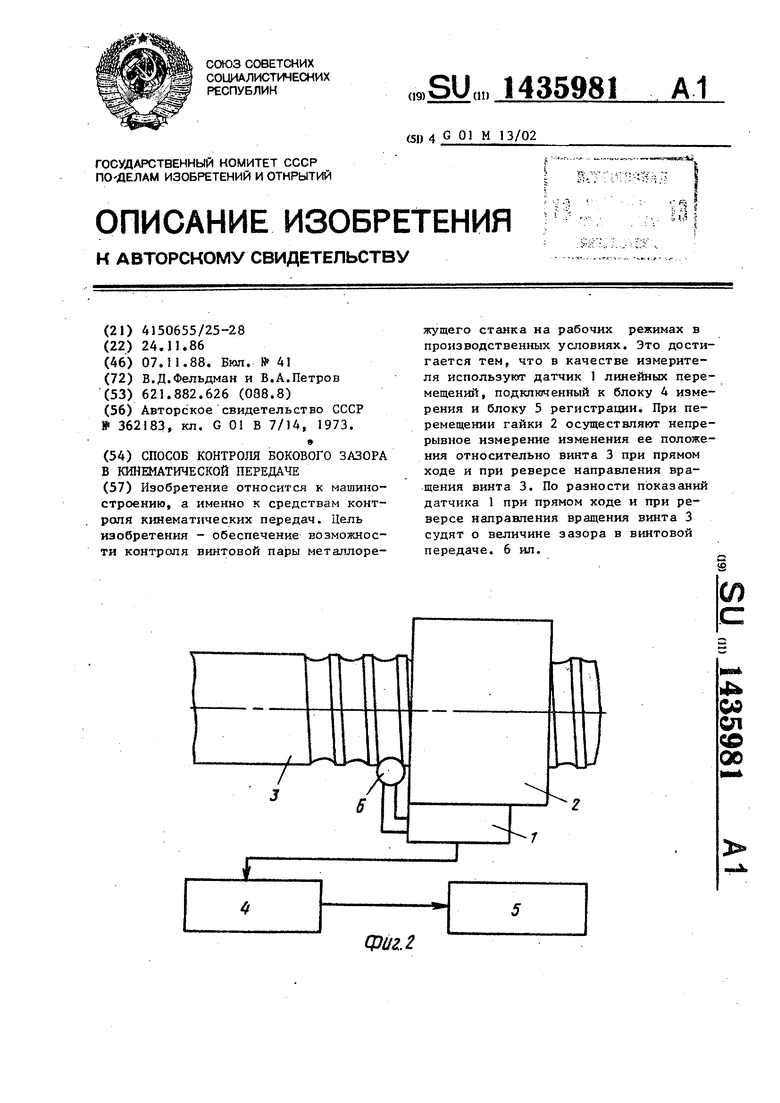
ipue.
(Риг. 5
9иг.е
| С А И И Е РЕТЕНИЯ362183М. Кл. G Olb 7/14УДК 531.717.14:621. .833(088.8) | 0 |
|
SU362183A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
