10
i
|СЛ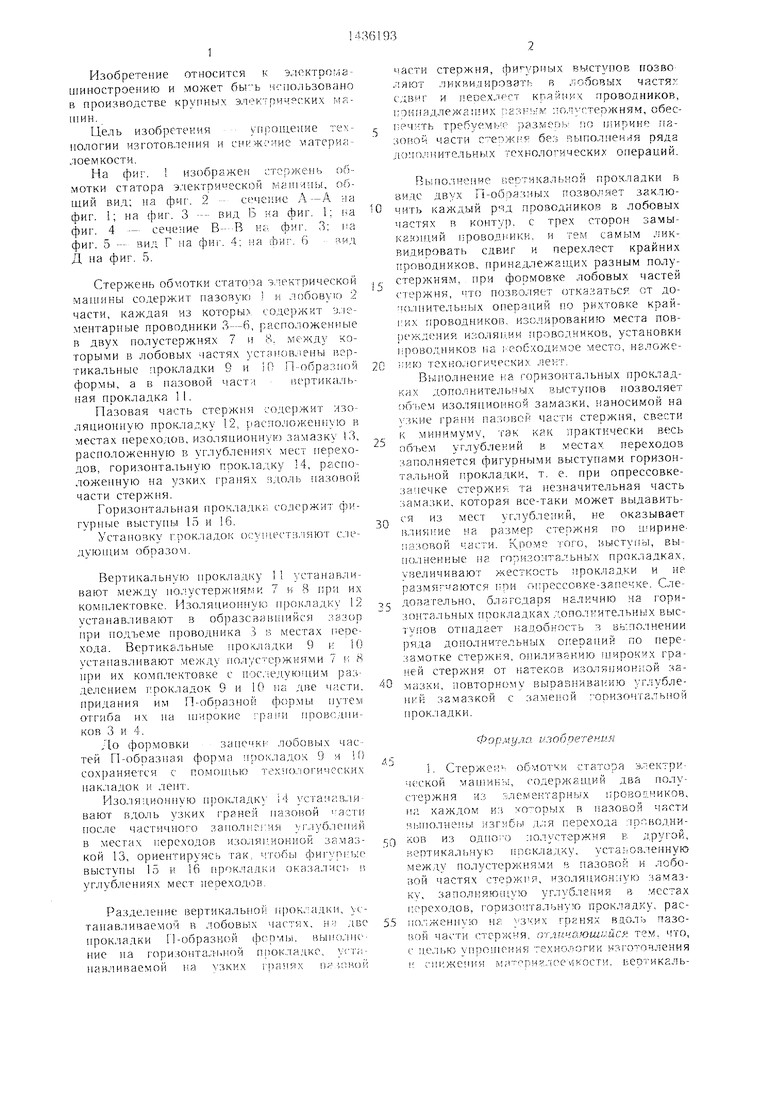
| название | год | авторы | номер документа |
|---|---|---|---|
| Обмотка статора электрической машины | 1981 |
|
SU1050047A1 |
| Стержень обмотки статора электрической машины | 1982 |
|
SU1064380A1 |
| Стержень статорной обмотки высоковольтных электрических машин | 1985 |
|
SU1343503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ СТАТОРНОЙ ОБМОТКИ | 1999 |
|
RU2161360C1 |
| Стержень обмотки статора электрической машины с беспазовым сердечником | 1982 |
|
SU1070650A1 |
| Стержневая обмотка статора электрической машины | 1988 |
|
SU1640781A1 |
| Способ изготовления стержневых обмоток электрических машин с жидкостным охлаждением | 1983 |
|
SU1185506A1 |
| Устройство для транспонирования стержней статорной обмотки | 1984 |
|
SU1185507A1 |
| Способ ремонта термореактивной изоляции | 1978 |
|
SU771813A1 |
| Статор электрической машины | 1983 |
|
SU1119125A1 |
Изобретение относится к элекро- машиностроению. Цель изобретения - упрощение технологии изготовления. Стержень обмотки статора электрической машины включает элементарные проводники 3, 4, 5 и 6. Между полустержнями 7 и 8 в лобовых частях установлены вертикальные прокладки 9, 10 П-образной формы, в пазовой части также размещена вертикальная прокладка. Вдоль пазовой части стержня расположена горизонтальная прокладка с фигурными выступами. Изобретение позволяет ликвидировать в лобовых частях сдвиг и перехлест крайних проводников разных полустержней. 1 з.п. ф-лы, 6 ил. л-д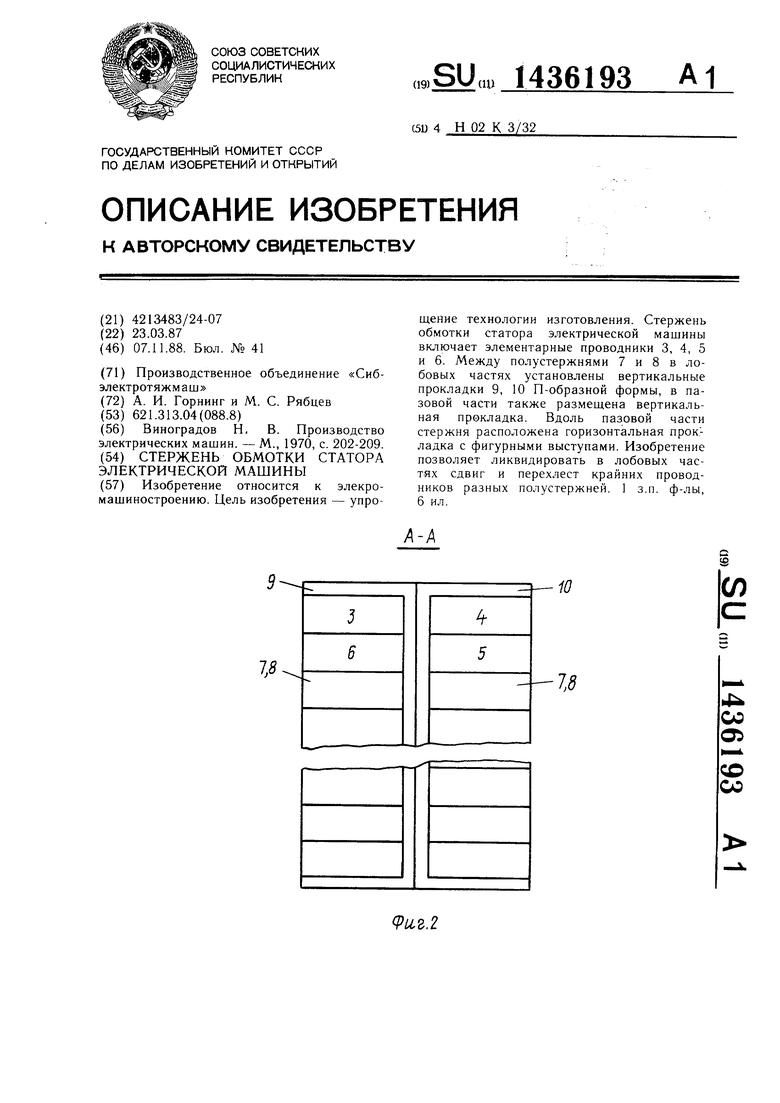
СО О5
со со
Ри,г.2
Изобретение относится к электромашиностроению и может бы ;ь 1спользовано в производстве крупных электрических маП1ИН.
Цель изобретенияуг.рогцеяие технологии изготовления и снижение материалоемкости.
На фиг. I изображен стержень обмотки статора электрической , общий вид; и.а фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 -- вид Б и:а фиг. 1; на фиг. 4 - сечение В---В на фиг. 3: па фиг. 5 - вид Г на фи1 4; ма (Ьиг. 6 VA; Д на фиг. 5.
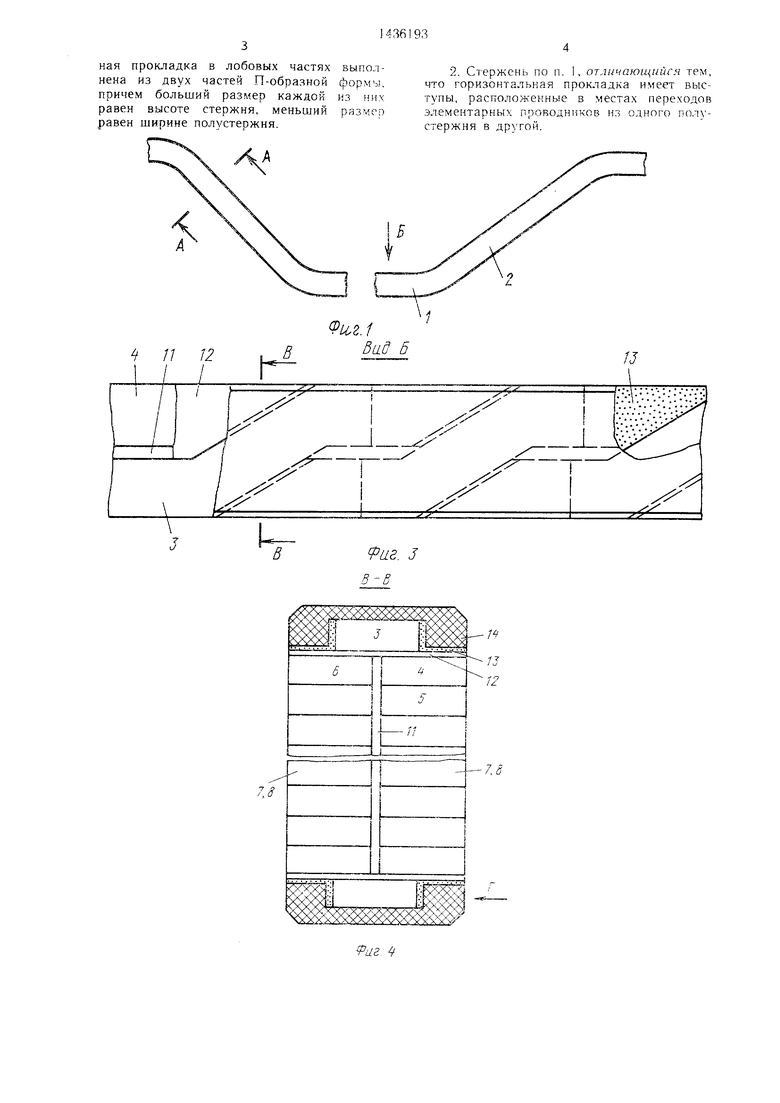
Стержень обмотки статооа э.ектрической машины содержнт пазовую I и лобовую 2 части, каждая из которы со.держкт y.ie- ментармые проводники 3-6, расположенные в двух полустержнях 7 и Н, между которыми в лобовых частях уст.апов.Г1ены вертикальные прокладки Q и И - П-образмой формы, а Ез пазовой части11ертикальная прокладка 1I.
Пазовая часть стержня содержит изоляционную прок.ладку 12, 1:1асгголожеии Ю в местах переходов, изоляционную замазку 13, расположенную в углублениях мест переходов, горизонтальную прокладку 14, расположенную на узких гранях здол иазоной части стержня.
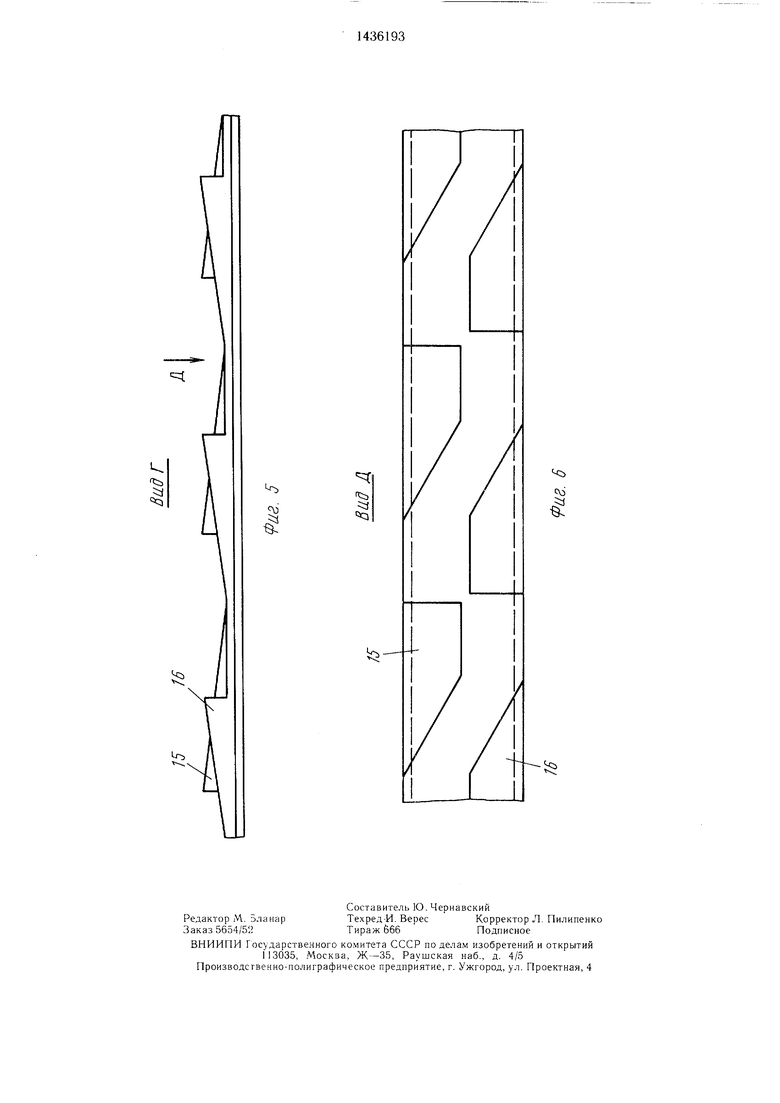
Горизонтальная прокладка содержит фигурные выступы 15 н 16.
Установку грок;1адок осуществ.пяют c:ie- дующим образом.
Вертикальную прокладку 11 устанавливают между но.лустержняг. ги 7 и 8 при их комплектовке. Изоляциоппую проклал.ку 12 устанавливают в образсвавнпнйся зазор при нодъе.ме проводника .- v, местах перехода. Вертикальные прокладки 9 и 10 устапавливают между iiojr/стсржннми 7 и 8 нри их комплектовке с ос;1ед. разделением гцюкладок 9 и 10 па две ч.;1ети. придания им П-образной формы отгиба их на 1пирокие rpauii г1рОБСД1п-1- ков 3 н 4.
До формовки загп ||К1- лобовых частей П-образпая форма прокладок 9 и К) сохраняется с помопидо технологических пак:1адок и леьгг.
Изоляционную прок:1адку 14 устапавливают вдоль узких |-ранез1 пазовой -астп после частичного запол 1е :ия vi-.лублепий в местах переходов изоляционной замазкой 13, ориентируясь так, чтобы фиг чм-ДзН выстугпз 15 V. 16 гфокладки оказались п углублениях мест нереходся.
Г- азделепие ве этикальпо{ ; прок.-адки, устанавливаемой в лобовых частях, нч две прокладки П-образкой (Ьсрмы. вьпю.ппе- ние на горизоптал-ьпой прокладке, VCT;;- павливаемой па УЗКИХ гранях па-ишой
части стержня, (jin ypi-nDix выступов rFO3BO- ляют ликвидировать в лобовых частя;-; сдвиг и иеоехлест крайних проводников, |;оипадлежа1пих i::23Fb iv :1ол;. стержняи, обес- прчкть требуемь е размепь rio ишрине па- зоЕЮЙ части с еожпр без выполпен я ряда .лл)но, п-:ительных технологических операций.
5
0
П
чить каждый ряд проводников в лобовых частях в контур, с трех сторон замыкающий 1ФОВОДНИКИ. и тем самым JU-SK- видировать сдвиг и перехлест крайних проводников, гфинадлежащих разным полустержням, при формовке лобовых частей стержня, что позволяет отказаться от до- о.лпительных операций по рихтовке край- гих гфоводьп 1ко 3. изолированию места пов- )еждеиия изоляции гфоводников, установки 1 роводников на ;-:еобходкмое место, нвложе- технологических .
Вьиюлпе1-1ие {& горизонта. 1ьных проклад- к ЛУ: ;(,ополнительных выступов позволяет об ьем изоляциопной замазки, наносимой на у: ,кие 1фа1-пл пазовой части стержня, свести к минимуму, так как практически весь пб ьем углублений в местах переходов заполняется фигурными выступами горизоп- тал1Д ОЙ гфокладки, т. е. при опрессовке- запечке стержня та незначительная часть замазки, которая все-таки может выдавиться из мест углублений, не оказывает влияние на размер стержня по ипфине- пазовой части. Кпоме того, выступы, вы- ио.лнеииые па горизонтальных прокладках, увеличивают жесткость прокладки и не размягчаются пои опрессоеке-зяпечке. Следовательно, благодаря наличию на горизонтальных поокладках дополнительных выс- TVHOB отпадает )шдобность з вь:по: неиии ряда дополнительных операций по иере- з,амотке стержня, опилизакию пироких граней стержня от ьштеков изоляинок} ой замазки, повторному вырав ива1-:ию углублений замазкой с заменой горизоитальпой фок.ладки.
.5
t:
ig
Lj
| Виноградов Н | |||
| В | |||
| Производство электрических машин | |||
| - М., 1970, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
